
Fターム[3C058AA02]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(工具) (12,061) | 工具の種類 (6,468) | 砥石を用いるもの (951)
Fターム[3C058AA02]の下位に属するFターム
回転砥石の周面を用いるもの (269)
回転砥石の端面を用いるもの (292)
Fターム[3C058AA02]に分類される特許
81 - 100 / 390
ホーニング加工方法
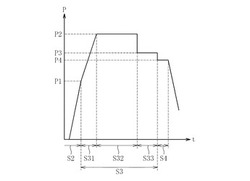
【課題】水溶性ホーニングのように過酷な潤滑環境であっても、油溜まりとして十分に機能する鮮明なクロスハッチを形成することができ、且つ、量産品に適用可能なホーニング加工方法を提供する。
【解決手段】砥石4をボア内周面W1に衝突させて、砥石4の表面における砥粒4aの間の研削屑Dを除去することにより、砥石4の目立てを行う目立て工程S2と、砥石4をボア内周面W1に切り込んで研削する切り込み工程S3と、砥石4の径方向位置を固定した状態で、ボア内周面W1の弾性縮径によりボア内周面W1を研削しながら、砥石4を軸方向に複数回往復させるスパークアウト工程S4とを行う。
(もっと読む)
白菜用包丁研ぎ台

【課題】 白菜の採取に使用する湾曲した特殊な厄介な包丁を研ぐ際に使用する研ぎ台で、誰でも容易に研ぐことができるように構成した白菜用包丁研ぎ台を提供する。
【解決手段】 両端部に固定用孔を設けた鉄等の重量を有する材質からなる長方角型で長手方向に緩やかに湾曲形成した板状の台板の上面の略全面に磁石を設けたことを特徴とする。
(もっと読む)
刃物研ぎ機
【課題】コンパクトな構造であるとともに、刃物を手軽にかつ良好に研ぐことができるうえ、安全性を確保できる刃物研ぎ機を提供する。
【解決手段】機枠12と、機枠12に収容され上面に研磨面22を形成し横方向に往復直線動する砥石14と、砥石14の往復直線動で形成される往復動研磨面22Rの真上位置に下り傾斜の傾斜下端58aを近接させて機枠12に組み付けられ、回転角度調整自在に所定の傾斜角度で保持される刃物置き台16と、を備えたことを特徴とする刃物研ぎ機10から構成される。
(もっと読む)
ギヤ列の緩衝機構
【課題】例えばディスクグラインダの減速用ギヤ列において、電動モータの起動、停止により発生するギヤ噛み合い時の衝撃を吸収するための緩衝機構について、従来小さな弾性部品を従動ギヤと従動軸との間に回転方向に緩衝作用をなす状態で介在させていたため、組み付け性及び耐久性が損なわれる問題があった。本発明では、緩衝機構の組み付け性及び耐久性を高めることを目的とする。
【解決手段】噛み合い時の回転動力による従動ギヤ12と従動軸13との相対回転により鋼球21〜21を拡径方向へ変位させて軸方向変位部材22を軸方向弾性部材23に抗して軸方向へ変位させることにより衝撃を吸収する構成とする。
(もっと読む)
切削ブレードの消耗量管理方法
【課題】 切削ブレードが常に切削加工し続けることが可能な切削装置における切削ブレードの消耗量管理方法を提供することである。
【解決手段】 第1及び第2チャックテーブルを備えた切削装置における切削ブレードの消耗量管理方法であって、第1チャックテーブル上にウエーハを保持して切削する第1の切削工程と、第2チャックテーブル上にウエーハを保持して切削する第2の切削工程と、第2切削工程を実施している際の時間を利用して、第1チャックテーブルを深さ検出手段の直下に位置付け、深さ検出手段によってウエーハに形成された切削溝の深さを検出し、検出された溝深さから切削ブレードの消耗量を算出する消耗量算出工程と、切削ブレードの消耗量に基づいて切削ブレードの高さ方向の原点位置を補正する位置補正工程とを含んでいる。
(もっと読む)
切断研磨加工装置
【課題】矩形基板を棒状に効率よく切断するとともに研磨することができ、切断面を傾斜面に形成することができる切断研磨加工装置を提供する。
【解決手段】矩形基板を保持する保持テーブル機構と、矩形基板を分割予定ラインに沿って切断する切削ブレード542と切断面を研磨する研磨ホイール543とを有する工具54を備えた加工手段とを具備している。保持テーブル機構は支持基台と基板を支持する保持面を備えており、保持テーブルには矩形基板の一方の端面にワックスを介して接合した状態で保持面に載置する送り治具と、治具送り手段と、送り出された送り治具に接合された矩形基板を吸引保持する吸引保持手段と、送り治具を保持面に押圧して送り治具の動きを規制する押圧手段とが配設されており、加工手段は複合工具54を構成する研磨ホイール543の研磨面が切り込み送り方向に対して傾斜するように作動せしめる工具角度調整機構7を備えている。
(もっと読む)
半導体ウェハを製造するための方法
【課題】半導体ウェハを製造するための新規のプロセスシーケンスを提供する。
【解決手段】
(a)20.0〜60.0μmの平均粒度を有する研磨材を含む研削ディスクによって半導体ウェハのエッジを丸味づけ、(b)ウェハの同時両面材料除去プロセシングを行い、ウェハは2つの加工ディスクの間において処理され、(c)ウェハの同時両面材料除去プロセシングを行い、ウェハは2つの加工ディスクの間において処理され、(d)1.0〜20.0μmの平均粒度を有する研磨材を含む研削ディスクによってエッジの丸味づけを行い、(e)ウェハの面ごとに、エッチング媒体を用いてウェハの両面を処理し、(f)0.1〜1.0μmの粒度を有する研磨材を含むポリシングパッドを使用してウェハの少なくとも一方の面をポリシングし、(g)ウェハのエッジのポリシングを行い、(h)少なくとも前面の化学機械的ポリシングを行う。
(もっと読む)
総形フライス工具の刃部の製造方法
【課題】 刃部全体を超硬ソリッドとし総形フライス工具において、製造時の研削加工の負荷と刃部の折損の危険性を減らす。
【解決手段】第一逃げ面9と第二逃げ面7を備える刃部1全体の、超硬合金の総形フライス工具形状からなるグリーン成形体を製造するグリーン成形体製造工程と、グリーン成形体に形成された刃溝相当部分8の一部または全部を残存させた状態で、第一逃げ面9と第二逃げ面7への切削加工により、第一逃げ面9より縮径した第二逃げ面7を形成する第二逃げ面形成工程と、グリーン成形体を焼結して焼結体を得る焼結工程と、焼結体の少なくとも刃部1の最小径となる凹状部において、第二逃げ面7と刃溝相当部分8の一部または全部をグリーン成形体の加工肌が焼結された状態にしたまま、残存している刃溝相当部分8の一部または全部を研削加工して刃溝10を形成し、第一逃げ面9を研削加工する仕上げ加工工程から刃部を製造する。
(もっと読む)
複合加工工具および加工方法
【課題】ワークの内周面が第1加工部の第1加工具により加工された後に第2加工部の第2加工具により加工される複合加工工具において、前記第1加工具を径方向内方に位置させるリトラクト機構の機能向上を図る。
【解決手段】複合加工工具1は、スカイビング加工部6とバニシング加工部とリトラクト機構8とを備える。ワークの内周面は、スカイビング加工部6の切削刃22により加工された後にバニシング加工部のバニシングローラにより加工される。リトラクト機構8は、位置設定部31を有するリトラクトピン30と、リトラクトピン30を軸線方向に駆動する駆動機構と、切削刃22を有するカートリッチ20を径方向内方に付勢して位置設定部31に当接させる板バネ35とを備える。リトラクトピン30は、前記駆動機構により駆動されて位置設定部31を通じてカートリッチ20の位置を変更することにより、切削刃22の径方向位置を変更する。
(もっと読む)
筒状金型の製造方法
【課題】低コストでしかも高精度な内面を有する筒状金型の製造方法を提供する。
【解決手段】筒状金型を形成するに際し、鋳鉄製パイプ8の内面8bを機械加工したあと、鋳鉄製パイプ8の内面8bにメッキを施し、その後、研削加工する。
(もっと読む)
自走式床ワックス剥離装置
【課題】本発明は、車体前方に設ける接地研磨部を容易に昇降させることができ、接地状態と待期又は移動状態とに容易に切換えることのできる操作性の良い自走式床ワックス剥離装置を提供することを課題とする。
【解決手段】モータMと接地研磨部2との間を無端体47によって伝動して接地研磨部2を床面3へ接地回転させながら床面3のワックス剥離乃至除去可能に構成するとともに、前記モータベース43及びモータM、支持部材44、接地研磨部2、モータMと接地研磨部2間の伝動部Cは、揺動軸29を中心に揺動して、接地研磨部2を上方に持ち上げた待期状態Aと、接地研磨部2を床面に接地させた接地状態Bとに切換可能に構成した自走式床ワックス剥離装置する。
(もっと読む)
工作機械に装着した状態で行う、刃物研磨機
【課題】一般的に製品加工の場合、その大小を問わず真っ先にフェイスミル工具により、正確な六面体を作成することから始まるが、この使用頻度が高いフェイスミル工具は加工効率を上げる為に、工具外周に大きさによって3〜10個のチップ刃をつけているが、この刃先が機械、工具、チップ刃等の諸原因により新品工具を含めバラツキがあり切削効率を著しく悪くしている。
【解決手段】刃物を機械から取り外さず、装着のまま研磨機を機械のベット上にあるバイスで固定し、手動で機械(工具)を回転させながら同じ位置で刃物を研磨することにより各刃の振れ、刃のバラつきが解消され加工効率を大幅に高めた(現在工作機械に工具を装着したまま研磨する研磨機はなし)。
(もっと読む)
『電動ミニカット.グラインダ』
【課題】狭いスペースでも目印、カット、刻印等の作業が可能となる超小型のカットグラインダを提供する。
【解決手段】本体(ボディ)の長さを15cm〜18cm以内とし、先端部の太さをΦ31mm〜Φ40mm以内とする。更に、回転削り刃をΦ40mm〜替刃Φ50mmまでとし、回転削り刃の厚さを0.8mm〜1mm以内とする。また、狭い箇所での作業で硬い物(コンクリート、削り、溝切、刻印)等に利用できる、硬い刃を使用する。
(もっと読む)
交換シート付き包丁置き器
【課題】 包丁置き器は、包丁研ぎ器に包丁置器、滑り止め、交換シートをくみ合わせることで、衛生的にも安全面でも安心して使用することができる包丁置器。
【解決手段】 包丁置器は、包丁研ぎ器の湾曲部背中中央縦方向に切り込みを入れて、包丁を交換シートに挟み包丁置器に入れる。
包丁置器の底に滑り止めを付け安定性を高め、交換シートを付けることで運搬時や使用前、使用後の安全を確保し、シートを交換することで衛生面においても確保した事を特徴とする 交換シート付き包丁置器。
(もっと読む)
刃物研磨機
【課題】固定された状態の刃物の刃部に対して研磨具を往復移動させる研磨作業を行う際に、研磨具の往復移動の操作を安心して素早く行うことができ、これにより刃物の研磨を刃部の損傷を招くおそれが少なく安全かつ迅速に行うことができる刃物研磨機を提供する。
【解決手段】支持材32の一端部側の片面に平板状の研磨材34が着脱自在に取り付けられた研磨具と、刃部91と把持部を備えた刃物の刃部91を所要の傾斜角度θに保った状態で載せて固定する固定台部と、研磨具の研磨材34を固定台部に固定した刃物の刃部91の研磨対象部分91aに載せた状態で刃部91の研磨対象部分91aの長手方向と交差する方向A1,A2に往復移動させる際に、研磨具の支持材の他端部33bを前記往復移動が可能な状態で支持する支持部と、研磨具の往復移動するときの移動範囲S0を研磨具の移動を停止させて規制する制止部とを有する。
(もっと読む)
研磨装置、研磨システム
【課題】 耐久性を高め、研磨効率を向上させることが可能な研磨装置及び研磨システムを提供する。
【解決手段】 環状のベルトと、ベルトの内周面の一部に装着され、研磨対象物の外周面を研磨する研磨板と、ベルトの内周面の他の一部に接触し、ベルトに動力を伝達するローラと、ベルトに動力を伝達する際、研磨板が研磨対象物の外周面に接触すると共にローラに接触しない状態を維持するように、ローラに対し、ローラを正方向及び逆方向に交互に所定量回転させる動力を伝達する動力伝達機構とを備えた研磨装置。
(もっと読む)
加工方法及び加工装置
【課題】回転砥石を使用して乾式加工を行っても、回転砥石に目詰まりが生じにくい加工方法、及び、該加工方法に適した加工装置を提供する。
【解決手段】加工方法は、砥石本体を、砥石本体の重心を通る第一軸周りに回転させると共に、第一軸とは軸方向が異なる第二軸周りに回転させながら、砥石本体を被加工体に押し込むものである。加工装置1は、砥石本体10と、砥石本体の重心を通る第一軸P1を軸心とし、砥石本体と一体的に回転する回転支軸11と、回転支軸を回転させる第一回転駆動装置14と、回転支軸を砥石本体の両側で回転自在に挿通させる一対の支持体12と、支持体を、第一軸とは軸方向が異なる第二軸P2周りに回転させる第二回転駆動装置19とを具備する。
(もっと読む)
ベベル加工方法
【課題】 水晶片に均一なベベル加工をする。
【解決手段】 水晶片にベベル加工をするベベル加工方法であって、内面にダイヤモンド砥粒が設けられつつ有底で一方が開口する円筒体とこの円筒体の開口端部と密着固定される蓋体とからなるベベリング用筒体に複数の水晶片と液状物とを入れて、前記円筒体の円の中心を通る中心軸線を回転軸に前記円筒体を回転させて前記水晶片にベベル加工をすることを特徴とし、前記液状物が水であることを特徴とする。
(もっと読む)
動力工具
【課題】従来、トラクションドライブ式の無段変速機を備えたねじ締め機が提供されている。このねじ締め機では、駆動源と無段変速機とスピンドルが同軸に配置された構成となている。本発明では、駆動源の出力軸に対してスピンドルが同軸ではなく、平行あるいは交差する状態に配置された動力工具についても無段変速機を適用できるようにする。
【解決手段】砥石37を取り付けたスピンドル36が電動モータ34の出力軸34aに対して交差するディスクグラインダ30において、電動モータ34の出力軸34aと、減速用のかさ歯車列35との間に3点圧接式の無段変速機1を介装する。
(もっと読む)
ワークの加工装置及び加工方法
【課題】円錐状端部の先端を切断して得られる円錐台状のワークを短時間で円柱形状に加工し、その円柱形状以外の部分を研削粉としてロスすることなく加工できるワークの加工装置及び加工方法を提供することを目的とする。
【解決手段】少なくとも、円錐台状のワークを載置するテーブルと、該テーブルに載置されたワークの上方に配置され、円筒状で先端に砥石を有した中心軸周りに回転可能なコアビットと、該コアビットに駆動力を伝達して回転させる駆動モータと、前記コアビットを前記ワークに対して相対的に上下方向に移動させる送り機構とを具備し、前記コアビットを駆動モータによって回転させながら前記送り機構によって相対的に下方に切り込み送りし、前記コアビットの砥石を前記テーブルに載置されたワークに当接させて該ワークを円柱形状にくり貫き加工するものであることを特徴とするワークの加工装置。
(もっと読む)
81 - 100 / 390
[ Back to top ]