
Fターム[3C038EA02]の内容
スパナ、レンチ、ドライバーの細部、付属具 (2,087) | 目的、効果 (376) | 制御の精微化 (54)
Fターム[3C038EA02]に分類される特許
1 - 20 / 54
ねじの操作方法及び操作装置
【課題】締付け力が均一でかつ高精度であるボルト等のねじ類の締付け方法、およびそれに用いる装置を提供すること。
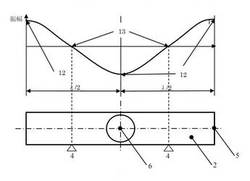
【解決手段】ねじの締め付けにおける摩擦力の影響を減少させるために、振動による摩擦力低減効果を利用すること、振動の効果を高めるために振動の共振を利用すること、振動体の振動を妨げないために振動の節で支持することを特徴とするねじ類の締付け方法である。振動は、振動子1が発生させ、それにより振動体2を共振させる。ボルトまたはナットを、共振による振動振幅が極大となる位置12に置いて加振することによって、振動による摩擦低減効果を高めて締付けを行う。レンチを回転させる支持部4を、振動振幅が極小となる位置13にすることによって、振動への妨げを最小にして締付を行う。
(もっと読む)
電動工具

【課題】
顧客の作業情報を容易に収集できるようにした電動工具を提供する。
【解決手段】
モータ2と、モータ2の回転を制御する制御部(4)と、モータ2の駆動力を伝達して出力軸に連結される先端工具を駆動する動力伝達部を有し、先端工具を駆動する動作モードを複数有する電動工具1において、制御部(4)は使用された動作モードの履歴情報を収集して不揮発性メモリに格納し、不揮発性メモリをケーブル6を介して外部装置(50)から読み出し可能とした。ケーブル6は制御部から引き出されて先端に接続インターフェイスを変換するアダプタ8が接続され、アダプタ8からUSBケーブル48を介して外部装置(50)を接続することによって、不揮発性メモリに格納されたデータを送出可能なように構成した。
(もっと読む)
インパクト回転工具
【課題】1台のインパクト回転工具で幅広い目標トルクに対して精度よく締め付けを行うことができるものとする。
【解決手段】 回転駆動源であるモータ2と、モータ回転からパルス状の衝撃を発生させるとともに該衝撃で出力軸7に回転トルクを加えるインパクト発生装置と、出力軸に加わるトルクを測定するトルクセンサ10と、トルクセンサにより測定されたトルクが設定された目標トルクに達した時に上記モータを停止させる制御手段Cとを備える。上記制御手段は、設定された目標トルクに応じて1衝撃当たりのトルク増大値を変化させて目標トルクが小さい時には上記トルク増大値も小さくする。
(もっと読む)
油圧式トルクレンチの締付力の制御装置
【課題】超音波探触子を用いて簡易な機構で締結部材の締付力の測定を精度よく行うようにするとともに、超音波探触子の破損を防止することができるようにした油圧式トルクレンチの締付力の制御装置を提供すること。
【解決手段】モータRにより回転駆動される打撃トルク発生装置Tを介して打撃トルクを発生させるようにした主軸Sの先端部に超音波探触子Se1を配設するようにした油圧式トルクレンチの締付力の制御装置において、超音波探触子Se1の先端面に、ゴム状の弾性部材からなるプローブScを配設する。
(もっと読む)
油圧式トルクレンチの締付力の制御装置
【課題】超音波探触子を用いて締結部材の締付力の測定を正確に行うことができるとともに、併せて、ボルト等の締結部材の誤組を排除できるようにした油圧式トルクレンチの締付力の制御装置を提供すること。
【解決手段】主軸Sの先端部に配設した超音波探触子Se1から締結部材に超音波を伝播させ、締結部材の先端面からのエコーの伝播時間を計測することにより締結部材の長さを測定する締結部材の長さ測定手段と、締結部材の長さ測定手段により測定された締結部材の長さと、締結前に測定された締結部材の初期長さとから、締結作業中に締結部材の締結力を測定する締結力の測定手段と、締結力の測定手段により測定した締結部材の締結力が所定の値に達したときにモータRを停止させ締結作業を終了させるモータ制御手段とを備え、締結部材の長さの測定を、第1回目のエコーの伝播時間と、第3回目又はそれ以降のエコーの伝播時間との差から算出するようにする。
(もっと読む)
ねじ締め装置
【課題】狭いスペースや壁部の近傍のねじ孔へのねじ締めを位置ずれなく正確に行う。
【解決手段】ねじ締め用のビット4を有するドライバ1と、ドライバを昇降させる上下動手段2と、ねじ9を保持するねじ保持機構と、ビットに配設された軸受機構7とを備えたねじ締め装置30で、ねじ保持機構が、ドライバの昇降方向とは垂直な方向に開閉自在な一対の相対向するねじ保持部材6と、ねじ保持部材を閉じ方向に付勢する弾性体とを備え、ねじ保持部材が上部側に凸形状部16aを有し、軸受機構が、ビットの軸方向に不動でビットの周方向に回転自在に配置され、下部側に凸形状部に嵌合する凹形状部8bを有し、そして、ビットが、下降中にねじを保持して弾性体の付勢に抗してねじ保持部材を開かせ、ねじ保持部材よりも下方に突出し、凹形状部8bが凸形状部16aに嵌合した状態で、ねじ締めをなしている。
(もっと読む)
電動モータの負荷トルク検出装置
【課題】電動モータにより所要の負荷を回転駆動操作する装置において、電動モータの駆動出力軸に対して作用する負荷の反力すなわち負荷トルクを、適正かつ高精度に検出することができると共に、電動モータを所要の把持部ないし固定部としての外部ケーシングに固定して、その製造を容易にすると共に支持構造を安定な配置構成とすることができる電動モータの負荷トルク検出装置を提供する。
【解決手段】電動モータ10のモータハウジングの一端部より突出する駆動出力軸14に対し、この駆動出力軸を囲繞するように配置したスリーブ体16を設け、このスリーブ体の一端にフランジ部18を形成して前記モータハウジングの一端部に固定すると共に、前記スリーブ体の他端は遊星歯車21を備える減速機構20のインターナルギヤ部22として一体的に構成した構造とし、前記スリーブ体の外周部にストレンゲージ24を取り付けた構成からなる。
(もっと読む)
インパクトレンチの空気圧調整方法及び管理方法
【課題】車輪の脱落事故の軽減に大きく寄与するインパクトレンチの空気圧調整方法及び管理方法を提供する。
【解決手段】調整用ハブ4に突設した調整用ハブボルト3と調整用ナット5を使用する。所定の空気圧に設定したインパクトレンチ1により調整用ハブボルト3に螺合させた調整用ナット5を締め付けてホイールWを調整用ハブ4に締結する。締結時の調整用ハブボルト3に発生した軸力を測定する。測定した軸力の値が予め決められた所定の軸力の範囲外にある場合にはインパクトレンチ1の空気圧を調整し、測定される軸力の値が予め決められた所定の軸力の範囲内に入るようにする。
(もっと読む)
連続ねじ締付け機のねじ送り装置
【課題】フィーダケーシングの先端部にキャップを確実に装着できる連続ねじ締付け機のねじ送り装置を提供する。
【解決手段】ベースケーシングにねじ締付け方向に移動可能に取付けられるフィーダケーシング3と、ベースケーシングとフィーダケーシング3の相対移動に連動してフィーダケーシング3内にねじ連結帯を供給するねじ供給機構と、フィーダケーシング3の先端部に装着されるキャップ5とを有する連続ねじ締付け機のねじ送り装置1であって、キャップ5とフィーダケーシング3の間には、キャップ5をフィーダケーシング3に対してスライドさせることでキャップ5をフィーダケーシング3に係合させる係合機構7が設けられている。そしてフィーダケーシング3には、キャップ5のスライド戻りを規制する規制部材6が取付けられている。
(もっと読む)
締付けトルク測定装置
【課題】簡単な構造で、オイルパルスレンチによる締付けトルクをより精度良く測定することができる締付けトルク測定装置を提供すること。
【解決手段】ばね部30が、入力部20をその回転方向とは反対方向に付勢し、測定トルク設定部40が、上述の締付けトルクの測定を行う前に、所望のトルク値に応じた回転角だけ入力部20をばね部30による付勢力に抗して回転させることによって、締付けトルクの値が所望のトルク値以上である場合にのみ、入力部20を、締付けトルクを受けて回転可能な状態とする。そして、トルク判定部50が、締付けトルクを受けて入力部20が回転したか否かを判断し、入力部20が回転したと判断された場合には、トルク判定部50のトルク判定ランプ54が点灯してその旨を報知する。
(もっと読む)
ねじ部材締結装置および組立て体の製造方法
【課題】本発明は、ねじ軸に対するナットの軸芯合せを確実に行い、かつ自動締結を可能とするねじ部材締結装置および、組立て体の製造方法を提供する。
【解決手段】ねじ部材締結装置Tは、駆動モータ4の駆動軸4aによって回転駆動されるドライバ軸部12および、ナットNを真空吸着するナット保持部Wを備え、ナットをねじ軸Gに螺合する締付け部2を備え、上記締付け部は、ドライバ軸部内に軸方向に沿って移動自在に挿通され先端部がねじ軸端部に接触してねじ軸軸芯に軸芯を合せるよう軸方向とは直交する方向に撓み変形するパイプ構造の倣い軸部Zと、ドライバ軸部に軸方向とは直交する方向に変形自在なカップリング20を介して連結され倣い軸部の撓み変形にともなってカップリングとともに傾斜する倣い回転軸21と、倣い回転軸の端部に倣い回転軸とは一体に回転駆動され、かつ倣い回転軸の軸方向に沿って移動自在に支持されるビット軸部25とを具備する。
(もっと読む)
自動ネジ締め機
【課題】比較的サイズの大きなネジを水平方向にネジ締めする場合であってもネジのふらつきを押さえてネジ締め精度を向上させた自動ネジ締付機を提供する。
【解決手段】パチンコ機の外枠製造に使用する自動ネジ締め機1は、チャック爪20に挟持させたネジ3をドライバビット10を前進させることによってチャック爪20を押し開いてワークにネジ締め固定するもので、ネジ3の最大径の部分5が嵌合し得る保持孔41を有する保持部材40を、ドライバビット10の軸部にコイルバネ12とピン13とを介して着脱可能に取り付ける。チャック爪20は、閉じた状態でネジ3の軸部を挿通することができる反面、ネジ頭部5は通過できない大きさの挿通孔22と、保持部材40の先端42と当接し得るテーパ部23とを備える。保持部材40の保持孔41は、後端細孔部、前端太孔部及び中間筒孔部45からなる多段型筒孔となっている。
(もっと読む)
ねじ部品締結機
【課題】ワークに着座するときを基準にして、確実に駆動力の伝達経路を切り換え変更するようにしたねじ部品締結機を提供する。
【解決手段】ドライブ軸5に高速低トルク駆動を与える第1駆動手段に第1プーリ20を連結し、ドライブ軸5を連結する伝達軸4に第2プーリ21を一体回転可能に固定してこの間に無端ベルト23を介在させて高速低トルク駆動する構成とし、一方、伝達軸4の延長線上に低速高トルク駆動する第2駆動手段を配置し、ねじ部品がワーク着座してストール状態になると、第2駆動手段が最終締結トルクに達するまで駆動するねじ部品締結機であるから、最終締結トルクが常に確実に得られるとともに作業時間が無駄なく短縮される。また、高速低トルク用の第1駆動手段が駆動しているときは低速高トルク用の第2駆動手段は回転駆動しないため、電力の無駄がなく、時代にあった省エネルギ効果が得られる。
(もっと読む)
螺子締めデータ管理装置
【課題】 実際の締め付けトルク値を検出し、このデータをノイズ等の影響を受けることなく、信頼性が高い状態で表示できるよう形成し、螺子締めデータの正確な把握や品質の一層の向上に寄与できる螺子締めデータ管理装置を提供する。
【解決手段】 トルク解放時の実際のトルク値を検出するセンサ1を設けている螺子締め工具2と、この螺子締め工具2とケーブル3で接続して、上記のセンサ1の検出値を離れた位置で表示する表示器4とを備えて形成する。この場合本発明は、螺子締め工具2のセンサ1に対応する外周面位置を、衝撃緩和材5で被覆するのが良い。また表示器4は、新しい検出値が入力することを条件に表示を切り換える制御部4bを備えて形成するのが良い。
(もっと読む)
ボルトの軸力測定方法およびボルト
【課題】ボルトの軸力測定方法で、ボルト頭部と超音波付与手段との密着を高めるため研削加工等行う必要がなく、また、ボルト頭部にカップラントオイルを塗布した場合では、回転により前記オイルが当接面から流れ出ることのない超音波の伝達性を効果的に向上させたボルトの軸力測定方法を提供する。
【解決手段】ボルト締結時に、ボルト9に超音波を付与して、該ボルト9に発生する軸力の測定を行うボルト9の軸力測定方法であって、前記ボルト9の頭部9aに凹部9cを形成する工程と、該凹部9cにオイル16を貯溜する工程と、前記凹部9cの底面に超音波送受信プローブ12を当接して、該超音波送受信プローブ12によりボルト内部へ超音波を付与し、付与した超音波の反射波を用いてボルト9の軸力を測定する。
(もっと読む)
ボルト・ナット電動締付機
【課題】シャーワッシャを具えたワンサイドボルトを所定トルクで一次締めした電動締付機の電流値による締付状態識別方法を提供する。
【解決手段】起動スイッチをONにしたときの電流値の急上昇直後の急下降を検出し、ナット締付け開始による電流値の上昇があってから、電流値が急下降した場合において、これをワッシャの内向きフランジが剪断されたと判断し、次に電流値が一次締めトルクに対応する値になれば、モータを停止する。
(もっと読む)
トルク工具
【課題】部品に生ぜしめられるトルクの測定及び/又は遮断のためのトルク工具10であって、グリップ部14を備えたケーシング12、トルクの伝達のためのロッド22、トルクの電子式の検出のための測定エレメント50、検出されたトルクの処理のための測定兼制御電子装置52、並びに、所定の目標値でのトルクの遮断のために前記電子式の測定兼制御電子装置によって制御可能なリリーススイッチ56を含んでいる形式のものにおいて、電子制御式のトルク工具に供給出力を適合させる。
【解決手段】電子制御式若しくは機械制御式のリリーススイッチ用の機械的な出力のための増強装置及び/又は電気的な出力若しくは電圧のための増幅器を設けてある。
(もっと読む)
回転締付工具
【課題】トルクリミッタ付き回転締付工具において、締付作業時における反動の影響を回避する上で有効な技術を提供する。
【解決手段】本発明の回転締付工具100の回転規制機構150は、締付け作業時において、先端側回転部材140が先端工具119とともに作業対象物側に固定され、かつ駆動側回転部材115から被動側回転部材130へのトルク伝達がトルクリミッタ120によって遮断されたときには、先端側回転部材140と工具本体部101とを相対回転不能に結合し、これにより工具本体部101の締付け方向への回転を規制する。また緩め作業時には、被動側回転部材130の緩め方向への回転動作に基づいて先端側回転部材140と工具本体部101とを相対回転不能に結合する機能が無効化され、これにより先端工具119による緩め作業が許容される構成とした。
(もっと読む)
トルク伝達工具
【課題】回転駆動手段とは別体に構成されるもので、多種類の工業部品における所望の締付けトルク値に最大締付けトルク値を合わせることができるトルク伝達工具を提供する。
【解決手段】工業部品と係合する第一係合部20を形成するアウターロータ12にスプリング18と円柱部材16を収容するアウター溝24を形成する。インパクトレンチと係合する係合部を形成するインナーロータ14に円柱部材16の一部と接触するインナー溝36を形成する。インナーロータ14に加えられる回転力が所定トルク値以下の場合にスプリング18が円柱部材16をインナーロータ14のインナー溝36の壁面に接触する状態を保ってインナーロータ14とアウターロータ12とを同時に回転させ、インナーロータ14に加えられる回転力が所定トルク値を超えた場合にスプリング18が円柱部材16をインナー溝36の壁面に接触する状態を解除してインナーロータ14のみを回転させる。
(もっと読む)
回転角法によるねじ締結方法、および報知機能付きねじ締結装置
【課題】回転角法によるねじ締結に関して、非比例域での着座点軸力の検出を簡便にする方法を提供する。
【解決手段】締結体締付け線図を参照した回転角法によるねじ締結方法において、前記締結体締付け線図が、締付け初期に発生する初期非比例域の部分と、締付け主要部である比例域の部分とで構成され、且つ、前記締結体締付け線図の偏角及び比例域の部分の偏角が得られる場合に、前記ねじ締結体の締付け開始点から着座点S(スナグ点)までの軸力を、前記比例域の部分の偏角αに基づいて算定するようにした。
(もっと読む)
1 - 20 / 54
[ Back to top ]