
Fターム[3C269QB03]の内容
数値制御 (19,287) | 演算手段の構成、機能 (558) | 複数のプロセッサの利用 (342) | 監視、表示、記録用 (127)
Fターム[3C269QB03]に分類される特許
41 - 60 / 127
工作機械
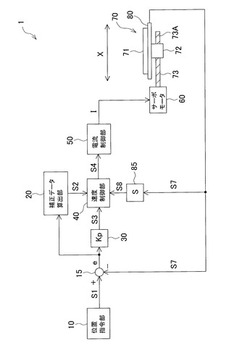
【課題】象限突起を軽減する補正値を容易に算出することができ、被加工物の加工精度を向上させることができる工作機械を提供する。
【解決手段】サーボモータ60の目標位置指令S1に応じ、サーボモータの回転によって被加工物が載置された移動体71を移動させると共に、目標位置指令によってサーボモータの回転方向が反転する際に被加工物に生じる象限突起を軽減するように補正する工作機械1において、移動体の位置を検出する位置検出部80と、回転方向が反転した後に、サーボモータの回転速度を回転方向が反転する前の回転速度に同期するように漸減補正する回転速度漸減補正値を算出する回転速度漸減補正値算出部20と、を備え、回転速度漸減補正値算出部は、目標位置指令と位置検出部からフィードバックされる移動体の位置との位置偏差eに基づいて、回転速度漸減補正値を算出する。
(もっと読む)
干渉チェック装置及びプログラム

【課題】ワークとロボットからなる複数の可動物体間の干渉をチェックして、干渉が発生する動作プログラムを自動で修正する。
【解決手段】取得手段21Aが、複数の可動物体の形状データ及び動作プログラムを取得する。モデル作成手段21Bが、形状データに基づいて、複数の可動物体モデルを作成する。シミュレーション手段21が、動作プログラムと可動物体モデルに基づいて、複数の可動物体モデルの動作をシミュレーションする。干渉判定手段22が、シミュレーション結果に基づいて、複数の可動物体モデル間の干渉の有無を判定する。回避動作設定手段25Aが、干渉する可動物体モデルの動作プログラムに干渉の回避動作を設定する。動作プログラム検証手段25Bが、回避動作を設定した動作プログラムの干渉の有無を判定させる。
(もっと読む)
CNC工作機械制御プログラムを作成する方法
【課題】補助動作、例えば、測定、工程制御、プログラム論理をCNC工作物製造プログラムの中に挿入するための入力操作を容易にする。
【解決手段】工作機械プログラムエディタ(42)が、補助動作、例えば、測定、工程制御、プログラム論理をCNC工作物製造プログラムの中に挿入するために使用される。エディタ(42)は、このプログラム中の正しい位置に配置され得る動作の表示(50、図3)を有する。表示が選択されるとき、パラメタの形でユーザ入力が促される。このプログラムは、後処理されて(46)、これらの動作が実行される工作機械(30)で実行される。
(もっと読む)
ロボット制御装置、ロボットシステム、及びロボット制御方法
【課題】ロボットに取り付けられたエンドエフェクターとコンベヤー上のワークとの衝突を抑制することのできるロボット制御装置、該装置を備えるロボットシステム、及びロボット制御方法を提供する。
【解決手段】ロボットコントローラー10は、エンドエフェクターがワークの上方に移動する際に、該ワークの位置の上方にエンドエフェクターが到達するために必要な水平動作時間を算出する水平動作時間算出部15aと、エンドエフェクターの速度とワークの速度とが同調するために必要な追従動作時間とを算出する追従動作時間算出部14と、エンドエフェクターがワークの上方に到達する前に、水平動作時間と追従動作時間とを比較してエンドエフェクターの下降の終了時を設定する下降設定部16とを有する。下降設定部16は、水平動作時間が追従動作時間よりも短い場合、エンドエフェクターの移動の開始時から追従動作時間の経過時以降を下降の終了時とする。
(もっと読む)
水平多関節ロボット及び水平多関節ロボットの制御方法
【課題】制振制御に用いられる角速度センサーの数を低減するとともに該角速度センサーに接続される電気配線に要求される耐久性を低くした水平多関節ロボット及び水平多関節ロボットの制御方法を提供する。
【解決手段】ロボットは、基台に連結される第1水平アームと、第1水平アームを介して前記基台に連結される第2水平アーム15と、各アームを回転させる第1及び第2モーター13,16と、各モーターの回転角度及び回転速度を算出するための第1及び第2エンコーダー13E,16Eとを有している。第1モーター制御部43は、角速度センサー30が検出したセンサー角速度ωA2から第1及び第2エンコーダー13E,16Eに基づく第1及び第2角速度ωA1m,ωA2mを減算し、演算結果である振動角速度ωA1sに基づく振動速度V1sと第1回転速度V1fbとの加算した速度計測値が速度指令Vcとなるように第1モーター13を制御する。
(もっと読む)
衝突監視装置を備えた工作機械
【課題】衝突監視装置を備えた、工作物を機械加工する数値制御工作機械。
【解決手段】衝突監視装置200は、工作機械の機械部品に搭載される衝突センサ210、衝突センサ210に検出される計測値が衝突制限値を超えると工作機械の機械部品の衝突を検知する衝突検知手段220、および衝突検知手段220が衝突を検知すると工作機械の少なくとも1つの加工スピンドルおよび送り軸X,Y,Zを停止する停止信号を出力する信号出力手段230を備える。発明に係る工作機械は工作機械における衝突制限値を決定する装置240を備える。
(もっと読む)
ロボットシミュレーション装置、ロボットシミュレーション方法、及びロボットシミュレーションプログラム
【課題】シミュレーションを行うハードウェア資源によってシミュレーションの結果が互いに異なることを抑えてハードウェア資源間でのシミュレーションの結果の差異を少なくすることの可能なロボットシミュレーション装置、ロボットシミュレーション方法、及びロボットシミュレーションプログラムを提供する。
【解決手段】仮想ロボットを軌道に沿って動かすロボットシミュレーション装置であって、前記仮想ロボットの軌道をサンプリング時間Tpだけサンプリングするプロセスである軌道計算プロセスP1を割り込み間隔Tiで行う軌道計算部と、前記サンプリング時間Tpが前記割り込み間隔Ti以下となる範囲で前記サンプリング時間Tpと前記割り込み間隔Tiとの双方を各別に可変にする時間可変部とを備える。
(もっと読む)
加工機械
【課題】作動状態を監視するための加工機械の提供。
【解決手段】本発明に係る加工機械は、加工工具を交換可能に取り付けられる加工主軸及び加工主軸を駆動する電気モータが取り付けられたモータによって複数の座標軸に沿って移動可能な機械加工ユニットと、プログラム可能な制御ユニットと、加工機械の作動状態を監視する手段とを備え、少なくとも1つの作動パラメータを検出する少なくとも1つのセンサ・システムが、作動パラメータに関連する加工機械の構成部材に配置され、評価ユニットが、センサ・システム及び制御ユニットの双方に結合され、センサ・システムによって検出された測定値を処理するようになっており、光学表示装置が、操作者が直視できる範囲に設けられ、評価ユニットからのデータに基づき、加工機械の正常な作動状態、注意すべき作動状態、及び危険な作動状態を表示するようになっている。
(もっと読む)
ロボット制御装置およびロボット制御方法
【課題】 ブレーカの容量を低減させつつ、ロボットの遮断動作の頻度を低減させることができ、しかも異常原因の検証を容易に行うことができるロボット制御装置を提供する。
【解決手段】 複数のモータ2jの速度をそれぞれ検出する速度検出器10jと、複数のモータ2jに流れる電流をそれぞれ検出する電流検出器9jと、モータ2jの速度ωjおよびモータ2jに流れる電流Ijからロボットの推定消費電力Pを算出する演算器81と、推定消費電力Pがブレーカ4の電流許容値を基準として異常であるか否かを判定する判定器82と、当該判定において推定消費電力Pが異常であると判定された場合に、ロボットをブレーカ4のトリップを回避するよう制御するための制御器83とを備えている。
(もっと読む)
エラーマップ作成方法及び装置並びにエラーマップ作成機能を有した数値制御工作機械
【課題】回転送り軸を有する工作機械の位置と姿勢の誤差を精度良く補正することができる数値制御工作機械を提供する。
【解決手段】直線送り軸及び回転送り軸を有して主軸とテーブルとが相対移動可能に構成された数値制御工作機械において、主軸及びテーブルの一方に支軸を介して設けられた基準球と他方に設けられたセンサとを有し、所望の測定点でセンサにより基準球の位置を支軸の長さを変えて測定可能な測定する測定装置と、測定装置で測定した測定データと測定点の座標値とに基づいて、測定点の位置誤差及び姿勢誤差を演算する演算部と、演算部で演算した位置誤差及び姿勢誤差を測定点における直線送り軸の位置及び回転送り軸の回転角度に対応させて記憶する記憶部と、を具備する。
(もっと読む)
数値制御工作機械の加工時間予測装置
【課題】加工時間の予測精度の向上と加工時間の予測するための処理時間を短縮することができる数値制御工作機械による加工時間の予測方法および予測装置を提供すること。
【解決手段】NC指令を解読するNC指令解読部10と、工具経路を細かい切片であるセグメントに分割するセグメントデータ生成部30と、セグメントデータを格納する中間メモリ40と、セグメントの接線方向の速度を求める速度制約処理部20と、速度制約処理部20によって求めた速度に基づいて各セグメントを工具が移動するのに要する時間を算出するセグメント移動時間算出部50と、各セグメントを移動する時間の総和を工具移動時間とする全移動時間算出部60と、を備えたNC指令によって工具が指定された経路を移動するのに要する時間を算出する加工時間予測装置1。
(もっと読む)
エラーマップ作成方法及び装置並びにエラーマップ作成機能を有した数値制御工作機械
【課題】回転送り軸を有する工作機械の位置と姿勢の誤差を精度良く補正することができる数値制御工作機械を提供する。
【解決手段】直線送り軸及び回転送り軸を有して主軸とテーブルとが相対移動可能に構成された数値制御工作機械において、主軸及び前記テーブルの一方に設けられた基準球と他方に設けられたセンサとを有し、所望の測定点でセンサにより基準球の位置を測定する測定装置と、測定装置で測定した測定データと測定点の座標値とに基づいて、測定点の位置誤差及び姿勢誤差を演算する演算部と、演算部で演算した位置誤差及び姿勢誤差を測定点における直線送り軸の各軸方向の所望の位置にある各格子点における回転送り軸の回転角度に対応させて記憶する記憶部と、を具備する。
(もっと読む)
工作機械の制御装置及びこれを備えた加工関連データ処理システム
【課題】工作機械の制御装置にかかる負荷を軽減することができる加工関連データ処理システムなどを提供する。
【解決手段】加工関連データ処理システム1は、工作機械2の制御装置3とデータ処理装置40とが電気通信回線5を介して接続されており、制御装置3は、NC装置11と支援装置20とから構成される。支援装置20は、データ処理装置40に連係処理信号を送信してデータ処理装置40を遠隔操作し、データ処理を行わせるとともに、データ処理装置40で行われたデータ処理結果を受信する連携処理指示部22を備え、データ処理装置40は、プログラム自動生成部44と、加工シミュレーション部45と、制御装置3から連係処理信号を受信して、制御装置3で受け付けられたデータ処理要求に対応し且つワークの加工に関連したデータ処理をプログラム自動生成部44及び加工シミュレーション部45に行わせるとともに、データ処理結果を制御装置3に送信する連係処理実行部42とを備える。
(もっと読む)
びびり振動検出方法及びびびり振動回避方法、並びに工作機械
【課題】加工中の再生びびり振動の発生を即座に検出する。
【解決手段】ワーク加工時における工具4の振動データを所定のサンプリング周期Δtで取得し、取得した時系列の振動データに基づき、切刃4a,4bが複数回ワークWに接触するのに要する時間分の自己相関係数Rxx’を算出するとともに、算出した自己相関係数Rxx’の特性の周期Txを算出し、切刃4a,4bがワークWに接触する際の接触周期T1が、算出した周期Txの整数倍でないとき、びびり振動の発生と判定する。
(もっと読む)
ロボット、搬送装置、及び慣性センサーを用いた制御方法
【課題】慣性センサーの出力の誤差によって制御装置が情報を誤認識することで、正しい制御が損なわれることを抑制することができるロボット、搬送装置、及び慣性センサーを用いた制御方法を提供する。
【解決手段】搬送装置は、移動部と、移動部の駆動源と、駆動源の位置情報を出力する位置センサーと、移動部が移動させられる際の慣性力情報を出力する慣性センサーと、移動部の移動を規定する制御指令を出力する制御指令発生部と、を備える搬送装置であって、移動部の移動動作を制御する際に、慣性力情報を用いるか否かを決定する制御切替決定部と、制御切替決定部が慣性力情報を用いることを決定した場合には、制御指令、位置情報、及び慣性力情報に拠って第一の制御を実施し、制御切替決定部が、慣性力情報を用いないことを決定した場合には、制御指令、及び位置情報に拠って第一の制御とは異なる第二の制御を実施する動作制御部と、を備える。
(もっと読む)
パソコン機能を有する数値制御装置
【課題】パソコンのオペレーティングシステムが起動しない場合でも、数値制御装置の画面を表示する。
【解決手段】パソコン100に接続された記憶装置は、領域1に汎用OSと表示アプリを、領域2に保守用OSと数値制御装置の画面を表示する表示アプリを格納する。(1)数値制御装置200は、パソコン100を起動する信号をパソコン100に送る。(2)パソコン100は、保守用OSを起動し、従来通りに汎用OSを起動する。(3)汎用OSが起動した場合、数値制御装置200に起動完了を通知し、表示アプリを実行する。(4)パソコン100からの起動完了の通知が無い場合、数値制御装置200は、パソコン100をリセットし再起動する。(5)数値制御装置200は、保守用OSで画面を表示するための起動信号をパソコン100に送信する。(6)パソコン100は再起動後、保守用OSを起動し、保守用表示アプリを実行してCNC画面を表示する。
(もっと読む)
シミュレーション装置
【課題】被制御装置の模擬が実行可能になるまでに要する時間が短く、且つ、被制御装置を正確に模擬することができるシミュレーション装置を提供する。
【解決手段】シミュレーション装置20は、制御装置10の制御対象である被制御装置を模擬するものであって、被制御装置を構成する機器毎の特性を示す情報が格納された設定ファイルの内容に基づいて、被制御装置を構成する機器のうち応答速度が予め設定された基準速度よりも速い機器を模擬するシミュレーションPLC21と、上記の設定ファイルの内容に基づいて、被制御装置を構成する機器のうち応答速度が基準速度よりも遅い機器を模擬するシミュレーションPC22とを備える。
(もっと読む)
数値制御装置
【課題】ショートカット機能の使い勝手を向上させて、パラメータの閲覧又は編集を能率的に行う。
【解決手段】登録ショートカット情報に動作情報が設定されている場合(S12;Yes)、CPUは工作機械の動作情報を取得し、取得した動作情報に基づいて登録ショートカット情報を書き換える(S13)。登録ショートカット情報に直前操作画面情報が設定されている場合(S14;Yes)、CPUは、直前操作画面情報を取得し、取得した直前操作画面情報に基づき登録ショートカット情報を書き換える(S15)。S16においてCPUは、ショートカット先の画面の付属情報を取得し、取得した付属情報に基づき登録ショートカット情報を書き換える。S19においてCPUは、ショートカット先の画面の画面遷移情報を登録ショートカット情報に置き換え、置き換えられた画面遷移情報に基づいて画面を表示すると共に、ショートカット画面を消去する。
(もっと読む)
ロボットの制御装置
【課題】鉛直方向を検出することのできるロボットの制御装置を提供する。
【解決手段】ロボット10は、第4軸線J4の方向に延びるとともに、第4軸線J4を中心として回転可能に支持された第2上アーム16Bと、第4軸線J4に直交する第5軸線J5から離れる方向へ延びるとともに、第2上アーム16Bにより第5軸線J5を中心として回転可能に支持された手首部17とを備える。第4軸線J4を中心として第2上アーム16Bを重力により自由回転させ、且つ第5軸線J5を中心として手首部17を重力により自由回転させた場合に、手首部17の先端が指す方向を鉛直方向として検出する。
(もっと読む)
自動校正
本発明は、眼鏡のレンズのフレームを機械加工する装置のミリング、切削、または、研削の工具を校正するための方法に関し、a)第一機械加工工程において、前記ミリング、切削、または、研削の工具を用いて縁ないし面の形状RFを形成する前に、光学測定装置を用いてレンズが測定され、b)縁ないし面の形状RFを形成することは、前記ミリング、切削、または、研削の工具によって実行され、c)生成された縁ないし面の形状RFは、前記光学測定装置を用いて測定され、d)そのように製作された縁ないし面の形状RFと、所望の縁ないし面の形状の目標値と、の間の変差が決定され、e)前記工具は、少なくとも制御変数を調整することによって校正される。更に、本発明は、レンズの縁における縁取り、面取り、及び/または、溝彫りの初期加工のための装置に関し、レンズを機械加工する前及び/または後に、当該レンズの面ないし縁の形状RF及び/または稜線Kを測定するための光学測定システムが設けられている。  (もっと読む)
(もっと読む)
41 - 60 / 127
[ Back to top ]