
Fターム[3C269MN26]の内容
数値制御 (19,287) | 安全、監視、試験、診断、異常検出 (2,108) | 検出の方法 (1,318) | 位置、速度、加速度以外の変量の監視 (385)
Fターム[3C269MN26]の下位に属するFターム
Fターム[3C269MN26]に分類される特許
1 - 20 / 168
位置制御装置
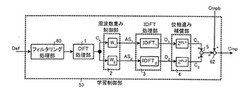
【課題】繰返し学習制御部を持つ位置制御装置において、位置偏差に多様な高調波成分が含まれる場合にも、繰返し学習制御によって、位置偏差の高い減衰性と、迅速な収束性を達成する繰返し学習制御機能を持つ位置制御装置を提供する。
【解決手段】位置偏差を離散フーリエ変換して得られたフーリエ係数ベクトルに、複数の周波数重み係数を乗じることで、周波数帯域別に成分分割し、成分毎に離散フーリエ逆変換した信号データに、最適な位相進み補償を与え加算することで、学習時の補正値データを構成する。
(もっと読む)
工作機械

【課題】 地震による損傷を防止すると共に、緊急地震速報が誤報であった場合にも、作業者よる加工再開の操作を必要とせずに加工が再開できて、加工精度が低下することを抑えることができ、かつワークに加工中断の痕跡を残すことがないようにする。
【解決手段】 本体制御装置4に、速報受信手段61による緊急地震速報の受信に応答して、工作機械本体1に一連の避難動作を行わせる本体避難制御手段62を設ける。この手段62は、現在実行中の実行単位43の終了後に加工プログラム41の実行を中断し、工作機械本体1に退避動作を行わせる本体動作中断部62を有する。また、前記中断の後、定められた経過時間後に、工作機械本体1を退避動作前の状態に戻すと共に、加工プログラム41の実行を再開させる本体動作再開部66を有する。
(もっと読む)
指令経路速度条件による速度制御を行う数値制御装置
【課題】高精度、高品位の加工を実現できる数値制御装置。
【解決手段】指令径路速度条件入力部20で指令経路速度、指令径路許容加速度、指令径路許容加加速度を入力し、駆動軸速度条件入力部22で駆動軸許容速度、駆動軸許容加速度、駆動軸許容加加速度を入力し、工具基準点径路速度条件入力部24で工具基準点径路許容速度、工具基準点径路許容加速度、工具基準点径路許容加加速度を入力し、クランプ値演算部18で、それらの速度条件から分割区間ごとに速度クランプ値、加速度クランプ値、加加速度クランプ値を演算し、速度曲線演算部16で、速度クランプ値、加速度クランプ値、加加速度クランプ値を越えない最大の速度として速度曲線を演算し、補間部12で、指令解析部10において加工プログラムを解析して作成された補間データを、前記速度曲線にもとづく速度によって補間を行い、駆動軸移動量を演算し、各軸サーボ14を駆動する。
(もっと読む)
移動可能な機械構造体の振動補償付き加工機械
【課題】移動可能な機械構造体の振動も、能動的な振動減衰装置により簡単な方法で減衰させることを可能にする。
【解決手段】加工機械の制御装置(5)が、加工機械の軸駆動装置(4)を目標送り運動に応じて制御する。それによって、加工機械の機械構造体(3)が対応して移動させられる。制御装置(5)は、空間内における機械構造体(3)の絶対運動を求め、それから機械構造体(3)の目標送り運動を考慮して機械構造体(3)の振動を減衰させる補償質量(7)のための補償運動(K*)を求める。機械構造体(3)上には、補償質量(7)に作用する補償駆動装置(8)が配置されている。制御装置(5)は、補償駆動装置(8)を補償運動(K*)に応じて制御する。それによって補償質量(7)は機械構造体(3)に対して相対的に相応に移動され、従って機械構造体(3)の振動が減衰させられる。
(もっと読む)
コーナ部の許容内回り量による速度制御を行う数値制御装置
【課題】補間前加減速と補間後加減速を併用している場合でも、コーナ部の内回り量を許容内回り量以下にする。
【解決手段】指令解析部10は加工プログラムを解析し実行形式に変換し、補間前加減速部12は速度制御を行い、補間処理部14は補間処理を行い各軸へ移動指令を出力し、各軸用補間後加減速処理部(X軸用補間後加減速処理部16X,Y軸用補間後加減速処理部16Y,Z軸用補間後加減速処理部16Z)は移動指令に対して補間後加減速処理を行い、各軸サーボ(X軸サーボ18X,Y軸サーボ18Y,Z軸サーボ18Z)は補間後加減速処理後の移動指令に基づきそれぞれサーボ制御を行い、位置,速度,電流のフィードバックを行って各軸サーボモータを駆動制御し、補間前加減速部12が許容内回り量によるコーナ部速度計算部20およびコーナ部速度ゼロ保持時間計算部22を備えたコーナ部の許容内回り量による速度制御を行う数値制御装置。
(もっと読む)
NCデータ補正装置
【課題】軸切込み深さを一定とする等高線加工において、半径切込み深さを補正して、加工能率が大きくてびびり振動の発生しないNCデータを作成できるNCデータ補正装置を提供する。
【解決手段】所定の軸切込み深さにおける、主軸回転速度に対するびびり振動発生の限界となる工具接触角度である限界工具接触角度を演算し、NCデータのデータ区分毎に工具接触角度が限界工具接触角度より大きいか否かを判定し、大きいと判定された不安定NCデータ区分がある場合は、不安定NCデータ区分における工具刃先経路の半径切込み深さを小さくすることで、工具接触角度を小さくしてびびり振動の発生しないNCデータを作成する。
(もっと読む)
工作機械における回転軸回転速度のモニタ方法及びモニタ装置、工作機械
【課題】びびり振動の抑制に対して回転軸の回転速度にかかわらず最適な変動周期を表示し、短時間で容易に最適なパラメータに設定可能とする。
【解決手段】回転速度を変動させると、モニタ14には、回転速度の変動振幅Qと変動周期Pとの関係を示す変動図20が表示され、変動図20には、現在の設定値Aの他、変動振幅Qと変動周期Pとの設定可能範囲21と、以下の式(1)に基づいた最適変動周期PO及び/又は式(2)に基づいた変動周期Pの最適範囲P1が表示される。Tは回転軸の回転周期、a,amin,amaxは予め設定される係数である。
PO=aT ・・・(1)
aminT≦P1≦amaxT ・・・(2)
(もっと読む)
ロボットシステム
【課題】複数のロボットを制御するロボットシステムにおいて、意図するロボットに対して操作機により作業者が正確に動作指示を与えることを可能とする。
【解決手段】ロボットシステムは、ロボットRB1,RB2、RB3と、各ロボットの動作を制御するコントローラ10と、ケーブル11,12,13と、手動操作されることでコントローラ10を通じて各ロボットを動作させるティーチングペンダント20と、各ロボットに関する情報を表示するディスプレイ22と、を備える。コントローラ10は、ケーブル11,12,13を通じて電圧が供給される際の電圧降下量に基づいて、コントローラ10に対する各ロボットの距離である対制御装置距離を算出し、各ロボットの互いの位置関係と対制御装置距離とに基づいて、各ロボット及びコントローラ10の配置であるシステム配置を算出し、システム配置をディスプレイ22に表示させる。
(もっと読む)
エアバランスを利用して退避動作を行う位置決め装置
【課題】外部の動力に依存することなく、新たな制御回路を追加することもなく、ブレーキが動作する条件で、確実に垂直軸に退避動作をさせることができる位置決め装置を提供すること。
【解決手段】固定部20に対して可動部21が鉛直方向に対して上下に移動する構造であり、圧力調整装置46はエア源(コンプレッサ)44に接続され、圧縮空気がエア配管60を介してエア源44から圧力調整装置46に供給され、圧力調整装置46に供給された圧縮空気はエアバランスの配管80を介してエアバランスに供給され、制御装置40からの圧力調整を指令する電気信号が圧力調整の信号線80を経由して圧力調整装置46に入力し、圧力調整装置46の動作が制御され、非常停止スイッチ42は手動で緊急停止させるためのスイッチであり、これが押されると制御装置40の制御が切れて非常停止状態となる。
(もっと読む)
工作機械
【課題】びびり振動を抑制可能で且つ目標とする加工面粗さを得ることもできるような変動パラメータを作業者が容易に把握可能な工作機械を提供する。
【解決手段】びびり振動を抑制するために主軸1の回転速度を変動させるにあたって、びびり振動の抑制に効果的な変動パラメータに係る情報を表示するとともに、回転速度を変動させることで加工面に生じるうねりを考慮して、該うねりを含んだ理論粗さを算出し、該理論粗さを変動パラメータに関連づけた状態で表示手段15に表示するようにした。そのため、作業者は、理論粗さを考慮に入れた上で振動抑制効果の高い変動パラメータの値を容易に把握することができる。したがって、びびり振動を抑制することはできたものの、加工面粗さが目標よりも下回ってしまったというような事態の発生を防止することができる。
(もっと読む)
数値制御装置
【課題】加工プログラムに射影工具軸ベクトルの向きが急変するような移送対象物の動きを指示する部分が含まれている場合でも、工具とテーブルとの相対的な急回転を防いでワークの加工精度の低下及び機械ショックの発生を抑制する。
【解決手段】数値制御装置2は、姿勢調整箇所の前後に亘る姿勢調整区間において工具106の姿勢を調整するための姿勢調整情報を求める姿勢調整情報導出部16と、媒介変数時間関数を求める媒介変数時間関数導出部18と、媒介変数時間関数から求めた各時点に対応する媒介変数のうち姿勢調整区間内の媒介変数については、先端パス上の先端点の位置座標と、その先端点から当該先端点に対する位置関係を姿勢調整情報に基づいて射影工具軸ベクトルの向きの変化が緩やかになる方向に調整した上空パス上の上空点へ向かう工具軸ベクトルを求めてその位置座標及び工具軸ベクトルから指令パルスを求める移送指令導出部20とを備える。
(もっと読む)
工作機械用制御装置
【課題】工作機械を試験する前に作業者に加工プログラムの実行順を入力させる作業負担を回避して簡便に加工プログラムのデバッグを実現する工作機械用制御装置を提供すること。
【解決手段】系統番号1、2、3の小さい順に加工プログラムブロックS1−1等を直列に実行するとともに同時に並行して実行すべき加工プログラムブロックS1−4、2−3、3−3を自動的に並行して同時に実行してデバッグを実行する工作機械用制御装置100。
(もっと読む)
ロボット、及びロボットの制御方法
【課題】最大定格出力に近い駆動条件であっても、本来の駆動性能を発揮することが可能なロボットを提供すること。
【解決手段】多軸ロボットは、第1の駆動電圧を供給する第1電源回路1と、第1の駆動電圧よりも高い電圧である第2の駆動電圧を供給する第2電源回路2と、第1電源回路1と第2電源回路2とを切り替えるスイッチ21〜26とを備えている。そして、モーター部11〜16の駆動条件を規定する制御信号が所定の閾値以上になった場合に、スイッチ21〜26を駆動して第1電源回路1から高電圧の第2電源回路2に切り替えることにより、十分な駆動電圧が確保されるため、期待通りの動作を行うことができる。換言すれば、制御信号から駆動電力が不足しそうな状況を予測して、第2電源回路2に切り替えることにより、決められた作業時間(タクトタイム)で、作業に必要な動作を行うことができる。
(もっと読む)
工作機械の制御装置及び制御方法
【課題】びびり振動を効果的に低減することができ、しかも加振装置を必要とせず、実施化を容易に図り得る工作機械の制御装置などを提供する。
【解決手段】工作機械は、主軸に取り付けた切削工具により切削加工を行うものである。この工作機械の制御装置は、加工時に発生するびびり振動の周波数を検出する検出手段と、この検出手段で検出したびびり振動の周波数及び主軸回転数を基に工作機械の主軸が回転している状態の固有振動数を推定する推定手段17と、この推定手段で推定した固有振動数を用いて無次元安定限界切込みを算出し、この無次元安定限界切込みが最大となるように主軸回転数を変更する主軸回転数制御手段18とを備える。
(もっと読む)
工作機械の移設検出装置
【課題】当初の設置場所からの不適切な移設による機械の精度低下、機能低下、寿命低下などを防止すると共に、機械の移設先や移設履歴を知ることもできる工作機械の移設検出装置を提供する。
【解決手段】工作機械又はNC装置のフレームに掛かる荷重の変化を、フレームの歪の変化として検出する歪検出手段と、検出した歪の変化量が、予め定められたしきい値を超えた場合に工作機械の移設が行われた旨の移設判定を行う判定手段と、移設判定を記憶する記憶手段と、NC装置に工作機械の起動指令が与えられた時に前記記憶手段の内容を読取ることができない場合又は記憶手段が移設判定を記憶している場合に、NC装置に動作制限信号を出力する制限情報出力手段と、動作制限信号に基づく動作制限を解除するためのリセット信号を出力すると共に記憶手段の記憶内容を初期化するリセット手段とを備えている。
(もっと読む)
工作機械
【課題】搭載される電気的負荷の増加に対するコストの増加を抑制することができる工作機械を提供する。
【解決手段】マシニングセンタの制御部20は、ファン16、機内灯17及びバックライト18等の第1の電気的負荷を連続的に動作させる。給脂用ポンプ50、扉開閉モータ51又は折損検出用モータ52等の第2の電気的負荷を動作させる場合、制御部20は、動作させる第2の電気的負荷の動作電力量と、その時点で動作中の第1の電気的負荷の動作電力量との合計電力量を算出し、この合計電力量が所定電力量を超えるか否かを判定する。合計電力量が所定電力量を超える場合、制御部20は、一時的に動作を停止する第1の電気的負荷を選択し、選択した第1の電気的負荷の動作停止後に第2の電気的負荷を動作させ、この第2の電気的負荷の動作終了後に動作停止した第1の電気的負荷の動作を再開する。
(もっと読む)
産業用ロボット
【課題】アラーム発生時にどのデータを記録するかは予め設定されており、運転稼動中に運転を停止させることなく、どのデータを記録するのか設定することができない。
【解決手段】ロボットと、前記ロボットを制御するロボット制御装置と、前記ロボットを操作するティーチペンダントとを備えた産業用ロボットであって、前記ロボット制御装置および/または前記ティーチペンダントは記録メディアスロットを有し、前記記録メディアスロットに接続された記録メディア内に記憶されており前記産業用ロボットの動作中に記憶する情報を定義した記録方法ファイルを前記記録メディアの接続時に自動的に読み出し、前記記録方法ファイルを構成しており情報を記録するトリガとなる記録トリガの監視や記録した情報の書き出しを含む処理を行う解析用機能の実行を自動的に開始する。
(もっと読む)
工作機械の補正値演算方法及びプログラム
【課題】回転軸がクランプ状態の時に回転軸の補正値が変化し回転軸が無理に動作するのを回避して、工具の先端点の位置誤差および工具の姿勢誤差を補正するための補正値の演算方法等を提供する。
【解決手段】2軸以上の並進軸と、1軸以上のクランプ機構を備えた回転軸とを有する工作機械において、幾何学的な誤差による被加工物に対する工具の位置および姿勢の誤差を補正する、前記工作機械の補正値演算方法であって、前記クランプ機構がクランプ状態でない場合に、前記幾何学的な誤差を表す幾何パラメータを用いて前記回転軸の補正値を演算して更新し、前記クランプ機構がクランプ状態である場合に、前記回転軸の補正値を従前のものに維持する回転軸補正値更新演算ステップ(S3〜S5)と、前記各回転軸の指令値及び前記各並進軸の指令値と前記幾何パラメータを用いて前記並進軸の補正値を演算する並進軸補正値演算ステップ(S6)とを含む。
(もっと読む)
異常時モータ減速停止制御機能を有する制御装置
【課題】数値制御部およびモータ制御部の異常を検出する異常検出部を備え、前記数値制御部および前記モータ制御部のいずれにおいて異常が発生しても、前記異常検出部からの信号を受けて、減速停止専用モータ制御部に設けられたモータ減速停止制御部によりモータを減速停止させることが可能な異常時モータ減速停止制御機能を有する制御装置を提供すること。
【解決手段】機械50を制御する数値制御装置10は、移動指令を出力する数値制御部11と、数値制御部11からの移動指令に基づいてモータ40を駆動する指令を出力するモータ制御部12とを備え、アンプ20は、モータ制御部12からの指令に基づいてモータ40を駆動するモータ駆動用のアンプであって、異常検出部13は数値制御部11またはモータ制御部12の異常を検出し、モータ減速停止制御部15は異常検出部13からの異常検出信号を受けてモータ40を減速停止させる異常時モータ減速停止制御機能を備えた制御装置。
(もっと読む)
振動判別方法、及び振動判別装置
【課題】従来よりも「再生型びびり振動」であるか「強制びびり振動」であるかを精度良く判別することができる振動判別方法、及び振動判別装置を提供する。
【解決手段】びびり振動の発生を検出すると、パラメータ演算装置において第1周波数範囲や第2周波数範囲を求めるとともに、回転速度検出分解能ΔSや周波数分解能Δfを考慮し、更に「回転周期型強制びびり振動」の周波数範囲と「再生型びびり振動」の周波数範囲との割合によって求めた判別妥当性Cをもとにして、発生したびびり振動が「再生型びびり振動」であるか、「回転周期型強制びびり振動」であるか、それとも「刃通過周期型強制びびり振動」であるかを判別するようにした。
(もっと読む)
1 - 20 / 168
[ Back to top ]