
Fターム[3C058AA02]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(工具) (12,061) | 工具の種類 (6,468) | 砥石を用いるもの (951)
Fターム[3C058AA02]の下位に属するFターム
回転砥石の周面を用いるもの (269)
回転砥石の端面を用いるもの (292)
Fターム[3C058AA02]に分類される特許
21 - 40 / 390
インサートの外周面研削方法
【課題】本発明は、インサートのホルダーへの実装を想定した形態でインサートに外周面研削加工を施すことで、インサートのホルダーへの実装時の刃先位置のバラツキを減らすことである。
【解決手段】平板状のインサートの貫通穴の内面には、第1の加工用治具の基準面が接触する凸形状面が形成され、第1の加工用治具と、駆動装置と連結された回転軸を持つ第2の加工用治具とによって挟み込むように固定され、研削加工用工具との位置関係が決められた状態でインサートの外周面を研削することを特徴とするインサートの外周面研削方法である。
(もっと読む)
磁石固定治具

【解決手段】本発明は、回転砥石による磁石切削又は研削加工において、ワックスによる接着固定が不要で、被切断物の着脱が容易で且つ切断中及び切断後の磁石のずれがなく精度よく加工可能となる磁石固定治具を提供する。
【効果】円板状又は円筒状の台金の外周部に砥石を固着した外周刃又は研削砥石を回転軸に取り付け希土類磁石を切削又は研削加工する際に使用する希土類磁石を固定するための磁石固定治具であって、磁石を挟む一対の固定治具は、金属からなる部品と円柱状のゴムから構成され、金属部品にはゴムの直径よりも浅い溝を設け、その溝の中にゴムをはめ込むと共に、溝の体積はゴムの体積以上の空間を持つようにして、ゴムの突き出しを設け、磁石に先ずゴムが接触しゴムとの摩擦力で横ずれが防止され、更にゴムが突き出し分変形して金属部と磁石が接触することで把持方向のずれがなくなり、強固に保持することができる。
(もっと読む)
電動工具
【課題】ロック状態でのロック部材の揺動を防止してロック時の信頼性を保ち、ハウジングの破損も好適に防止する。
【解決手段】スピンドル6のロック機構10において、ロックピン11を、ベベルギヤ7に設けた貫通孔12を貫通させることでベベルギヤ7に係合させる一方、ベアリングボックス4に取り付けたロックプレート13に、貫通孔12を貫通したロックピン11の下端が係止する係止孔22を設けた。
(もっと読む)
動力工具
【課題】トラクションドライブ式の無段変速機構を搭載した動力工具において、無段変速機構と出力側歯車列との互いの構造を構成する部品点数を減らす。
【解決手段】無段変速機構30は、転がり接触による摩擦伝動にてモータスピンドル11の回転駆動を減速させるように構成される。無段変速機構30における摩擦伝動に必要な推力は、減速ユニット40を構成する駆動側ギヤ41と従動側ギヤ45との駆動状態の噛合いにより生ずる推力を利用している。これら駆動側ギヤ41と従動側ギヤ45とは、ともに噛み合うスパイラルベベルギヤにて構成されている。駆動側ギヤ41の回転軸となる中間伝達軸31は、駆動側ギヤ41と従動側ギヤ45との駆動状態の噛合いにより生ずる推力により、無段変速機構30に向けて付勢されている。
(もっと読む)
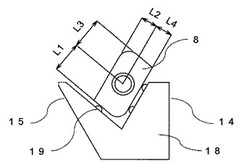
電動刃物研ぎ機
【課題】 薄刃包丁などのように刃の両面を研磨する必要のある刃物を研磨する際に、刃物の刃の先端を母線の両端いずれの延長方向に向けて刃を研磨する場合であっても、刃物の柄及びその刃物を持つ手が研ぎ機から干渉を受けることなく円滑に刃を研磨できる電動刃物研ぎ機を提供することを目的とする
【解決手段】 研磨砥石8の研磨面19は円錐面に形成され、回転用駆動装置はハウジング5の中に取り付けられており、刃物の刃の研磨はその刃物の長さ方向を前記研磨面19のほぼ母線方向に合わせて行う電動刃物研ぎ機1であって、刃物の刃の先端を母線23の両端いずれの延長方向に向けて刃を研磨する場合であっても、刃物の柄及びその刃物を持つ手が研ぎ機から干渉を受けることなく、刃物を研磨面19のほぼ母線方向に合わせると共に刃を研磨面19に宛がうことを可能にする手段を有する。
(もっと読む)
電動刃物研ぎ機
【課題】 本発明は、手に持った刃物の刃を宛がうだけで所定の研磨角度が与えられ、研磨角度を変更するための刃支持台の交換を容易に行うことができ迅速な研磨作業を行える電動包丁研ぎ機を提供することを目的とする。
【解決手段】 研磨砥石8を有する回転研磨部材9が、回転用駆動装置により回転される回転軸7に一体回転可能に固定されている電動刃物研ぎ機1であって、手に持っている刃物の刃を宛がうことにより刃に所定の研磨角度を与える刃支持面44を有する刃支持台43が、交換可能に取り付けられている。
(もっと読む)
電動刃物研ぎ機
【課題】 本発明は、研磨面に供給された研ぎ水を一瞬の間に飛散させることなく、適正な研磨に必要な研ぎ水を研磨面に供給できる電動刃物研ぎ機を提供することを目的とする。
【解決手段】 研磨砥石8を有する回転研磨部材9が、回転用駆動装置により回転される回転軸7に一体回転可能に固定され、回転している研磨砥石8の研磨面19に研ぎ水を供給することによりその研磨面19で刃物を研磨する電動刃物研ぎ機1であって、研磨面19に供給される研ぎ水にあらかじめ研磨砥石8の回転と同じ回転の慣性を与える手段を有する。
(もっと読む)
フランジの端面修正方法
【課題】容易にマウントフランジの端面修正を行うことのできるフランジの端面修正方法を提供する。
【解決手段】フェイシングデュアルダイサーにおけるフランジの端面修正方法であって、第2スピンドル側62から延出して第1フランジ64の端面に対面するように研削部材98を配設するステップと、研削部材98が第1フランジ56の端面に接近する方向へ第2切削手段8と第1切削手段6とを相対移動させて第1フランジ56の端面66を修正するステップと、第2ハウジング60側から研削部材98を取り外すとともに、第1ハウジング54側から延出して第2フランジ72の端面74に対面するように研削部材98を配設するステップと、第2スピンドル62を回転させつつ、研削部材98が第2フランジ72の端面74に接近する方向へ切削手段6,8とを相対移動させて第2フランジ72の端面74を修正するステップと、を具備した。
(もっと読む)
自動ドリル先端加工機
【課題】ドリルと砥石との相対位置検出時にドリルと砥石との衝突による損傷を防止する。
【解決手段】既定方向に移動自在に設けられかつ被加工材となるドリルWが把持されるチャックを有する主軸1と、既定方向に移動自在に設けられて主軸に把持されたドリルの先端にホーニングを形成するための加工を施す砥石4と、これら主軸と砥石とを既定方向に移動させるための駆動機構と、を具備する。主軸と一体に設けられてチャック内にあるドリル取り付け軸線と平行な位置関係に配置された計測用プローブ3と、主軸の移動範囲内に配置されてチャックに把持されたドリル及び計測用プローブを撮影する撮影カメラ20,21と、撮影カメラからのドリル及び計測用プローブの撮像情報並びに駆動機構からの駆動情報を取得し、それらの情報を基に、砥石によるドリルの先端にホーニングを形成する情報を駆動機構に発する制御手段と、を有する。
(もっと読む)
研磨機
【課題】、安定性に優れた研磨機の提供。
【解決手段】モータハウジング22内に内蔵されたディスクモータ3と、ディスクモータ3により回転駆動され、被研磨材を研磨する先端工具1Aが装着可能な工具装着部34と、ディスクモータ3に電力供給する電池5が装着される電池装着部44と、を有し、ディスクモータ3は、ディスクモータ3の軸心の軸方向が工具装着部34の軸心の軸方向と同じ方向になるように配置されており、モータハウジング22には、ループ状を成すハンドル4が設けられている研磨機を提供する。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法
【課題】ガラス基板の主平面を、酸化セリウム砥粒を使用することなくかつ高い研磨速度で研磨して、加工の際に生じたキズやクラック等を除去し、平滑な主平面を有する磁気記録媒体用ガラス基板を得るための製造方法を提供する。
【解決手段】この磁気記録媒体用ガラス基板の製造方法は、形状付与工程と、主平面研削工程と、主平面研磨工程とを備える。そして、主平面研削工程は、平均粒径0.01μm〜15μmのダイヤモンド砥粒を有する固定砥粒工具を用いて研削する固定砥粒研削工程を有し、主平面研磨工程は、シリカ粒子、ジルコニア粒子等の酸化セリウム粒子以外の平均粒径5nm〜3000nmの砥粒を含む研磨液と、研磨パッドを用いて研磨する第1の研磨工程と、その後平均粒径が5〜50nmのシリカ砥粒を含む研磨液と研磨パッドを用いて研磨する第2の研磨工程とを有する。
(もっと読む)
研磨方法、圧電振動片の製造方法、圧電振動子、発振器、電子機器及び電波時計
【課題】ウエハの研磨を適切に行なうことで圧電振動片の信頼性を向上させる。
【解決手段】研磨装置150を、水晶ウエハ155に接触する上定盤151の表面状態と、水晶ウエハ155に接触する下定盤152の表面状態とが異なるように、かつ、下定盤152による水晶ウエハ155の研磨量が上定盤151による水晶ウエハ151の研磨量よりも大きくなるように構成する。上定盤151の表面を研磨布158により覆い、該研磨布158を介して上定盤151を水晶ウエハ155に接触させ、下定盤152を砥石により構成される砥石定盤とする。研磨時に、上定盤151および下定盤52と、水晶ウエハ155との間に、水(研削水)のみを供給し、研磨剤の供給を禁止している。
(もっと読む)
ホーニング用研削工具
【課題】真円度、円筒度及び研削能率を向上させる配置の砥石を有する研削工具を提供する。
【解決手段】複数スリットを有する円柱状ホルダと、ホルダと同軸的に内包されるテーパコーンと、コーンに支承され複数スリットの各々に内包されるシューと、シューに取り付けられホルダから突出する砥石を備え、コーンの軸方向の進退によりシューが進退自在な研削工具で、ホルダは、ホルダ内部にクーラントを供給する流入口と、ホルダ内に流入したクーラントを排出するスリットに形成された複数の排出溝とを備え、隣接する砥石がなす角のうち少なくとも一箇所は角度が大きく、それ以外の箇所は角度が小さくなるようホルダの回転軸を中心とする円周上に砥石が配置され、砥石数は6枚であり、そのうち4枚の砥石は、回転軸に関して向かい合う90度以上の二領域を区画するように配置され、残りの2枚の砥石は、各々90度以上の領域以外の領域に1枚ずつ配置される。
(もっと読む)
ホーニング装置
【課題】電解ドレッシングを行うホーニング装置の稼働コストを抑制する。
【解決手段】ホーニング装置の回転工具13には、シリンダボアを研削するホーニング砥石11,12が設けられるとともに、工具ガイドのガイド穴に摺接するガイド部材40が設けられる。ガイド部材40は、工具本体21に固定される基礎部材41と、基礎部材41に固定される摺接部材42とによって構成される。基礎部材41の材料としてはセラミックス材料が用いられ、摺接部材42の材料としては超硬合金材料が用いられる。このようにガイド部材40を構成することにより、ガイド部材40に絶縁性および耐摩耗性を向上させることが可能となる。これにより、ホーニング砥石11,12に対する電解ドレッシングを可能とした上で、ガイド部材40の摩耗を抑制することができるため、ガイド部材40の交換サイクルを延ばして稼働コストを抑制することが可能となる。
(もっと読む)
超仕上加工ユニット
【課題】つば付き内輪の複数のつば部(面)に対する超仕上加工を、単一(1台)の設備で同時期に一括して自動的に行うことを可能にする超仕上加工ユニットを提供する。
【解決手段】つば付き内輪2の複数のつば部(面)2tに対する超仕上加工を、単一の設備で同時期に一括して自動的に行うことを可能にする超仕上加工ユニットU2であって、つば部用砥石60aを支持するつば部加工ヘッド60と、つば部加工ヘッドを反転可能に支持し、かつ、その反転軸R回りにつば部用砥石を所望の角度で反転させる反転機構62と、反転機構を支持し、かつ、反転機構と共につば部加工ヘッドを所望の方向θに旋回させると共に、微少往復運動(オシレーション)Osさせる作動装置64とを備えている。
(もっと読む)
内外輪兼用超仕上盤
【課題】内輪及び外輪に対する超仕上加工を1台の設備で自動的に行えるようにし、内輪に対する超仕上加工のためのセットと、外輪に対する超仕上加工のためのセットとの切り換えを全自動で行うことを可能にする。
【解決手段】軌道輪2,4を回転可能に保持する軌道輪保持機構6と、軌道輪の軌道面2s,4sに超仕上加工を施す軌道面加工機構とを有し、軌道輪保持機構は、加工対象となる軌道輪の種類に応じて、軌道輪搭載用構造体を回転軸Axに対して接離させる構造体移動手段を備え、軌道面加工機構は、内輪及び外輪軌道面用砥石8a,8bの双方を支持する軌道面用砥石ホルダと、軌道面用砥石ホルダを移動、旋回させるホルダ移動旋回手段とを備え、加工対象が内輪の場合、内輪軌道面に内輪軌道面用砥石を押し付け、加工対象が外輪の場合、外輪軌道面に外輪軌道面用砥石を押し付けて、オシレーションさせながらトラバースする。
(もっと読む)
シリンダボア内周面の加工方法
【課題】シリンダボア内周面にめっき皮膜を有するシリンダブロックであっても、シリンダヘッドを組み付け固定した状態におけるシリンダボア内周面の真円度を向上可能なシリンダボア内周面の加工方法を提案する。
【解決手段】シリンダボア内周面の加工方法は、シリンダボアを仕切るシリンダボア内周面を有するシリンダブロックを準備する素材準備工程S1と、シリンダヘッドを模擬するダミーヘッドをシリンダブロックに組み付けるダミーヘッド組付工程S3と、シリンダブロックにダミーヘッドを組み付けたままシリンダボア内周面の中ぐりを施す中ぐり工程S4と、中ぐり後のシリンダボア内周面にめっき処理を施してめっき皮膜を形成するめっき処理工程S6と、シリンダボアの断面形状が略真円形状になるようシリンダボア内周面にホーニングを施すホーニング工程S8と、ホーニング後のシリンダブロックからダミーヘッドを取り外すダミーヘッド取外工程S9と、を備える。
(もっと読む)
挿入キャリアおよび半導体ウェハの同時両面材料除去処理方法
【課題】本発明は、ラッピング装置、研削装置、または研磨装置の2つの加工盤の間での両面処理のために1つまたは複数の半導体ウェハを受け入れるのに好適な挿入キャリアに関する。
【解決手段】この挿入キャリアは、第1および第2の表面を有する第1の材料から構成されるコアを含み、第1および第2の表面の各々は第2の材料から構成されるコーティングを有し、コーティングは第1および第2の表面を完全にまたは部分的に覆い、挿入キャリアはさらに半導体ウェハを受け入れるための少なくとも1つの開口部を含み、コーティングにおいてコアから離れた側の表面は、凸部と凹部とからなる構造を有し、構造の凸部および凹部の相関長は0.5mm〜25mmの範囲内であり、構造の縦横比は0.0004〜0.4の範囲内である。本発明はさらに、挿入キャリアが用いられる、半導体ウェハの同時両面材料除去処理のための方法にも関する。
(もっと読む)
研削用集塵カバー及び動力工具
【課題】粉塵漏れを抑制した研削用集塵カバー及び研削用集塵カバーを備えた電動工具の提供。
【解決手段】回転駆動されてコンクリート表面Cを研削する研削刃9周りに配置され、コンクリート表面Cと対向する一端が開口する環状の周壁部21と、周壁部21の他端側に位置して周壁部21と共に研削刃9が収容される収容空間20aを画成し、研削刃9を回転駆動するディスクグラインダ1に装着される端壁部22と、布体であって環状に構成され周壁部21に設けられる布体リング42と、を備え、布体リング42は、周壁部21に沿い、一端側が周壁部21の開口位置からコンクリート表面C側へと向けて突出するように、他端側で周壁部21の開口に装着されている研削用集塵カバー10を提供する。
(もっと読む)
研削用集塵カバー及び動力工具
【課題】粉塵等をより効率的に吸引できる研削用集塵カバー及び研削用集塵カバーを備えた動力工具の提供。
【解決手段】研削刃9周りに配置され、被加工面と対向する一端が開口する環状の周壁部21と、周壁部21の他端側に位置し周壁部21と共に収容空間20aを画成する端壁部22と、収容空間20a内を外気に対して負圧にするファン30と、周壁部21の開口に装着されて収容空間20a内外を遮断するシール部42と、を備え、シール部42には、収容空間20a内外を連通する連通路43aが形成され、研削刃9の回転軸と直交する断面において連通路43aは、その通路方向が回転軸を始点とする半径方向と交差し研削刃9の回転方向に沿って回転軸に向かう方向に形成されると共に回転軸からの矢視においてシール部42外が視認不能になるように形成されている研削用集塵カバー10及び動力工具1を提供する。
(もっと読む)
21 - 40 / 390
[ Back to top ]