
Fターム[3C049AA12]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(工具) (4,425) | 工具運動機構 (620) | 押圧及び切込調整機構 (158)
Fターム[3C049AA12]に分類される特許
81 - 100 / 158
ウエハ研磨装置およびウエハ研磨方法
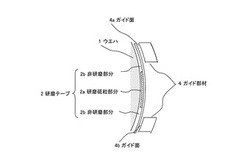
【課題】帯状の研磨体を用いて被研磨物であるウエハの外周端縁に対する研磨処理を行う場合に、当該研磨処理の高精度化や高効率化等を実現できるようにする。
【解決手段】研磨砥粒部分2aの両側に非研磨部分2bが配されてなる帯状の研磨体2を被研磨物であるウエハ1の外周端縁に接触させながら当該外周端縁との交差方向に走行させる研磨体走行手段と、前記ウエハ1の外周端縁に対応した形状の2つのガイド面4a,4bを有して前記研磨体走行手段が走行させる前記研磨体2における各非研磨部分2bに対して前記2つのガイド面4a,4bのそれぞれが当該各非研磨部分2bの背面側から加圧するガイド部材4と、を備えてウエハ研磨装置を構成する。
(もっと読む)
半導体装置の製造方法

【課題】ウェハの吸着力を維持し、かつウェハの生産性を向上させること。
【解決手段】半導体ウェハ1のおもて面の中央部に、デバイスの表面構造を形成する。このデバイスの表面構造の形成された領域が能動領域2である。そして、半導体ウェハ1の裏面の中央部のみを、砥石を用いて研削する。このとき、半導体ウェハ1の裏面の外周端部を、加工前の半導体ウェハ1の厚さのままにしておくことで、半導体ウェハ1の外周端部にリブ4を形成する。研削工程では、はじめに精研削、続いて粗研削、そして最後に精研削を行う。研削工程において、前の研削に続いて行う研削は、前の研削の領域よりも小さい径の領域に行われる。ついで、半導体ウェハ1の裏面の全面(半導体ウェハ1の裏面の中央部およびリブ4)にエッチングを行い、研削の際に砥石により形成された加工ダメージ層5、6、7を除去する。
(もっと読む)
カムシャフトの研削加工装置及び研削加工方法
【課題】凹部を備えたカム研削に好適なカムシャフトの研削加工装置及び研削加工方法を提供する。
【解決手段】カムプロフィール研削された複数のカムCLを備えるカムシャフトCSを支持するワークテーブル2と第2砥石車23を支承する第2砥石台20とを、カムシャフトCSの軸心方向と平行なY軸方向およびそれと直角なX軸方向に相対移動可能にベッド1上に装架し、X−Y平面に直交するZ軸に平行な第2砥石軸24を介して第2砥石台20に第2砥石車23を支承させ、カムシャフトCSの軸心回りの割出し回転によりカムシャフトCSのカムプロフィールの2箇所のイベント部CL3の凹部形成部位を第2砥石車23に対面させて順次位置決めし、位置決め毎に、第2砥石台20のワークテーブル2に対するX軸方向の相対移動とY軸方向の往復相対移動とを同時2軸制御して、カムプロフィールのイベント部CL3に凹部Gの研削創成運動を行なわせる。
(もっと読む)
ウェーハエッジ研削方法、ウェーハエッジ研削ユニット及びウェーハ裏面研削装置
【課題】ウェーハの外周部分を高精度に外周研削することができるウェーハエッジ研削方法、ウェーハエッジ研削ユニット及びウェーハ裏面研削装置を提供する。
【解決手段】回路パターンが形成された表面にBGテープ13が貼り付けられているウェーハのエッジを研削するウェーハエッジ研削方法であって、表面が上向きになるようにウェーハ10をテーブル5に保持することと、鉛直方向ないしこの鉛直方向に対して所定角度傾けた方向に回転軸Gを有するカップ砥石8をウェーハ10の周囲に配置することと、BGテープ13から露出しているウェーハ10の外周部分に沿って段部14を形成するように、カップ砥石8を回転させながらウェーハ10の外周部分に接触させてウェーハ10の外周部分を外周研削することと、を備える。
(もっと読む)
半導体装置の製造方法
【課題】ウェハの割れや欠けを低減し、かつデバイスの特性を向上させること。
【解決手段】半導体ウェハ1のおもて面側の中央部に、デバイスの表面構造を形成する。このデバイスの表面構造の形成された領域が能動領域2である。そして、半導体ウェハ1の裏面側の中央部を、砥石を用いて研削する。このとき、半導体ウェハ1の裏面側の外周端部を、元の半導体ウェハ1の厚さのままにしておくことで、半導体ウェハ1の外周端部にリブ4を形成する。ついで、半導体ウェハ1の裏面側の全面(半導体ウェハ1の裏面側の中央部およびリブ4)にエッチングを行い、研削の際に砥石により形成された加工ダメージ層5を除去する。
(もっと読む)
溝車のロープ溝加工装置およびロープ溝加工方法
【課題】付加加工を行わず、除去加工のみでロープ溝の成形を行い、ロープを外すことなくロープ溝の加工及び修正加工を短時間で実施することができる溝車のロープ溝加工装置及びロープ溝加工方法を提供する。
【解決手段】溝車1のロープ溝内で研削砥石11を回転させてロープ溝を加工する加工装置と、前記加工装置を前記溝車の半径方向に移動し得るように支持する半径方向可動器34と、前記研削砥石の温度を測定する温度測定装置20と、前記温度測定装置の測定値から温度勾配を算出する温度勾配演算器23と、前記加工装置の研削負荷を測定する負荷測定装置22と、前記研削砥石の温度及び前記温度勾配並びに前記研削負荷にもとづいて前記加工装置の切り込み量を設定する演算装置25とを備えた構成。
(もっと読む)
研削方法、研削工具及び研削加工装置
【課題】研削工具がびびり振動するのを抑制し、被加工物表面を高品位な鏡面に加工する。
【解決手段】工具本体51に多数の砥粒52を固着した研削工具5を用い、各砥粒52に、その切れ刃高さを揃えて平坦部52bとするトランケーションを施す。次に、トランケーションを施した研削工具5に回転及び超音波振動を与えて、研削工具5を所定の切込み深さで被加工物表面8aに沿って相対移動させることにより、砥粒52の平坦部52bの縁部52cで被加工物表面8aを研削すると共に、平坦部52bで被加工物表面8aを圧潰して、被加工物表面8aを仕上げ加工する。
(もっと読む)
バリ除去装置およびそれを用いたバリ除去方法ならびにプリント配線板の製造方法
【課題】新たなバリ除去装置を提供するとともに、このバリ除去装置を用いたバリ除去方法およびプリント配線板の製造方法を提供する。
【解決手段】プリント配線板を一列に複数枚載置可能なステージ1と、上記バリを除去する切削研磨工具3a、3bとを有して、プリント配線板wを複数具備した多面取り基板を個片化する際にプリント配線板の外周縁に生じたバリを除去するバリ除去装置とした。上記ステージを、その幅方向に向けて複数設けて、各々のステージを互いに平行に配置して、上記切削研磨工具に対して相対移動可能かつ昇降可能に構成した。上記切削研磨工具を、バリ除去位置に昇降移動させた際の上記ステージの長手方向側部に望む位置に配置した。また、上記ステージの上記昇降移動位置における上方には、上記複数枚のプリント配線板を覆う大きさの上盤4を上記ステージに対して接離自在に設けた。
(もっと読む)
研削加工方法及び同装置
【課題】砥石の振動等の発生を抑制しつつ回転角度により研削代が異なるワークをより効率良く加工する。
【解決手段】内面研削盤は、砥石24と、ワーク1を回転駆動するホイールヘッド20と、砥石24とワーク周面とを切込み方向に相対送りする第1テーブル26等を含む移動機構と、ホイールヘッド20等の駆動を制御するNC装置30とを備える。このNC装置30は、電力検出回路21から出力される砥石駆動モータのモータ電力の値に基づいて砥石24とワーク内主面との接触検知を行う接触検知部32と、その接触検知に基づき、砥石24とワーク内周面とが接触状態にあるときのワーク1(主軸12)の回転速度が、それ以外のときの回転速度よりも低速となるようにワーク1の一回転中の回転速度を制御すべくワーク駆動モータ14に制御信号を出力する速度制御部36とを含む。
(もっと読む)
金属製加工材のバリ取り装置
【課題】バリ面の反対面に凸部(ダボ)が発生する比較的小さな金属製加工材を、連続的かつ整一に研磨して、バリを除去し得る金属製加工材のバリ取り装置の提供を目的とする。
【解決手段】送材通路11の下部に、金属製加工材wの下面を研削するベルト研磨ヘッド17を設けると共に、送材通路11の上部に駆動ロール6と従動ロール7とに送材ベルト8を掛渡してなる送材装置9を配設し、さらにベルト研磨ヘッド17の研磨部位の直上位置で、送材ベルト8に内接して、踏圧部材12を配設するとともに、送材ベルト8を、上面から凸部tが突出する金属製加工材wの、該凸部を除く主面fに圧接可能な形態を備えるものとした金属製加工材のバリ取り装置である。この送材ベルト8としては、陥凹部52が形成された送材ベルト8a、不織布で構成された送材ベルト8bや、踏圧ピン61を備えた送材ベルト8cが提案される。
(もっと読む)
眼鏡レンズ周縁加工装置
【課題】 レンズの粗加工時の大きな加工音の発生を低減しつつ、レンズの軸ずれの発生を低減する。
【解決手段】眼鏡レンズを保持するレンズチャック軸を回転するレンズ回転手段と、レンズの周縁を粗加工する粗砥石が取り付けられた砥石回転軸を回転する砥石回転手段と、レンズチャック軸と砥石回転軸との軸間距離を変動させる軸間距離変動手段と、粗加工時に前記レンズチャック軸に加わるトルクを検知するセンサを持つトルク検知手段と、粗加工時に粗砥石の回転方向とレンズの回転方向とを同一方向に回転させると共に、トルクが所定の閾値内に収まるように軸間距離又はレンズ回転速度を制御する一方で、トルクが所定の閾値内であっても、粗砥石のレンズへの切り込み量が所定の切り込み設定量に達するまでとするように軸間距離変動手段を制御する加工制御手段と、を備える。
(もっと読む)
基板処理方法及び基板処理装置
【課題】半導体ウェハなどの基板の周縁部を効率良く研磨する。
【解決手段】基板10を周方向に回転させつつ、基板10の周縁部11に、押圧パッド31を備えた押圧機構30により研磨部材41を押し付けて研磨する基板処理方法であって、押圧パッド31の少なくとも一部の、押出機構30が押圧パッド31を基板10の周縁部11に対して押し付ける軸方向に対する角度を、該角度を能動的に変位させるリニアアクチュエータ33a,33bなどを備えた角度変位機構により、周縁部11の研磨対象面に応じて変化させて研磨する。
(もっと読む)
ガラス基板の角部面取り装置及びガラス基板の角部面取り方法
【課題】ガラス基板の角部の面取り加工時において、歩留まりの低下を抑えつつ面取り加工を高い加工精度でしかも効率的に行う。
【解決手段】本発明のガラス基板の角部面取り装置1は、互いに対向し異なる向きに傾斜する一対の研削面19a、19bを含む凹部19cを備えた砥石19と、矩形状の複数のガラス基板3を板厚方向に間隔を空けて保持すると共に、個々のガラス基板3における一つの辺部の両端の二つの角部3a、3bに対し一対の研削面19a、19bがそれぞれ接触する位置関係で、砥石19を前記の板厚方向に移動可能に保持する支持部材9及び一対の挟持部材5、6と、ガラス基板3と共に支持部材9及び挟持部材5、6に保持された砥石19を板厚方向(矢印Y1−Y2方向)に往復動作させる砥石可動枠20、アクチュエータ7、8及び制御部2とを備える。
(もっと読む)
酸化ガリウム単結晶基板及びその製造方法
【課題】平坦化及び表面浄化がなされて半導体膜を成長させるのに適した酸化ガリウム単結晶基板、及びその製造方法を提供する。
【解決手段】表面粗さRqが1.0〜2.0Åであり、かつ、表面粗さRaが0.5〜1.0Åである酸化ガリウム単結晶基板、及び、酸化ガリウム単結晶の(100)面を研磨して薄型化するラッピング加工、平滑に研磨するポリッシング加工、及び化学機械研磨を行った後、洗浄溶媒中に浸漬させてマイクロ波を照射する酸化ガリウム単結晶基板の製造方法。
(もっと読む)
ウェーハ面取り装置、及びウェーハ面取り方法
【課題】
加工歪みを低減するとともに加工面粗さを向上させ、ウェーハの破損を防止するウェーハ面取り装置及びウェーハ面取り方法を提供すること。
【解決手段】
ウェーハWを回転するウェーハテーブル34に保持し、砥石でウェーハWの外周部を研削するウェーハ面取り装置において、センサ3、センサ4、外周精研モータ56に取り付けられたセンサまたはノッチ精研モータ59に取り付けられたセンサにより電流値の変化、回転数の変化、及び振動の変化を検出し、検出された結果に基づき外周精研削砥石55、ノッチ精研削砥石58の外径を算出する、または外周精研削砥石55、ノッチ精研削砥石58の押圧力を調整することにより、加工歪みを低減するとともに加工面粗さを向上させ、ウェーハWの破損を防止する。
(もっと読む)
レンズのクリーニング装置
【課題】レンズに付着した異物を確実に除去することができるレンズのクリーニング装置を提供する。
【解決手段】非拭取り面Laを吸着してレンズLを保持する吸着ヘッド31と、吸着ヘッド31を支持するヘッド支持手段33と、レンズLの拭取り面Lbに押し当てられ、異物を拭き取るワイピング部材5と、ワイピング部材5を保持すると共にワイピング部材5をレンズの拭取り面Lbに押圧する押圧手段13と、非拭取り面Laの周縁部に当接した状態でヘッド支持手段33に取り付けられ、押圧手段13の押圧力に抗してレンズLを拭取り姿勢に維持するサポート手段32と、ヘッド支持手段33および押圧手段13を介して、レンズLに対しワイピング部材5を相対的に拭取り動作させる拭取り動作手段と、を有している。
(もっと読む)
面取り機能つき洗浄装置
【課題】
ウェーハを効率的に洗浄、枚葉化するとともに、ウェーハ表面の加工の際にウェーハに欠損や割れを生じさせない面取り機能つき洗浄装置を提供すること。
【解決手段】
剥離洗浄部10と端面研削部20と洗浄収納部30とが設けられた面取り機能つき洗浄装置1により、ウェーハWの洗浄、枚葉化、端面研削、再洗浄を行う。
(もっと読む)
異形孔研磨装置
【課題】金属加工用の型の異形形状の孔の内周面の研磨を自動化可能とする。
【解決手段】テーパー状の異形孔であるアプローチ部を有するダイス2に外部から側圧をかけてアプローチ部の内周面と研磨治具19の研磨部との間に押し付け力を作用させつつ、研磨剤を入れ、研磨治具19を上下動させてアプローチ部の内周面を研磨する。そして、ダイス2に負荷する側圧の方向を周方向に順次移動させ、ダイス2のアプローチ部の全内周面を研磨する。
(もっと読む)
研磨装置
【課題】研磨テープを基板のノッチ部全体に押し当てることができ、かつ研磨テープに対してパッドが横にずれることがない研磨装置を提供する。
【解決手段】本発明に係る研磨装置は、基板Wを保持する基板保持部20と、研磨テープ41をその長手方向に送るテープ送り機構43と、研磨テープを基板のノッチ部に押圧する研磨ヘッド42とを備える。研磨ヘッド42は、研磨テープの進行方向をガイドする2つのガイド部材57a,57bと、研磨テープの裏側に配置された、ループ形状を有するバックパッド50とを有する。バックパッド50は、ループ形状を維持しつつ、その長手方向に進行可能なように、複数の滑車59a,59b,59c,59d,59eで保持されている。
(もっと読む)
自動面取り装置
【課題】軸状の切削工具を回転させその切削工具周面の刃部でワークを切削する切削機を使用し、ワークを保持回転手段で保持して回転させると共に、ワークの回転軸に対して前記切削工具の回転軸を傾けてワークの被面取り部に前記刃部を斜めに接触させ、面取りするようにした自動面取り装置において面取り寸法にばらつきが生じにくい装置を提供する。
【解決手段】上記自動面取り装置1において、前記切削機5をワークWの回転軸Yと直交する面内で移動可能なように保持する切削機保持手段4と、前記切削機5をワークW側に向けて付勢する付勢手段6とを備え、前記付勢手段6による付勢によって切削工具5bをワークWに接触させると共にワークWの回転により切削工具5bを切削機5ごとカムフォロア的に移動させるようにした。
(もっと読む)
81 - 100 / 158
[ Back to top ]