
Fターム[3C049AA12]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(工具) (4,425) | 工具運動機構 (620) | 押圧及び切込調整機構 (158)
Fターム[3C049AA12]に分類される特許
41 - 60 / 158
ワークの研削加工方法及び研削盤、それに用いる移動経路データの演算プログラム並びにその記憶媒体
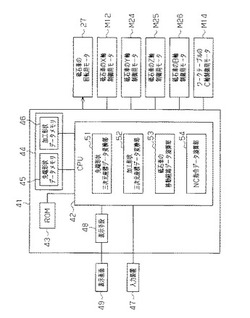
【課題】砥石車の先端形状データとワークの加工形状データとに基づいて、傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを求めてNCプログラムを容易に生成することができる研削盤を提供する。
【解決手段】CPU42に設けられた先端形状三次元座標データ変換部51によって砥石車の先端形状の三次元座標データを演算する。加工形状三次元座標データ変換部52によって、ワークの加工形状三次元座標データを演算する。両座標データに基づいて、移動経路データ演算部53によって傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを演算する。この移動経路データに基づいて、NC指令データ演算部54によってNC指令データを生成する。
(もっと読む)
研磨装置

【課題】管状の研磨工具を回転させ、被加工物に圧接して研磨液を吐出しながら研磨する研磨装置において、吐出する研磨液の圧力が変化して研磨除去量が不正確となるのを防ぐ。
【解決手段】研磨液を吐出しながら被加工物20を研磨する管状の研磨工具1は、隙間9をもってハウジング10の穴に嵌挿され、回転モーター5によって回転駆動される。研磨液は、ハウジング10の穴と研磨工具1の間の隙間9に供給され、管状穴7を介して被加工部21に吐出される。ハウジング10の穴の側面に設けられた溝である研磨液調整部位11aは、研磨液調整圧力計18を有する流路を経て研磨液調整ポンプ16に接続され、隙間9に満たされた研磨液の圧力を一定に保つ。
(もっと読む)
シリコンブロックの面取加工方法及びその装置
【課題】シリコンブロックの連続回転、加工帯体の循回移送及びシリコンブロック又は加工帯体のシリコンブロックの回転軸線方向の移動の複合作用によってシリコンブロックの四つの角縁部を連続して、研削又は研磨加工してR面又はC面に面取加工を行うことができる。
【解決手段】シリコンブロックWの角縁部W1をR面又はC面に面取加工する装置であって、シリコンブロックを保持して連続回転させる保持回転部Aと、シリコンブロックの角縁部を研削又は研磨加工して面取加工を行う無端帯状の加工帯体Tをシリコンブロックの回転軸線Oに直交する方向Nに循回移送させる加工ヘッド部Bと、加工帯体をシリコンブロックの角縁部に圧接させる圧接機構部Cと、保持回転部又は加工ヘッド部をシリコンブロックの回転軸線方向に移動させる移動機構部Dとを備えてなる。
(もっと読む)
2次元(楕円)超音波援用化学・機械複合加工法および装置
【課題】光電材料や半導体など機能性硬脆材料を高能率でダメージフリーの鏡面に加工するための環境にやさしい加工技術を提供する。
【解決手段】加工工具の2次元超音波微振動がヘッドの加工面に垂直な方向の縦振動と加工面に平行な方向の横振動の同時発生によって引き起こされる加工法において、固定砥粒加工工具を貼り付けた2次元超音波振動加工ヘッドを用いて定圧か定切込加工を行う。加工工具は工作物材料と化学反応を示す砥粒と添加剤およびこれら粒子を固めるための結合剤から構成されるものであって、各構成成分の種類と混合比率は、工作物と化学反応が発生しやすいように決定され、加工工具は薄い円盤形、四角形、リング状などの形状を有する。
(もっと読む)
シリコンインゴット面取り装置
【課題】シリコンインゴットの角部の面取りの幅を従来のシリコンインゴット面取り装置に比較して能率良く一定にできるシリコンインゴット面取り装置を提供する。
【解決手段】一対のガイドローラ装置18,20をそれぞれ一対の側面22a,22b上に当接させた状態で一対のガイドローラ装置18,20をその一対の側面22a,22bに沿ってシリコンインゴット22の長手方向に移動させると、研削布紙12はシリコンインゴット22の角部22cの断面において研削布紙12の下面12aの位置と角部22cの先端の位置とが位置決めされながら研削布紙12の下面12aによって略一定の研削高さHで角部22cを研削してシリコンインゴット22の長手方向に案内されるので、シリコンインゴット22の角部22cを研削高さHだけ研削しその研削により形成された角部22cの面取りの幅Mが従来のシリコンインゴット面取り装置に比較して能率良く一定にされる。
(もっと読む)
研磨方法及び研磨装置
【課題】例えば、半導体層の外周部全体を研磨除去し、更にシリコン基板のエッジ部を所定深さまで研磨除去してSOI基板等の貼合せウェーハを製造する時にあっても、半導体層がシリコン基板から剥がれることがない、良好な研磨プロファイルが得られるようにする。
【解決手段】回転中の基板Wのエッジ部の研磨開始位置の直上方位置に研磨ヘッド2を位置させ、研磨ヘッド2を下降させて回転中の基板のエッジ部の研磨開始位置に研磨ヘッド2の研磨具10を所定の押圧力で接触させ、所定時間経過後に、研磨具10を回転中の基板のエッジ部に前記所定の押圧力で接触させたまま研磨ヘッド2を基板の外周端部に向けて移動させる。
(もっと読む)
インゴットブロックの複合面取り加工装置
【課題】スループット時間が短く、フットプリントがコンパクトなシリコンインゴットブロックの複合面取り加工装置を提供する。
【解決手段】円柱状インゴットブロックの四側面剥ぎ加工をスライサー装置の一対の回転刃91a,91bで行って得られた角柱状インゴットの四隅R面を一対のカップホイール型第一研削砥石11g,11gで粗研削加工して面取りし、ついで、一対のカップホイール型第二研削砥石10g,10gでそのブロックの四側面を仕上げ研削加工する面取りをし、更に、そのブロックの四隅R面を研削車9gで仕上げ加工して角柱状インゴットブロクを製造する複合面取り加工装置1。
(もっと読む)
研磨加工方法
【課題】研磨工具の回転軸を通るスパイラル状の軌跡に沿って研磨工具を走査することにより、非球面形状の光学素子等を高精度で研磨する。
【解決手段】被加工物100の回転軸を通るスパイラル状の軌跡に沿って研磨ヘッド80の研磨工具を相対的に走査させて研磨を行うことで、被加工物100の表面を非球面形状に加工する。被加工物100の加工前の表面形状を測定し、目標形状に対する誤差形状を求めて、回転軸に対して対称な同心円上の第1の形状成分を抽出し、さらに誤差形状と第1の形状成分との差分をとることで、回転軸に非対称な第2の形状成分を抽出する。第1及び第2の形状成分をそれぞれ研磨除去するのに必要な第1及び第2の滞留時間分布を算出し、それぞれの運動プログラムによる別工程で研磨する。
(もっと読む)
研削方法および研削盤
【課題】研削抵抗増加により低い研削能率で研削するツルーイング後研削を短縮する研削方法および研削盤。
【解決手段】複数の砥石車71、72を用いて、複数の被研削部を研削する研削方法および研削盤において、
ツルーイング後研削工程を、複数の砥石車の一部を用いて前記複数の被研削個所の一部を研削する工程を前記複数の砥石車の全てが使用されるように複数回組み合せて実行し、その研削能率を複数の被研削部を同時に研削した場合より大きくして研削する。研削能率を大きくすることでボンド除去効率を高くし、より少ない工作物研削本数で所定の砥粒突出し量を達成し、定常研削に移行する。
(もっと読む)
研磨装置、研磨方法、研磨具を押圧する押圧部材
【課題】基板のトップエッジ部および/またはボトムエッジ部を正確かつ均一に研磨することができる研磨装置を提供する。
【解決手段】研磨装置は、基板Wを水平に保持し、該基板Wを回転させる回転保持機構3と、基板Wの周縁部に近接して配置された少なくとも1つの研磨ヘッド30とを備える。研磨ヘッド30は、基板Wの周方向に沿って延びる少なくとも1つの突起部51a,51bを有し、研磨ヘッド30は、突起部51a,51bにより研磨テープ23の研磨面を基板Wの周縁部に対して上方または下方から押圧する。
(もっと読む)
硬質脆性板のくり貫き加工方法及び装置
【課題】ガラス板などの硬質脆性板に板厚方向に貫通する丸孔、長孔、溝孔などのくり貫き加工において、加工時に生ずる大きな欠けや割れを可及的に防止すると共に、寸法や形状の異なる丸孔や溝孔を加工することが可能な方法及び装置を提供する。
【解決手段】くり貫き砥石は、先端に硬質脆性板を板厚方向に研削してゆく先端面を備えた円筒形の砥石で、加工しようとする丸孔ないし溝幅より小径の砥石である。制御器は、ワーク軸の回転角をθ又はΔθ、砥石台の移動量をxとして、少なくとも以下の関係を保持して制御する溝孔加工手段を備えている。x=(A+R−r)/cosθ、x=CcosΔθ+(R−r)cosφ、但し、sinφ=CsinΔθ/(R−r)、及び、x=(A−R+r)/cosθ。上式中、Rは、溝孔の溝幅の1/2、rは、くり貫き砥石の半径(r<R)である。
(もっと読む)
ワークピースを加工するための加工ステーションおよび加工装置
長尺状あるいは平板状の金属製ワークピースを加工するための装置であって、該装置は少なくとも1つの加工ユニットを有し、該加工ユニットによって、回転駆動される加工ベルトが、ワークピースの供給方向に対して斜状にあるいは横断方向に、少なくとも略直線的に案内されて、加工されるべきワークピースの領域を通過することが可能であり、このようにして、ワークピースは加工ベルトの加工面(3a)によって加工可能であり、可動担持要素(7)が、加工動作に必要な、加工ベルトの加工面(3a)とワークピースとの間の接触に影響を与えるために、加圧手段(8)を用いて加工ベルトの裏面に作用する装置が提案される。本発明によれば、駆動機構が設けられ、該駆動機構によって、担持要素(7)は、担持要素(7)が少なくとも加工ベルトの加工領域において加工ベルトの移動方向と実質的に平行に移動するように、モータ駆動されることができる。  (もっと読む)
(もっと読む)
ワークの支持機構およびバリ取り装置
【課題】汎用性の高いワークの支持機構を提供する。
【解決手段】鉛直面内で回転可能に設けられ、ワーク(1)を保持して所定角度に支持する支持部(28)と、前記支持部(28)の回転に連動して鉛直面内で回転可能に設けられ、支持するワーク(1)の外面に沿って前記支持部(28)側からワーク(1)側に出没可能となされた支持補助部材(30)(31)とを備え、前記支持部(28)におけるワーク(1)の保持および保持解除が、前記支持補助部材(30)(31)を突出させて該ワーク(1)を下方から支えた状態で行われる。
(もっと読む)
閉止水栓のシール座面を加工する方法および装置
本発明は、発電設備や産業設備(2)に組み付けられた閉止水栓(6)の、接続管(8a,b)の端部(26)に配置されたシール座面(24a,b)を加工する方法に関するものであり、次の各ステップを有している。すなわち、a)水栓上側部分(16)とハウジング取付部品(32)が閉止水栓(6)のハウジング(10)から取り外され、それによってハウジング開口部(14)が解放され、b)軸受支持部(56)を有するクランプ装置(40)がハウジング開口部(14)を通して接続管または別の接続管(8a,b)へ挿入されて、その内壁(50)に固定され、c)ハウジング開口部(14)を通して軸受(64)を担持する加工機械(58)がハウジング(10)の中に挿入されて、軸受(64)により軸受支持部(56)に支承され、d)加工機械(58)によってシール座面(24a,b)で加工ステップ(B1−4)が実施され、e)加工機械(58)が軸受支持部(56)から外されて、ハウジング開口部(14)を通して取り出され、f)必要に応じてステップc)からe)が別の工作機械もしくは同じ工作機械(58)で反復され、g)クランプ装置(40)が接続管(8a,b)から外されて、ハウジング開口部(14)を通して取り出され、h)水栓上側部分(16)と取付部品(32)がハウジング(10)に取り付けられる。発電設備や産業設備(2)に組み付けられた閉止水栓(6)の、接続管(8a,b)の端部(26)に配置されたシール座面(24a,b)を加工する装置は、閉止水栓(6)のハウジング開口部(14)を通って接続管または別の接続管(8a,b)へ挿入可能であるクランプ装置(40)を含んでおり、該クランプ装置は軸受支持部(56)と、接続管(8a,b)の内壁(50)と協働する固定部材(47)とを含んでおり、シール座面(24a,b)で加工ステップ(B1−4)を実行するためにハウジング開口部(14)を通してハウジングへ挿入可能な少なくとも1つの加工機械(58)を有しており、加工機械(58)は軸受支持部(56)で支承可能な軸受(64)を有している。 (もっと読む)
ウエハエッジ加工装置及びそのエッジ加工方法
【課題】研磨テープを使用したウエハエッジ加工において、高精度なエッジ形状加工を行う。
【解決手段】研磨ヘッド部52は、4つの搬送ローラ71,72,73,74を頂点とする略四角形の内側に、ガイドローラ75と搬送ローラ72、及びガイドローラ76と搬送ローラ73によりそれぞれ移動可能に把持されている研磨テープ51をウエハ2のエッジ部に向けて突出させ、研磨テープ51をウエハ2のエッジ部に略点接触にて当接させる可動ローラ78を先端に有するシリンダ77が設けられている。
(もっと読む)
ガラス基板およびその製造方法
【課題】ガラス基板の表裏面と端面とに連接される境界面の面性状を適切に規定して当該規定を満たさせることにより、強化処理が施されているか否かに拘わらず、ガラス基板の撓みや不当な温度分布に起因する破損の発生を確実に防止すると共に、ガラスパーティクルの問題をも解消する。
【解決手段】ガラス基板1の表面2aおよび裏面2bと、その両面2a、2bの外周端相互間に存する端面3との間に存する少なくとも一方の境界部に、面取り面4を形成すると共に、その面取り面4における粗さ曲線の二乗平均平方根傾斜RΔqを、0.10以下とする。
(もっと読む)
ガラス基板およびその製造方法
【課題】ガラス基板の表裏面と端面とに連接される境界部の面性状を適切に規定して当該規定を満たさせることにより、強化処理が施されているか否かに拘わらず、ガラス基板の撓みや不当な温度分布に起因する破損の発生を確実に防止すると共に、ガラスパーティクルの問題をも解消する。
【解決手段】ガラス基板1の表面2aおよび裏面2bと、その両面2a、2bの外周端相互間に存する端面3との間に存する少なくとも一方の境界部に、面取り面4を形成すると共に、その面取り面4における突出谷部深さRvkを、0.95以下とする。
(もっと読む)
研磨装置
【課題】回転する研磨工具を被研磨面に押し付ける研磨荷重を精密に測定し、高精度に制御する。
【解決手段】研磨ヘッドは、筐体9と、流体軸受2によってスラスト方向に移動可能に支持される工具軸1と、工具軸1を回転駆動する回転駆動手段7と、工具軸1に荷重を与える変位機構8と、筐体9に支持された差動トランス3と、を有する。差動トランス3は、工具軸1に固定された芯4に対向し、回転駆動手段7と工具軸1とを連結する板ばね5を含む伸縮連結部の下側に配置され、板ばね5の押込み長を測定することで、被研磨面11に対する研磨パッド10の研磨荷重を検出する。
(もっと読む)
研磨加工方法
【課題】被加工物の回転中心部におけるヘソの発生を防ぐ。
【解決手段】非球面形状をもつ被加工物を回転させながら研磨工具を圧接させ、被加工物の回転中心を通る走査線に沿って走査させることで被加工物を研磨加工する研磨加工方法において、まず、ダミーワークを用いて工具の単位時間当りの除去形状を取得する。目標除去形状と、工具の単位除去形状とに基づいて工具の滞留時間分布を計算し、工具の走査速度を制御する。ダミーワークは、被加工物の回転中心部の曲率半径と同じ曲率半径をもつ球状面を有し、この球状面を研磨加工することによって工具の単位時間当たりの除去形状を取得する。
(もっと読む)
半導体ウェハの両面研磨方法
【課題】当該技術分野で公知の仕上げのCMP研磨の前の両面研磨法は、エッジ形状およびナノトポグラフィーの将来的な要求を満たさず、且つ基板直径450mmを有するウェハの加工に適していない。
【解決手段】第一の工程において固定された砥粒を有する研磨パッドを使用して半導体ウェハの前面を研磨し、且つ同時に砥粒を含有しない研磨パッドを用いて半導体ウェハの裏面を研磨するが、その間に砥粒を含有する研磨剤を研磨パッドと半導体ウェハの裏面との間に導入し、引き続き半導体ウェハを反転させ、その後、第二の工程において固定された砥粒を含有する研磨パッドを用いて半導体ウェハの裏面を研磨し、且つ同時に固定された砥粒を含有しない研磨パッドを用いて半導体ウェハの前面を研磨し、砥粒を含有する研磨剤を研磨パッドと半導体ウェハの前面との間に導入することを含む、半導体ウェハの両面研磨方法によって解決される。
(もっと読む)
41 - 60 / 158
[ Back to top ]