
Fターム[3C060AA04]の内容
穴あけ、型抜、切断刃以外の手段による切断 (5,369) | 加工対象物(材質) (1,518) | 樹脂 (377)
Fターム[3C060AA04]の下位に属するFターム
発泡スチロール (17)
Fターム[3C060AA04]に分類される特許
21 - 40 / 360
脆性材料製板の折割装置
【課題】脆性材料製板を、高速で連続切断すると共に切断する作業効率を向上させることができるようにする。
【解決手段】表面に切れ目が入れられた脆性材料製板1を上記切れ目に直交する方向に送り出す送出ローラ機構3を設ける。又、該送出ローラ機構3から送られた脆性材料製板1を巻き掛けて送り出す巻出ローラ機構4を、上記送出ローラ機構3に対して、上記脆性材料製板1の裏面側に、上記脆性材料製板1を上記送出ローラ機構3との間で上記切れ目に沿って折り割ることができる変位量を設けて設置する。脆性材料製板1の切れ目部分が、送出ローラ機構3と巻出ローラ機構4との間に搬送されると、上記切れ目部分に、上記変位量に基づくせん断力が作用するので、脆性材料製板1を折り割ることができる。
(もっと読む)
積層中間膜およびその製造方法、ならびに、合わせガラスおよびその製造方法
【課題】2枚の中間膜の間に液晶膜付き支持体を含み、液晶膜の端面剥離が抑制された積層中間膜の製造方法の提供。
【解決手段】支持体および該支持体上に形成された液晶膜を含む液晶膜付きの液晶膜および支持体を同時に切断する工程と、前記液晶膜付き支持体の液晶膜側の面に第1の中間膜を積層する工程と、前記液晶膜付き支持体の支持体側の面に第2の中間膜を積層する工程を含むことを特徴とする積層中間膜の製造方法。
(もっと読む)
刃型

【課題】簡単な構成の刃型により、被加工シート部材にノッチとなる打ち抜き加工と切り込み加工とを同一工程により形成することができる刃型を提供する。
【解決手段】オス刃型20とメス刃型25とが協働して、被加工シート部材に開封用のノッチを形成するための加工を行なう刃型であって、オス刃型20は、被加工シート部材を打ち抜くパンチ23と、パンチ23の外側に突出するように設けられた切刃24とを備え、パンチ23で打ち抜かれた前記被加工シート部材の開口縁に連続して、切刃24により切り込みを形成する。
(もっと読む)
積層中間膜およびその製造方法、ならびに、合わせガラスおよびその製造方法
【課題】2枚の中間膜の間に液晶膜を含み、該液晶膜の支持体が取り除かれており、液晶膜のクラックの発生と膜割れが抑制された積層中間膜の製造方法の提供。
【解決手段】支持体および該支持体上に形成された液晶膜を含む液晶膜付き支持体の液晶膜と、第一の中間膜とを熱接着する工程と、前記液晶膜付き支持体の液晶膜および支持体を同時に切断する工程と、前記熱接着工程の後に前記支持体を前記液晶膜から剥離する工程と、前記支持体の剥離工程の後に、前記液晶膜の前記支持体が剥離された側の面に第二の中間膜を積層する工程を含むことを特徴とする積層中間膜の製造方法。
(もっと読む)
打ち抜き装置
【課題】打ち抜き加工において打ち抜き箇所の白化を抑制しつつ高い生産性を維持すること。
【解決手段】打ち抜かれる材料が載置されるダイと、前記材料を前記ダイとで挟み込むストリッパーと、前記材料を前記ダイとの間に生ずる剪断力で打ち抜くパンチと、前記ストリッパーの移動を行わせる第1駆動モーターと、前記パンチの移動を行わせる第2駆動モーターと、を備える打ち抜き装置。
(もっと読む)
プラスチック成型品とその打ち抜き方法及び装置
【課題】凹部の上縁が3次元形状となっているようなプラスチック成型品を、全周に亘って同一高さとしたトムソン刃によって1工程で打ち抜き可能としたプラスチック成型品とその打ち抜き方法及び装置を提供する。
【解決手段】底壁1a1と周壁1a2とで形成された凹部を持つ製品部1aの凹部上縁周囲に3次元方向に変化した上縁変化部1a3を備えたプラスチック成型品1。打ち抜き部の輪郭形状全周に亘って同一高さとしたトムソン刃3aを備えた押し型3と、製品部1aを支持する主凸部4bと上縁変化部形成用特殊切断部1cを支持する補助凸部4cとを備え、主凸部4bと補助凸部4cとの境界部にトムソン刃通過溝4dを形成した抜き台4と、プラスチック成型品1のブランク部1bを抜き台4に押し付ける中間プレート5とを使用してプラスチック成型品を打ち抜き切断するための方法と装置。
(もっと読む)
打ち抜き方法
【課題】打ち抜き加工において生産性を維持しつつ加工精度を高めること。
【解決手段】材料をダイとの間の剪断力で打ち抜くパンチを加熱することと、前記パンチを前記材料を剪断する剪断方向に移動させ前記材料を打ち抜くことと、を含む打ち抜き方法。
(もっと読む)
抜取用スリットを有するシート、シート打抜装置及びシート抜取方法
【課題】シートの抜取用スリットの内側部分を抜き取る際に、その抜取用スリットの外側部分に破れが生じることを抑制できる抜取用スリットを有するシート、このシートを形成するための装置、方法を提案すること。
【解決手段】本発明のシート打抜装置1を用いたシート抜取方法によって形成されるシート2は、一部が非連続となった略環状の第一抜取用スリット20を備える。このシート2はさらに、第一抜取用スリット20の非連続部21の外周側または内周側に位置する第二抜取用スリット22を備える。そして、シート2の第二抜取用スリット22のスリット長さL2は非連続部21の長さL1以上である。このシート2から第一抜取用スリット20の内側部分を抜き取ることで、第一抜取用スリット20の外側部分に破れが生じることを抑制できる。
(もっと読む)
プランジャ−形叩き出しジグ
【課題】 合成樹脂成形物に、直径2ミリ程度の極めて小径な打ち抜きをおこなう抜型において、使用の過程で磨耗した刃型を簡易的に修復させる、これまでに存在ない専用工具の提供。
【解決手段】 従来から、磨耗した刃型を再生させる手段としておこなわれている、叩き出しと称呼される修復方法において、ハンマーに介して使用する先行技術の考案品である叩き出しジグを参考に、本件の課題を解決しうる形態に創作する。
(もっと読む)
流体管切断方法
【課題】樹脂製から成る流体管を切断するカッタ部材の押圧によって流体管の断面形状の変形を防止した流体管切断方法を提供すること。
【解決手段】樹脂製から成る流体管1の径方向に向けて進行させることで流体管1を切断する流体管切断方法であって、前記流体管1の外周の一部に肉厚部4、4’を形成し、流体管1の径方向に向けてカッタ部材62を押圧して流体管1を切断することで、流体管1の強度を補強した状態で、カッタ部材62を押圧して流体管を切断できるため、切断時にカッタ部材62の押圧により生じる流体管1の変形を防ぐことができる。
(もっと読む)
ロータリーカット用金型及びこれを用いたロータリーカッター
【課題】輪郭の一部に直線部を有するブランク材を安定して切り出すことができ、耐久性に優れたロータリーカット用金型及びこれを用いたロータリーカッターを提供する。
【解決手段】カッターロール1は、円柱状のロール部4と、ロール部4の外周面に形成されたカット刃5とを含む。カット刃5は、先端に刃が形成された先細りの凸条であり、ロール部4の外周面上においてブランク材の輪郭に対応する3次元形状を描くように形成されている。ブランク材の対向する一対の辺を切断するための部分刃6a及び6cの刃先は、ロール部の外周面上の異なる2点を最短経路で接続する曲線を描くように延び、ロール部の中心軸を含む平面上に位置していない。より詳細には、ロール部4の外周面及びカット刃5を平面上に展開した場合、部分刃6a及び6cは、回転方向に延びるロール部4の一辺と直交する直線に対して、所定角度をなす直線となる。
(もっと読む)
樹脂シート、その製造方法および貫通孔形成装置
【課題】樹脂シートに貫通孔を正確に形成することのできる樹脂シートの製造方法、その製造方法によって得られる樹脂シート、および、その製造方法に用いられる貫通孔形成装置を提供すること。
【解決手段】樹脂シート2を、基材4と、基材4に対向配置される押型5との間に配置して、押型5を基材4に対して相対的に押圧させることにより、樹脂シート2に上下方向を貫通する貫通孔3を形成する樹脂シート2の製造方法であって、押型5は、下方に突出する第1突出部7を備え、第1突出部7の下端部の周縁部には、下方に突出する第2突出部9が形成され、第2突出部9の下端部を、上下方向に沿う断面視において鋭角に形成する。
(もっと読む)
継目部分における複数の打抜刃の固定方法及び該方法を用いて作製したシート打抜型
【課題】 打抜刃の交換を繰り返しても、継目部分における複数の打抜刃の保持力が低下することのない固定方法及びこの方法を用いて作製したシート打抜型を提供することである。
【解決手段】
木製の基板1上に打ち抜くべき形状にレーザー加工等によりスリット状の溝を形成し、2枚の打抜刃2の継目部分3となる箇所の近傍には溝穴4を形成する。上記スリット状の溝に打抜刃2を埋め込んだ後、固化材を流し込んで固化させ、これにより2枚の打抜刃2は互いに突き合わせた状態で基板1に強固に固定される。
(もっと読む)
微細貫通孔成形装置、微細貫通孔成形品の製造方法、およびその方法により製造されたミスト形成用フィルター
【課題】簡易かつ短時間に、合成樹脂のシートに多数の微細な貫通孔を容易に形成することが可能な微細貫通孔成形装置を提供する。
【解決手段】受台と、受台上に保持され、耐熱性を有するとともに合成樹脂製の基材シートを支持するバックシートと、バックシート上方に配置され、下方部に多数の突状部を有する超音波成形型と、を備えた微細貫通孔成形装置であって、前記受台は、受台上面を所望の温度に加温して、前記バックシート上方に配置された基材シートを所望の温度に加熱できる温度制御装置を備え、前記超音波成形型は、上下方向に移動可能となり、かつ前記突状部が超音波振動し、前記受台を加温して、前記基材シートを、合成樹脂のガラス転移温度ないし軟化温度付近まで加熱するとともに、前記超音波成形型が下降して、前記突状部が前記基材シートに当接し、基材シートを振動加熱して基材シートを振動加熱し、前記突状部を基材シート下面まで貫入させ、基材シートに多数の微細貫通孔を形成する。
(もっと読む)
タンク孔開けシステム
【課題】タンク孔開けユニットの構造を簡易化して小型化及び軽量化する。切断の終期において切断片に相当する部分が肉薄になった場合でも、該部分の撓みや振動を低減して開口を高い精度で形成する。切断刃の折損を低減して歩留まりを高める。
【解決手段】タンク孔開けユニットをスピンドルの軸端部に対して基端部が遊転可能に軸支された固定部材、電動モータの出力軸に設けられた送りねじ、固定部材に対して軸線方向へ移動可能に支持され、電動モータの駆動に伴って回転する送りねじにより昇降する可動部材、可動部材に対して昇降可能に軸支されたホルダ、可動部材に対してホルダを軸線下方へ付勢する弾性部材、ホルダに対して揺動可能に軸支され、先端部に係止爪部が設けられると共に基端部が可動部材にリンクされる揺動アームとを備える。切断片取外しユニットは、ホルダの下端面に対して軸部材を当接して該ホルダを弾性部材の弾性力に抗して押し上げる係合解除部材を備える。
(もっと読む)
板材打抜装置
【課題】部材の厚みが大きい場合であっても、これを小片に打ち抜くとともに好適に真空吸着および脱着して小片を位置精度よく移送することが可能な打抜装置を提供する。
【解決手段】板材打抜装置10は、板材210を環状の打抜刃20で所定形状の小片212に打ち抜くとともに、この小片212を真空吸着する装置である。環状の打抜刃20の刃先部24は、打抜刃20の外側面26より内側面28に近接している。これにより、打ち抜かれる小片212が内側に歪む歪エネルギーが低減されため、打ち抜き時に小片212に蓄えられる弾性エネルギーが減少し、板材打抜装置10に対する真空吸着、および板材打抜装置10からの脱着が好適におこなわれる。
(もっと読む)
打抜き型
【課題】生産ロスの増大を招いたり、異物混入の原因となる屑の発生を招いたりすることなく、打抜き製品のコーナカット部分の突出段差の発生を防ぐことができる打抜き型を提供する。
【解決手段】横辺打抜き刃部22と、横辺打抜き刃部22の各端部にその横辺打抜き刃部22を基準として対称配置される第1の角部打抜き刃部23および第2の角部打抜き刃部24と、第1の角部打抜き刃部23からシート送り方向の反対側に延設される第1の縦辺打抜き刃部25と、材料シート2の間欠送り毎に第1の縦辺打抜き刃部25による材料シート2への切断部分と重なる切断部分が生じるように第2の角部打抜き刃部24からシート送り方向に延設される第2の縦辺打抜き刃部26とを有するものとする。
(もっと読む)
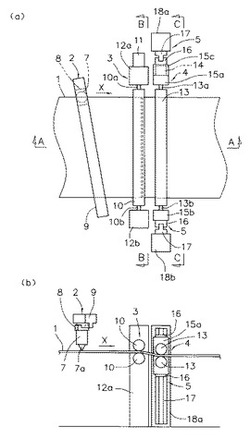
ライニング管の貫通孔形成方法及びライニング管用の膜切断装置
【課題】ライニング管に対する不断流状態での貫通孔の形成を、貫通孔周縁に連続する管内周面側の樹脂ライニング層の剥離を抑制しながら能率良く確実に行う。
【解決手段】内周面に樹脂ライニング層1が形成されている流体管2の管壁2Aに、流体の流れを維持したまま貫通孔3を形成するライニング管の貫通孔形成方法であって、流体管2に、流体管2の貫通孔形成作業領域を密閉する状態で作業用開閉弁5を備えたハウジングを装着するハウジング装着工程と、ハウジングに連結した穿孔装置の穿孔具で流体管2の管壁2Aに貫通孔3を形成したのち、切断壁片を備えた穿孔装置をハウジングから撤去する穿孔作業工程と、ハウジングに、管壁2Aの貫通孔3に臨む樹脂ライニング層1の樹脂ライニング膜1aを切断可能な膜切断装置Bを取付けて、樹脂ライニング膜1aを貫通孔3の内周縁に略沿って切断分離する膜切断作業工程とが備えられている。
(もっと読む)
打抜き加工用受け板
【課題】打抜き刃の刃当たりに若干の斑があっても良好な切れ味を確保することができる打抜き加工用受け板を提供する。
【解決手段】打抜き刃9bが植設されてなる打抜き型9と対をなして用いられ、この打抜き型9による材料シートへの打抜き加工時にその打抜き刃9bを受け止める打抜き加工用受け板10であって、打抜き刃9bが突き当てられる板面を表面側に有する樹脂製の樹脂プレート10aと、樹脂プレート10aをその裏面側から支持するベースプレート10bと、樹脂プレート10aとベースプレート10bとを締結する締結具12とを備えるものとする。
(もっと読む)
成形シート打抜型用及び成形シート打抜受台用のシート合板
【課題】 弾性部材や接着剤を完全に剥がすことができ、しかも再び接着剤等を使用して弾性部材をより良い精度で貼付することができる成形シート打抜型用及び成形シート打抜受台用のシート合板を提供する。
【解決手段】
木製の基板と、該木製基板の少なくとも一方の面に形成したシート層とを備えた成形シート打抜型用及び成形シート打抜受台用のシート合板である。
(もっと読む)
21 - 40 / 360
[ Back to top ]