
Fターム[3C100DD03]の内容
総合的工場管理 (15,598) | 工作物・加工機間の情報交換 (2,022) | 情報交換手段 (564) | 非接触式のもの (548)
Fターム[3C100DD03]の下位に属するFターム
Fターム[3C100DD03]に分類される特許
41 - 60 / 101
検査システム
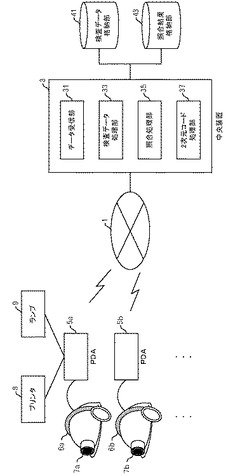
【課題】検査対象装置に含まれる各部品の検査ミスを防止する。
【解決手段】本システムは、コードリーダとイヤホンとを備え且つ通信機能を内蔵する携帯端末と、携帯端末と通信可能な中央装置とを有する。上記中央装置は、部品毎に当該部品の確認指示を含む音声データと正解データとを格納する記憶部を有し、上記携帯端末は、特定検査対象装置の識別情報を含む第1の2次元コードをコードリーダを介して読み取り、特定検査対象装置の各部品の音声データを取得する手段と、取得した音声データから音声をイヤホンを介して再生出力する手段と、特定検査対象装置の各部品に付され且つ当該部品のデータを含む第2の2次元コードをコードリーダを介して読み取る手段とを有する。また上記携帯端末と中央装置とのいずれかが特定検査対象装置の各部品について当該部品の第2の2次元コードと当該部品の正解データとに基づき当該部品の正否を判断する手段を有する。
(もっと読む)
搬入管理システム及び搬入管理方法

【課題】搬入時の認証を高めつつ、同時にリサイクル性をも解決する搬入管理システムを実現する。
【解決手段】搬入業者200の従業員6が物品1を持って搬入口110に接近すると、コンピュータ111に接続されたアンテナ112によって物品1に添付された搬入管理用シート状部材2の非接触式ICタグ3に記憶されたIDコードが読み出され、管理データベース101の情報と照合される。さらに管理データベース101に登録された情報に従って物品1の工場100内での移送経路が指定される。一方、コンピュータ111に接続されたカメラ装置113にて、従業員6の顔や物品1の形状等の物品の搬入に関わる画像が撮影される。そして、物品1に添付された搬入管理用シート状部材2がプリンタ装置114に挿入されることにより、搬入管理用シート状部材2の可逆性感熱表示シート4に対して、カメラ装置113にて撮影された画像を含む表示の形成が行われる。
(もっと読む)
RFIDを用いた生産管理システム
【課題】製造業務における各工程での資源の必要量の確認作業を常に一定のスピード及び作業負荷の状態で実行することができ、業務の効率改善及び信頼性向上を図ることができるRFIDを用いた生産管理システムを提供する。
【解決手段】製造業務の各工程を実施するために必要な情報を指示値として生成する演算処理部及び指示値が蓄積された製造計画データベースのうち少なくとも一方と、RFIDが貼付された原料の情報をそのRFIDタグに書き込むRFIDタグリーダライタ処理部と、読取可能範囲内にあるRFIDタグから原料に関する情報を受信するRFIDタグ読み取り部と、演算処理部或いは製造計画データベースから送信された指示値と、RFID読取部で読み取られた原料に関する情報とを照合し、その照合された結果内容をリスト化し、そのリストに基づいて作業者に作業を実施する上での原料の準備内容を表示する照合処理部とを有する。
(もっと読む)
板材加工工程管理システム
【課題】工程の作業エリア内に入った後、加工が開始されずに待機する部品板材の滞り状態を監視することができるシステムを提供する。
【解決手段】部品板材mの種類毎に部品識別札1を設ける。部品識別札1は、無線IDタグおよび表示部を有し、部品板材種類の識別情報が記憶され、人に見せるための任意の情報の表示が表示される。少なくとも一つの工程の作業エリア12,13の入口に、前記部品識別札1の無線IDタグの記憶情報を検出する工程入口部検出手段23,25を設ける。板材加工機15,16毎に、機械部検出手段24,26を設ける。工程入口部検出手段23,25と機械部検出手段24,26の検出情報とから、作業エリア12,13内にある加工待ちの部品板材mの量を工程内滞留監視手段35で監視する。
(もっと読む)
作業実績管理システムおよび作業実績管理方法
【課題】作業内容を特定することで、より正確な作業実績データを収集することが可能となり、作業効率の向上を図ることができる。
【解決手段】作業実績管理システム1は、物品C、作業場所R、および作業者Mに備えられるとともに、それぞれを識別する特定情報に対応するIDが組み込まれた電子タグ3と、台車7に設けられていて、電子タグ3のIDを検出可能としたタグリーダ4と、タグリーダ4で検出した電子タグ3のIDを、そのIDの検出時刻とともに検出データTとして蓄積する記憶装置5と、その記憶装置5によって蓄積した検出データTを取り込み、その検出データTのIDに対して特定情報と作業内容を関連付けるためのデータベースD1、D2を格納するとともに、作業実績データを作成処理する情報処理部6とを有している。
(もっと読む)
縫製装置及び縫製システム
【課題】無線タグを情報の媒介として活用することにより、顧客の注文内容に沿った縫製対象への刺繍を確実かつ効率的に実行でき、また、縫製対象の選定から縫製対象への刺繍までを一括して一元的に管理することができる縫製装置及び縫製システムを提供する。
【解決手段】縫製対象となるTシャツFに設けられたTシャツ用無線タグTfと無線通信を行うためのミシンアンテナ23を有し、このミシンアンテナ23を介し、Tシャツ用無線タグTfに記憶された縫製パラメータ情報を取得し、この取得した縫製パラメータ情報に沿った縫製パラメータを用いて、TシャツFへ所定の刺繍を行う。
(もっと読む)
ジョブショップ型方式におけるワークの工程管理方法と装置
【課題】作業工程毎に作業場所が分かれており、ワーク毎に予め決められた工程順で各作業場所に移動して各工程の作業を行うジョブショップ型方式の工場において、各物品(ワーク)の工程(所在地と滞留時間)を正確に管理し、各ワークセンターの実際の状況が容易に把握でき、効率的な生産管理が可能となるジョブショップ型方式におけるワークの工程管理方法と装置を提供する。
【解決手段】すべてのワークにIDを記録したICタグ12を1つずつ取り付け、作業場所間のすべての搬送経路上にICタグ読み取り器14を設置し、ICタグ読み取り器により搬送中にICタグを読み取って、その時点でワークの位置が工程順の前工程から次工程へ移動したと判断し、ワークの工程を管理する。
(もっと読む)
情報記録媒体
【課題】工程管理情報を記憶した記憶領域と該記憶領域に記憶した工程管理情報を可視情報として書き換え可能に表示するための書き換え領域とを有する情報記録媒体を提供する。
【解決手段】情報記録媒体10は、所定の工程毎に工程管理情報を記憶したIC領域13と、該記憶した工程管理情報を可視情報として書き換え可能に表示する書き換え領域11とを有し、各工程に対応付けられ且つ書き換え領域11に表示された可視情報を書き換えするためのリライタブル装置21に通信手段22を介してアクセス可能とする。情報記録媒体10は、工程選択手段,工程管理情報読出手段,書換指示手段を有し、アクセスしたリライタブル装置21に対応した工程をIC領域13の中から選択し、選択した工程に応じた工程管理情報を読み出し、その工程管理情報に基づいて書き換え領域11を書き換えるようにリライタブル装置21に指示する。
(もっと読む)
作業要素時間出力装置
【課題】本発明は、一人の作業者を対象として要素作業時間の日ごとのばらつき、朝昼夕といった時間帯によるばらつき、などを容易に算出し、作業改善の指針を立てることを容易にする。
【解決手段】本発明の作業要素時間の出力装置に用いるプログラムは、各種センサで作業動態情報または作業位置情報を取得する機能と、取得した情報から作業の切れ目を推定する機能と、推定した作業の切れ目から作業要素時間を算出し記録/出力する機能と、を有する。本発明の作業要素時間の出力装置は、各種センサで作業者の作業動態情報または作業位置情報を取得するステップと、取得したセンサ情報から作業者の作業の切れ目を推定するステップと、推定した作業の切れ目から作業要素時間を算出し記録/出力するステップと、を有する
(もっと読む)
RFIDタグを取り付けた流体製品製造プラント設備のシール部材及びその取り付け方法
【課題】ガスケット等のシール部材が有する、製造履歴や出荷履歴等の多種多様な情報を一括で管理可能とすることで、シール部材の点検作業、模造品の判別作業等を迅速に行うことを可能とすると共に、使用用途の誤り等による事故の発生を未然に防止することが可能なシール部材を提供、及び、上記情報の管理をRFIDタグによって実現可能とする
【解決手段】ガスケット内部に上記ガスケットの管理情報を記録したRFIDタグを埋設により封入し、製造履歴や出荷履歴等の多種多様な情報を一括で管理可能とする。
(もっと読む)
単回使用コンポーネントを含む製造システムへのRFIDセンサの組み込み
製造システムの物理的、化学的、および生物学的特性を測定するためのシステムおよび方法を提供する。方法は、複数のRFIDセンサを複数の対応する単回使用コンポーネント内に埋め込む。複数のRFIDセンサの各々は、複数の単回使用コンポーネントのうちの少なくとも1つのコンポーネントの多重パラメータ測定値を出力し、単回使用コンポーネントおよびその個々のRFIDセンサの同時点デジタル識別情報を出力する。本方法は、少なくとも1つのRFIDライタ/リーダを使用して、複数の単回使用コンポーネントの多重パラメータ測定値およびデジタル識別情報を読み取り、プロセッサを使用して、測定値を処理し、少なくとも1つのパラメータの測定値を所定の値と比較することによって、後続プロセス工程を制御する。 (もっと読む)
情報収集システム
【課題】必要な情報が過不足なく揃っているかを判定し且つ組立順番の確認を行ってデータ抜けと組立順番の間違えを防ぐ情報収集システムを提供する。
【解決手段】作業者はリーダライタ101上に製品情報データキャリア1と作業者情報データキャリア2を置き、作業開始ボタンを押下すると、作業開始処理部211がこれを検出して、第1のデータキャリア読取り・判定の処理を指示し、まず枚数チェックを行う。またリーダライタ101による製品情報データキャリア1の読取りで組立順番情報を取得し、情報収集装置200の画面に部品の組立順番を表示し、これを作業者が確認しながら部品置き場に部品箱を順番に置いた後に部品チェックボタンを押下すると、第2のデータキャリア読取り・判定の処理が開始され、部品数及び部品型式と順番のチェックを行う。これらのチェックを行ってから作業実施を開始するので、製造履歴情報のデータ抜けおよび作業ミスをなくせる。
(もっと読む)
部品ロット管理システム及び部品ロット管理方法
【課題】作業対象物品の組立ての際に作業者に負担をかけずに部品ロットを管理することができる部品ロット管理システムを提供する。
【解決手段】部品のロット情報が書き込まれたICタグが添付されたバケットを複数用いるダブルバケット法の部品ロット管理システムにおいて、作業者が部品の補充を依頼する際、作業者入力端末20は、ダブルバケットの第1のバケットであるバケット70AのICタグを読み取り、その読み取った情報をデータベースサーバ30へ送信するICタグリーダライタ22を有し、データベースサーバ30は、ICタグ読取装置から送信される情報に含まれる第1のバケットの時刻を、ロット情報と関連付けて記憶部に登録し、第1のバケットの時刻をダブルバケットの第2のバケットであるバケット70Bの使用開始の時刻とする。
(もっと読む)
作業管理システムおよび管理掲示板
【課題】複数の工程に分けられた作業の進捗等を効率よく管理することを課題とする。
【解決手段】本発明の作業管理システムSの管理装置(管理サーバ20)において、記憶部22は、作業工程ごとの標準所要時間と、それぞれの作業の期限に関する情報と、を記憶しており、処理部21は、管理掲示板17のリーダから受信するICタグの情報と、記憶部22に記憶された作業の期限に関する情報と、作業工程ごとの標準所要時間とを用いて、期限よりも標準所要時間分前の時刻を経過している作業を遅滞している作業と判定し、当該作業が遅滞している旨を表示部25に表示する。
(もっと読む)
集積回路チップを備える切削工具
システムにより、工作機械の動作を管理する。システムは、シャンク(16)を有する工具本体(15)を含む切削工具(10)と、工具本体(15)のシャンク(16)内にしっかりと実装され、読み書き可能な集積回路チップ(20)と、集積回路チップ(20)と通信するための読み書き装置(700)と、を含む。集積回路チップ(20)は、RFIDチップ(20)である。 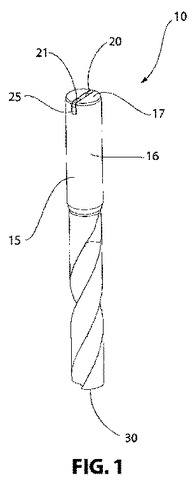 (もっと読む)
(もっと読む)
更生タイヤの製造管理システム及び更生タイヤの製造方法
【課題】作業工程を削減可能であるとともに記入ミスの発生を防止可能な更生タイヤの製造管理システム及び更生タイヤの製造方法を提供する。
【解決手段】使用済み空気入りタイヤ3から更生タイヤ3’を製造するにあたり、該使用済み空気入りタイヤ3に対して行われる製造条件を含む、該使用済み空気入りタイヤ3の固有情報を管理する更生タイヤの製造管理システムであり、使用済み空気入りタイヤ3の内部に移動自在に配置され、固有情報を記憶可能なICタグ11と、ICタグ11に固有情報を書き込み可能であり、使用済み空気入りタイヤ3が搬送される際の搬送姿勢でみて、使用済み空気入りタイヤ3の下部に対応する位置に設置されたライタ13a〜dと、ICタグ11に書き込まれた固有情報を読み出し可能であり、搬送姿勢でみて、使用済み空気入りタイヤ3又は製造された更生タイヤ3’の下部に対応する位置に設置されたリーダ15と、を具える更生タイヤの製造管理システムである。
(もっと読む)
情報収集システム
【課題】リーダライタ上に載置され工程によって規定された種類の異なる複数のデータキャリアから異なる製造履歴情報に関わる情報を一括して取得し、取得した前記工程によって規定された異なる製造履歴情報に関わる情報から製造履歴情報を生成する情報収集システムを提供する。
【解決手段】作業者はリーダライタ100に当該製造工程の作業実施に関係するデータキャリア2341〜2343を置き、操作画面215の「作業開始」ボタンを押下すると、情報収集装置200のコントローラ210の作業開始処理部211はこれを検出して、データキャリア読取り・判定処理を開始する。工程によって規定された異なる製造履歴情報に関わる情報を格納したデータキャリア2341〜2343から、部品型式,ロットNo.,作業者ID,作業開始時刻を収集するとともに作業終了処理部212から作業終了時刻を収集する。収集したこれらの情報をもとに製造履歴情報を生成する。
(もっと読む)
生産システム
【課題】 生産システムにおいて、生産する製品の品種に変更が生じても生産ラインを短時間で安価に変更可能とし、かつ部品から製品までをリアルタイムに管理可能にする。
【解決手段】 生産ラインをパレット2を搬送する複数のコンベア3A,3B,3Cによって構成し、パレット2に、無線によって収納された物品の情報を通信する通信手段を有するICチップを設ける。ICチップの情報を読み書きするR/W10の情報に基づき、制御装置14では、コンベアを移動させ、ロボット12によって組立または加工を行うように制御する。
(もっと読む)
工程管理システム
【課題】実作業の情報を取り込んでスケジュールを作成することができる工程管理システムを提供する。
【解決手段】工程管理システムについて、製品が製造される際に、当該製造に用いる資源の情報および当該資源による作業時刻の情報を作業実績情報として取得する作業実績情報取得手段と、前記作業実績情報に基づいて、前記製品と同じ作業手順で製造できる製品を今後製造する際の資源利用スケジュールの基準となる資源情報を作成する資源情報作成手段とを備えた。特に資源を工程とし、作業開始日時の早い順に工程の順番を定めて工程情報を作成する構成にした。
(もっと読む)
作業内容指示システムおよび作業内容指示方法
【課題】ワークに組み付けられた部品の確認要点を容易に確認することができる作業内容指示システムおよび作業内容指示方法を提供する。
【解決手段】少なくともワークWの種類情報Tyを入力する識別情報入力装置12と、各ワークWの種類情報Tyに対応する部品の一覧情報Daおよび各部品の確認要点情報Dbを記録する記録装置10bと、前記一覧情報Daを用いて前記ワークWの種類情報Tyに対応する複数の部品Pa,Pb…を抽出し、これらの部品Pa,Pb…の確認要点情報Dba,Dbb…をまとめる処理を行う作業内容指示手段P1と、作業内容指示手段P1によりまとめられた確認要点情報DBa,Dbb…を表示する表示装置11と、ワークWに組み付けられた部品Pa,Pb…の組付確認情報Iok(Ing)を入力する確認情報入力装置13とを備える。
(もっと読む)
41 - 60 / 101
[ Back to top ]