
Fターム[3C058AA01]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(工具) (12,061) | 工具の種類 (6,468)
Fターム[3C058AA01]の下位に属するFターム
砥石を用いるもの (951)
研削ベルトを用いるもの (826)
バフ又はブラシを用いるもの (260)
砥粒を用いるもの(ラップ加工) (4,277)
Fターム[3C058AA01]に分類される特許
61 - 80 / 154
エンドミル
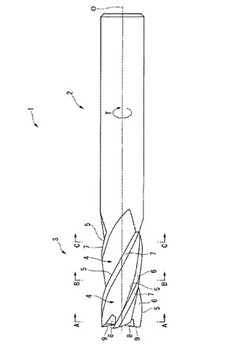
【課題】切刃の耐欠損性を向上させて長寿命化を図ることができるとともに、被削材にバリが発生するのを防止して良好な切削作業を行うことができるエンドミルを提供する。
【解決手段】軸線O回りに回転されるエンドミル本体1の先端部外周に、軸線O回りに捩れた螺旋状の切屑排出溝4を複数形成し、これらの切屑排出溝4のエンドミル回転方向T前方側を向く壁面の外周側辺稜部に切刃5を形成したエンドミルにおいて、切刃5にホーニングを施し、それぞれの切刃5におけるホーニング量を、軸線O方向で変化させる。
(もっと読む)
磁気研磨装置

【課題】あらゆる態様のワークでもバリを除去することができると共に効率的な研磨を行うことができ、機械的な騒音も小さくすることができる磁気研磨装置を得る。
【解決手段】研磨片を兼ねた磁性片をワークと共に収容する非磁性の容器10を備え、容器10内部の磁界を変動させることにより磁性片を磁気的に撹拌し、ワークを研磨する。容器10の外側に配置された第1対向磁極13,14と、第1対向磁極を磁化する界磁コイル15およびこの界磁コイルに交番磁界を発生させる電源16と、容器10の外側に配置され第1対向磁極によって形成される磁束方向に直交する方向の磁束を形成する第2対向磁極23,24と、第2対向磁極を磁化する界磁コイル25およびこの界磁コイルに交番磁界を発生させる電源26と、を備えている。
(もっと読む)
要素が機械加工されている間に該要素の厚さ寸法をチェックするための装置および方法
研削作業中に半導体ウエハ(1)の厚さ寸法をチェックするための装置は、ウエハ(1)の機械加工される表面(2)上に赤外線を伝送して、前記表面、ウエハの反対側の表面(2’)、および/または、ウエハ中の異なる層を分離する表面(2”,2”’)によって反射されるビームを検出する光学プローブ(3)を含む。放射されて反射される放射線のビームは、部分的に空気(15)を通り抜け且つ部分的に略層流を伴って流れる低流量液体のクッション(30)を通り抜ける既知の一定の不連続性を伴う経路(4)に沿って進む。光学プローブのための支持・位置決め要素(7)は、液体クッションを形成する液圧ダクト(22,25)を含む。厚さ寸法をチェックするための方法は、前記経路での液体クッションの形成を伴っており、放射されて反射される放射線のビームが前記経路に沿って進行する。 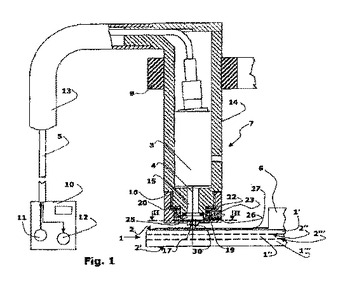 (もっと読む)
(もっと読む)
バレル研磨装置及びバレル研磨方法
【課題】 研磨時の研磨液の存在量が少なくても、研磨の継続が可能で、研磨力をアップさせて研磨時間を短縮させることのできる新規な構成のバレル研磨装置を提供すること。
【解決手段】 研磨槽に、ワークとメディアを、適宜、研磨液又は洗浄液とともに投入して、ワークとメディアの集合体であるマスを形成し、該マスを混合流動化させて研磨を行うバレル研磨装置。研磨槽22に対する液体供給装置14と流体排出装置18とを備えている。液体供給装置14は、研磨溶液又は洗浄液を選択的に、且つ、連続的に供給可能な構成である。流体排出装置18は、研磨液又は水が、マスMの混合流動化により形成されるワークとメディアの相互間隙間を置換移動(フロースルー)しながら連続的に排出可能な構成とされている。
(もっと読む)
ころ軸受
【課題】異物混入下でも十分な寿命を確保できるころ軸受を、安価に造る。
【解決手段】円筒ころ7、7に硬化処理を施すのに先立って、これら各円筒ころ7、7の軸方向両端縁に全周に亙りR状の面取り部を形成する為の面取り加工を施す。そして、この様に面取り加工を施した各円筒ころ7、7をバレル11内に入れ、このバレル11の回転に基づき、これら各円筒ころ7、7を衝突させ、これら各円筒ころ7、7の表面に硬化処理を施す。これら各円筒ころ7、7の軸方向両端縁とこれら各円筒ころ7、7の転動面とが衝突しても、この転動面に損傷を生じにくくでき、上記課題を解決できる。
(もっと読む)
ホーニング砥石の製造方法およびホーニング砥石
【課題】砥石の種類のいかんにかかわらず、製造が容易かつ安価に行え、砥石の破損や剥がれがなく、砥石の性能を十分に発揮し得るとともに、砥石寿命の長いホーニング砥石の製造方法を提供する。
【解決手段】ホーニング砥石1の製造に際しては、予め砥石溝16aを形成した砥石台素材16を成形型10の一部として、この砥石台素材16の砥石溝16a内に砥石材料粉末5Aを充填し焼成して、ホーニング砥石素材11を一体成形した後、このホーニング砥石素材11の外形状を所定形状に仕上げる。
(もっと読む)
サンダー
【課題】 サンダーにおいて、片手による操作、および両手による操作を合理的に行う上で有効な把持部の構築技術を提供する。
【解決手段】 モータと、本体部103と、研磨部105と、把持部107と、を有するサンダーにおいて、把持部107は、本体部103の長軸上に設けられた第1の把持領域107Aと、第1の把持領域107Aに連接されて本体部103の長軸方向と交差する方向でかつ互いに反対方向へと延在する第2および第3の把持領域107B,107Cとを有する。各把持領域107A,107B,107Cを連接する方向に見て第2および第3の把持領域107B,17Cの横幅が第1の把持領域107Aの横幅よりも短く設定されており、第1の把持領域107Aが、作業者の片手による把持を許容し、第2および第3の把持領域107B,107Cが、作業者の両手による把持を許容するように構成されている。
(もっと読む)
部品研磨方法、部品および研磨用プラスチック
【課題】工具材料や金型材料などに使用される超硬合金を主成分とする部品の所望の箇所をより平坦にする技術を提供する。
【解決手段】部品10研磨方法において、ポリベンズイミダゾール類、ポリカーボネート類、ポリサルフォン類、ポリエーテルサルフォン類、ポリアリレート類、ポリアミドイミド類、ポリエーテルイミド類、ポリフェニレンサルファイド類、ポリエーテルエーテルケトン類、ポリイミド類、ポリテトラフルオロエチレン類、および、共重合体を含むこれらの混合物、からなる群から選択されるプラスチックを用いて研磨する。
(もっと読む)
金属製品の加工方法
【課題】金属製品に対し、高い疲労強度を付与し得る手段を提供すること。
【解決手段】金属製品1の被処理面1aに、その被処理面1aに対向する面が円弧面2aになるように、且つ、比重が2〜10で径がφ5mm以上φ20mm以下の球状体又は多面体を含んで構成される加工材5が存在するようにして、閉空間8を形成し、被処理面1aの面方向と平行な方向に、揺動をさせ、被処理面1aに、加工材5の衝突をさせる。
(もっと読む)
バニシング方法およびローラバニシング工具
【課題】球面状のワークの仕上げ加工について、簡易かつ安価な装置を利用して、高品質な加工を行うことを可能とした、バニシング方法と、このバニシング方法に使用されるローラバニシング工具を提供する。
【解決手段】駆動機に連結されて回転するシャンク10と、シャンク10の先端に連結されて、ワークの少なくとも一部を挿入可能に形成された開口部11aを有し、シャンク10と一体に回転するフレーム11と、フレーム11により自転可能に保持されたローラ12と、フレーム11とローラ12とを囲み、ローラ12によるワーク転圧時の加工反力を受けるヘッド13と、フレーム11とヘッド13との間に介在されるベアリング14とを備えるローラバニシング工具1を利用して、球面状のワークの面仕上げ加工を行う。
(もっと読む)
バニシ仕上げ要素の状態を評価する方法
【課題】疲労及び損傷に対する耐性を有する構成要素を製造する方法に関し、特に、そのような構成要素を製造するために使用される工具を評価する方法を提供する。
【解決手段】ローラバニシ仕上げ要素14の状態を評価する方法は、未知の状態を有するバニシ仕上げ要素14を面に当接させ、予め選択された試験パターンT1に従って移動することと;バニシ仕上げ要素14を移動する間に、少なくとも1つの次元でバニシ仕上げ要素14に作用する力を表す少なくとも1つの試験力プロファイル30を記録することと;バニシ仕上げ要素14の状態の基準状態からの偏差を判定するために、少なくとも1つの試験力プロファイル30を少なくとも1つの基準力プロファイル28と比較することとを含む。
(もっと読む)
バレル研磨方法および球体の製造方法
【課題】本発明の研磨方法は、特に平均粒径が1mm未満の酸化ジルコニウム質粉砕用媒体において、従来の問題点を解決し、生産性が良く、表面平滑性に優れる研磨方法を提供することにある。
【解決手段】研磨槽内に、研磨対象物、研磨材、研磨補助材、および溶媒を添加し、該研磨対象物、該研磨材、および該研磨補助材を相対的に移動させることにより研磨対象物を研磨する研磨方法であって、該研磨対象物が球体であり、かつ該研磨補助材の重量が研磨対象物の重量よりも大きいことを特徴とする球体のバレル研磨方法。
(もっと読む)
セラミックス製球状体の製造方法、この方法で得られた転動体を有する転がり支持装置
【課題】dmn値が140万以上となる高速回転下や潤滑剤を使用できない腐食環境下においても、寿命を十分に長くできる転がり軸受を提供する。
【解決手段】玉3を以下の方法で作製する。窒化珪素製の球状体を遊星ボールミルのミルポット内に入れて、遊星ボールミルを作動させ、この球状体に、ミルポット内に発生する公転に伴う遠心力と自転に伴う遠心力を付与することで、球状体同士を衝突させるとともに、球状体をミルポットの内壁へ衝突させて、球状体の表面をなすセラミックス結晶に転位を導入するボールミル工程を行った後に、仕上げ研磨加工を行う。ボールミル工程で表層部の圧縮残留応力を500MPa以上にする。
(もっと読む)
自動車エンジン用チェーン
【課題】夾雑物が含まれるような極端に劣化した酸化度の高い潤滑油と共に使用された場合にあってもアブレシブ摩耗によるピン及びブシュの間の摺接面における異常摩耗伸びの発生を抑え、さらに、ピンとブシュが親和性の高い材質で構成されている場合においても、両者が凝着し難く、凝着に起因する摩耗が抑制され、長期に亘って円滑に屈曲摺動する自動車エンジン用チェーンを提供すること。
【解決手段】ピンの表面に拡散浸透処理によるCr炭化物層が施されており、ピンの母材となる鋼の最外側におけるCr炭化物層が、主としてCr7C3によって形成され、ピンのCr炭化物層の最外層が、主としてCr23C6によって形成されていると共に、最外層を残した状態で、潤滑油中のスーツ等の夾雑物が落ち込む大きさで面圧の小さな表面凹部が形成されていることにより、上記の課題を解決するものである。
(もっと読む)
電動工具及びその絶縁方法
【課題】 本発明は、外枠の耐熱性及び物理的耐久性を確保し且つ漏電に対する
安全性に優れ、更に外枠外形のコンパクト化が図れる二重絶縁を有する安価な二
重絶縁式携帯用電気ディスクグラインダを提供することである。
【解決手段】 前後方向に延びる固定子と、後端に整流子を有する回転子からなるモータと、モータに電力を供給するためのリードワイヤと、モータを収容する外枠と、外枠の前方に設けられモータによって駆動される先端工具と、外枠の後方に連続して設けられ回転子を支持する回転子支持部と、リードワイヤに接続されるスイッチと、外枠の後方に取り付けられスイッチを収容するテールカバと、を備えた電動工具において、外枠と回転子支持部とを複数の支持リブで接続し、外枠の内面と支持リブの外周とを覆う絶縁層を設け、リードワイヤが外枠の内部から隣り合う支持リブの間を通ってスイッチまで延びるよう構成した。
(もっと読む)
クランクシャフトを強化するための方法及び装置
本発明は、軸受ジャーナル(3)の遷移半径(5)においてクランクシャフト(2)を表面ロールするための装置及び方法に関する。クランクシャフトの遷移半径を表面ロールするための方法は、次のステップ、すなわち、少なくとも1つの力を加工物に加えるための少なくとも1つのローラ要素(1)を用意するステップと、ローラ要素によって加えられた力に対抗して加工物を支持するための少なくとも1つの支持要素(6)を用意するステップと、少なくとも1つの支持要素、及び少なくとも1つのローラ要素が、線形成分を有する変位を互いに対して行うように、少なくとも1つのローラ要素及び/又は少なくとも1つの支持要素を変位させるステップとを含む。さらに、本発明は、少なくとも1つの表面ロール力をクランクシャフトに導入するための略線形の接触面を有するクランクシャフトの遷移半径を表面ロールするためのローラ要素と、対応する装置とを提供する。  (もっと読む)
(もっと読む)
突起欠陥補修装置
【課題】新品のテープカセットを装着してから研磨テープが終了するまで、研磨テープに作用するテンション力が所定の値に維持され、研磨不良の発生が有効に防止された突起欠陥補修装置を実現する。
【解決手段】研磨テープを収納する収納リール(8)と連結するテンションモータ(10)は、供給される駆動電流に応じて回転トルクを発生するDCモータで構成する。制御回路(30)は、研磨テープの走行速度を検出する第2のエンコーダ(19)からの出力に基づいてテープの走行速度を所定の速度に維持すると共に、テンションモータ(10)の回転速度を検出する第1のエンコーダ(14)からの出力に基づき研磨テープに作用するテンションが一定になるようにテンションモータの駆動電流を制御する。この結果、研磨テープの使用開始時から終了するまで良好な研磨性能が維持される。また、研磨終了後所定のテープ長だけ巻き戻してから次の突起欠陥を研磨するので、テープを空送りしても、研磨テープが無駄に消費される不具合が解消される。
(もっと読む)
研磨装置、研磨方法、処理装置
【課題】研磨前に簡単な操作で研磨テープ供給リールや研磨テープ回収リールの研磨テープの巻体の外径が算出でき、研磨テープの残量、使用量等を算出できる研磨装置、研磨方法、処理装置を提供すること。
【解決手段】研磨テープ供給リール46からの研磨テープ43を研磨ヘッド44を通して研磨テープ回収リール47に回収する研磨テープ供給・回収機構45を備え、研磨ヘッド44を通る研磨テープ43を基板Wに当接し、研磨テープ43基板Wの相対的運動により基板Wを研磨する研磨装置において、研磨テープ供給回収機構45は、研磨テープ供給リール46と研磨テープ回収リール47にそれぞれ回転トルクを与え、研磨ヘッド44を通る研磨テープ43に所定の張力を付与するモータと、研磨テープ供給リール46と研磨テープ回収リール47の回転角度を検出する回転角度検出器を備えた。
(もっと読む)
ウェハチャックプレートの加工方法及び装置
【課題】 工具の切削力によるウェハチャックプレートの撓みや共振(ビビリ振動)を抑え、ウェハチャックプレートの平面度が高精度にし、ウェハチャックプレートの加工精度を向上させる。
【解決手段】 ウェハチャックプレートの裏面側のチャック面を加工する工具の切り込み方向に対向するチャックの裏面に流体を吹き付け、チャック面を工具により加工するウェハチャックプレートの加工方法及びそのための装置において、ウェハチャックプレートは回転しながら、そのチャック表面の周縁部が工具により加工される。工具の切り込み方向に対向するチャックの裏面に流体圧縮空気が吹き付けられる。そのことで、工具の切削力によるウェハチャックプレートの撓みや共振(ビビリ振動)を抑え、ウェハチャックプレートの平面度を高精度にし、ウェハチャックプレートの加工精度も向上する。
(もっと読む)
研磨条件予測プログラム、記録媒体、研磨条件予測装置および研磨条件予測方法
【課題】設計対象基板に形成される薄膜の高さおよび溝深さを同時に最適化することができる研磨条件を予測する。
【解決手段】研磨条件予測装置は、TEGを用いてキャリブレーションをおこなうことによって、各種関数モデルに代入する最適パラメータを決定する。そして、決定された最適パラメータを用いて研磨条件予測シミュレーションをおこなうことによって、設計対象基板に形成される薄膜を、当該設計対象基板の薄膜の高さおよび溝深さとして与えられた値に研磨することができる研磨条件を予測する。
(もっと読む)
61 - 80 / 154
[ Back to top ]