
Fターム[3E050CA08]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材の供給(供給手段) (784) | 包装材を挟む対の供給手段 (133)
Fターム[3E050CA08]に分類される特許
61 - 80 / 133
包装体、包装体製造装置、及び包装体製造方法
【課題】多種多様な内容物を充填可能な包装体、包装体製造装置及び包装体製造方法を提供すること。
【解決手段】帯状フィルムFが、筒状形成部10において、長手方向に延びる両側部が重ねられて、封止テープTと溶着するシール層が形成された面Fsbが外面となるように筒状に巻かれ、封止テープ配設部23において、重ねられた両側部にまたがって外側から長手方向に沿って封止テープTが配設され、溶着部13において、両側部の外面Fsbと封止テープTとが接合されて形成された筒状フィルムF1に、内容物Cが充填されて包装体を得る。この包装体は、筒状フィルムF1が形成される際に内面Fsaを直接溶着しなくて済むため、内層の材質の選択肢を増やせて多種多様な内容物Cを筒状フィルムF1に充填可能である。
(もっと読む)
包装体製造装置、包装体製造方法及び包装体

【課題】内面に調味料を付着させることができる包装体を製造する包装体製造装置、包装体製造方法及び包装体を提供すること。
【解決手段】一方の面Fsaに調味料Sが付着された不織布層が形成され他方の面Fsbに合成樹脂と溶着するシール層が形成された帯状のフィルムFが、筒状形成部10において、不織布層Fsaを内側に、シール層Fsbを外側にして筒状に巻かれ、封止テープ配設部23において、筒状に巻かれた帯状のフィルムFの両側部にまたがって外側から長手方向に沿ってシール層Fsbと溶着する封止テープTが配設され、溶着部13において、外面Fsbと封止テープTとが両側部の双方で長手方向に沿って溶着されて形成された筒状フィルムF1に内容物Cが充填されて包装体を得る。帯状のフィルムFが筒状形成部10に供給される前に不織布層Fsaに調味料Sを付着する調味料付着部27を備えてもよい。
(もっと読む)
縦形製袋充填包装機
【課題】充填物が粉粒体であっても、その充填動作を正確且つ確実に行うことができる縦形製袋充填包装機を提供する。
【解決手段】縦形製袋充填包装機は、その上部の円筒成形ガイド筒(2U)にて筒状包材を成形し、その下部の角筒成形ガイド筒(2L)にて筒状包材を角筒状包材に成形する製袋チューブ(2)と、角筒成形ガイド筒(2L)に衝撃を付与するノッカー装置(48)と、角筒成形ガイド筒(2L)の下端縁に形成された一対の切欠(68)とを備える。
(もっと読む)
三角フラップ付き角底袋用縦形製袋充填包装機
【課題】充填物が粉粒体であっても、粉粒体の噛み込みによる不具合を被ることがなく、角底袋の製造を可能とした角底袋用縦形製袋充填包装機を提供する。
【解決手段】角底袋用縦形製袋充填包装機は、製袋チューブ2の下端から延び、筒状包材WCを角筒状包材WBに成形する角筒成形ガイド筒18と、この角筒成形ガイド筒18の下方に設けられ、角筒状包材WBに横シールを形成する横シーラ24と、横シールの形成時、横シーラ24の上側で角筒成形ガイド筒18の両側にそれぞれ形成される傾斜フラップEFを三角フラップと、角筒状包材WBの側面に連なる平坦面FSとに変形させる一対の三角フラップ形成部材34と、横シールの形成に先立ち、角筒状包材WBの1次繰出しを実施する包材フィーダ12とを備え、傾斜フラップEFの変形を可能とすべく、包材フィーダ12は角筒状包材WBの2次繰出しを実施し、一方、角筒成形ガイド筒18と横シーラ24との間には所定の間隔が確保されている。
(もっと読む)
製袋包装機
【課題】連続的に包材を搬送する製袋包装機において、ガセット形成機構を搭載した場合でも、効率よく製袋処理を行いながら横シール部分等のシール性能が低下してしまうことを回避することが可能な製袋包装機を提供する。
【解決手段】製袋包装機3は、筒状フィルムFmを連続的に搬送するプルダウンベルト機構14を備えており、シールジョー17a,17bを用いて横シールを行う横シール機構17と、製袋される袋Bの側面部分にガセットGを形成するガセット形成機構18とを備えている。ガセット形成機構18は、筒状フィルムFmとの接触領域において筒状フィルムFmの搬送方向に沿って移動する折り込み部材18a,18bを有し、これらを筒状フィルムFmの一部に対して押し当てるように駆動する。
(もっと読む)
密封装置
【課題】 ワイヤを出し入れする電動モータを用いるとともに、ワイヤ切断時の機器の安全を確保して、一方の圧着バーのみを移動させることで溶着切断機構の機能を実現させ、構造の簡略化を図る。
【解決手段】 溶着切断機構20を、フィルム部材Fに圧着可能な発熱体23を備えた固定圧着バー21と、固定圧着バー21と共同してフィルム部材Fを挾持する挾持位置X及び所定間隔離間した離間位置Yの2位置に位置させられる可動圧着バー22と、可動圧着バー22を移動駆動する圧着バー駆動部30とを備えて構成し、圧着バー駆動部30を、可動圧着バー22を離間位置Yから挾持位置X側へ牽引する牽引機構31と、可動圧着バー22を牽引機構31の牽引力に抗して引張するワイヤ32を備えこのワイヤ32を出し入れする電動モータ33とで構成し、ワイヤ32が切断したとき、可動圧着バー22の移動を停止させる停止機構70を備えた。
(もっと読む)
製袋包装機の縦シール機構
【課題】連続的に縦シールを行う製袋包装機において、シールの高品質を図ると共に、高速に縦シールを行うことが可能な縦シール機構を提供する。
【解決手段】縦シール機構2は、縦シール装置21と、搬送装置22とを備えている。ここで、縦シール部材21は、搬送装置22から離れたシール位置に配置され、筒状フィルムの重なり部分F2に対し加熱加圧を行うとともに筋目シールを形成する。
(もっと読む)
製袋包装機
【課題】袋の破損が抑えられる製袋包装機を提供する。
【解決手段】包材を搬送しながら筒状の包材を成形し、筒状の包材に被包装物を充填する製袋包装機であって、筒状の包材の両側から筒状の包材に対して当接し、筒状の包材をシールする一対の横シール部材と、一対の横シール部材よりも搬送方向上流に位置し、前記一対の横シール部材よりも早く筒状の包材に当接することで、筒状の包材の被シール部分への被包装物の侵入を規制する一対のシャッター部材と、一対の横シール部材および一対のシャッター部材を支持し、一対の横シール部材および一対のシャッター部材を筒状の包材に当接させ、さらに、筒状の包材から離反させる支持機構と、支持機構の動作を制御し、一対のシャッター部材の間に生じる隙間が最小の状態である第1時点に移行する直前の第1時間領域と、第1時点に移行した直後の第2時間領域と、における支持機構の動作を、異なる程度で減速させる制御部とを備える。
(もっと読む)
縦型製袋包装システム及びそのタイミング制御方法
【課題】計量機からの製品落下のタイミングと縦型製袋包装装置の横シールのような包装動作のタイミングとの調整を、客観的に且つ最適に制御することができる縦型製袋包装システム及びそのタイミング制御方法を提供する。
【解決手段】縦型製袋包装装置おいては、包装すべき製品Aの落下を計量機11からの製品の排出直後で検出するのではなく、横シール部8の上部直近で検出し、当該検出に基づいて横シール部8の作動タイミングに対する製品Aの落下タイミングを調整している。製品Aが充填筒3内を落下するのに要する時間にバラツキが生じる場合であっても、当該時間のバラツキが横シール部8の作動タイミングに影響することを回避することができる。また、製品Aの落下のタイミングを知ることで、製品Aを排出する計量機11での排出タイミングを補正することができ、製品Aの排出と横シール部8の作動タイミングを最適な状態で定めることができる。
(もっと読む)
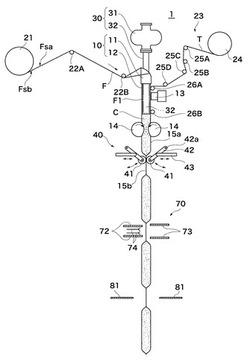
縦形製袋充填機における添付品の貼着方法および装置
【課題】包装体のフィルムの内側に添付品をずらすことなく貼り付ける。
【解決手段】縦形製袋充填機10による包装体の形成に合わせて、一側面が粘着処理された添付品を、その粘着処理面を外側に向けてフィルムガイド筒14の外周部14aに下方に向けて延在する通路34内に導いて落下させる。通路34に供給された添付品を、通路34内を着させることなく、所定位置まで案内して該所定位置に位置決めする。位置決めされた添付品に対し、フィルムを外側から押し付けてフィルムガイド筒14の外周部14aに臨むフィルムfの内側に粘着処理面を貼着する。
(もっと読む)
縦形製袋充填包装機
【課題】横シール部に内容物を残留させることなく高精度な横シールを行う。
【解決手段】縦形製袋充填包装機の横シーラのヒータブロック9a,9bを支持するヒータブラケット25,29には一対の遮断板15とストッパ44を対向させてプレート43にそれぞれ連結する。遮断板15とストッパ44はヒータブロック9a,9bより突出し、ストッパ44同士が当接した状態で遮断板15の先端面は筒状フィルムf1を挟んで階段状の間隙を形成する。ヒータブロックは、ストッパ44と遮断板15に所定時間遅れて筒状フィルムf1を挟持して横シールする。一対の遮断板15は上面を同一平面に形成し、ストッパ44同士が当接するまで、各遮断板15と対応するヒータブロックとの間隔はコイルスプリングの弾性力により一定に維持される。
(もっと読む)
製袋充填包装機
【課題】ボックスモーションに類似する動作をしながらも、簡素で小型化可能な縦型製袋充填包装機を提供する。
【解決手段】駆動モータ3の連続回転は、クランク軸6と連結されたレバー25が長孔30内でレバー支点31と嵌まり合っている運動変換機構によって、包装材の移動方向(縦方向であるY方向)に沿った動作と、包装材の側端縁部分fe,feへの接離方向(横方向であるX方向)の動作とが合成された縦方向に長軸がある長楕円状動作に変換される。長楕円動作の一部が圧着ストローク・圧着シロとなり、包装材の側端縁部分fe,feに対する圧着距離と圧着期間とを長く取ることができる。この長楕円状動作は、横シール機構としてよく用いられているボックスモーションに類似する動作であり、良好なヒートシールを、簡単で且つ小型化された構造で得ることができる。
(もっと読む)
自動包装機の充填シュートにおける集塵機構
【課題】粉舞い上がり現象が発生し易い微粉末内容物を投入する場合であっても発生した粉舞い上がり現象を抑止して粉噛み込みによるシール不良が起きにくい充填シュートを提供する。
【解決手段】自動包装機1の充填シュート21において、この充填シュート21の製袋ガイド部23と投入筒26の内部に集塵パイプ30を配置し、この集塵パイプ30はシャッター機構32を経由して集塵器33と接続する。この充填シュート21とL型シール金具によって作られる包装袋内に微粉末内容物が投入された際に粉舞い上がり現象を引き起こすが、この粉舞い上がり現象が発生した時点で自動包装機1の制御盤22はシャッター機構32を開放してこの舞い上がった微粉末状態の内容物を吸引する。
(もっと読む)
製袋包装機
【課題】段取り替えの際のフィルムのロスを少なくし、フィルムコストを低下させることができる製袋包装機を提供する。
【解決手段】製袋包装機は、フィルムの搬送路の所定位置に設けられ、該所定位置においてフィルムを切断し、その切断したフィルム端部に別のフィルムの先端部を継ぎ合わせることができるスプライサ部を備えており、袋長に基づいて、前記所定位置から下流側の搬送路中に残留する残留フィルムを用いた場合の製袋可能数を算出する。そして製袋機構によって生成された袋の生産数を管理し、残り生産数が製袋可能数に達した場合に、搬送機構および製袋機構を一時停止させると共に、スプライサ部においてフィルムを切り替えるための継ぎ合わせ処理を行わせ、その継ぎ合わせ処理が終了した後に搬送機構および製袋機構の動作を再開させて残留フィルムにより製袋可能数分の袋を生成させる構成である。
(もっと読む)
横型ピロー包装機
【課題】 片側にガゼットを有する包装体を、筒状フィルムを連続して搬送しつつ製造することで単位時間あたりの製造可能個数を多くすること
【解決手段】 連続して供給される帯状フィルムを筒状に形成する製袋器23と、筒状に形成された筒状フィルム24の重合端24aにシールを施すセンターシール装置26と、筒状フィルムの幅方向にシールするエンドシール装置29とエンドシール装置によるシールに先だって筒状フィルムの側面にガゼットを形成するガゼット形成装置40と、を備える。エンドシール装置は、筒状フィルムに対してシール幅の広い第1エンドシール部位を形成する第1エンドシール装置30と、シール幅の狭い第2エンドシール部位を形成する第2エンドシール装置32とを備え、ガゼット形成装置は、第2エンドシール装置に設けた。
(もっと読む)
筒状フィルム成形体の製造装置、ならびに筒状包装体の自動充填包装機および包装方法
【課題】重ね合わせ部(シール部)の皺やシール部周辺の熱変形や熱収縮、ピンホールの発生が抑制され、見栄えが良く美観に優れ、寸法精度の向上が図られ、シール強度およびフィルム強度に優れる筒状包装体などを提供すること。
【解決手段】筒状体の重ね合わせ部(シール部)と熱風シール手段との間に、スリットを有する熱風遮蔽板を設けるとともに、熱風シール手段のノズル開口および筒状体の重ね合わせ部を結ぶ直線上に、熱風遮蔽板のスリットを配置する。重ね合わせ部の接線に対し略垂直方向から熱風を吹き付け可能な位置に熱風シール手段のノズル開口を配置し、その接線に対して略平行にまたは±20°以下の傾きをもって熱風遮蔽板を配置することが好ましい。
(もっと読む)
遊技機の製造方法
【課題】 筒状シートへの遊技機の収容の信頼性を高める。
【解決手段】 シート体TSの送り出しに関与するローラのうち、シート体搬送経路の最下流に位置する末端ローラ対54は、ローラ表面に導電性シートからなる導電表層54aを有する。この導電表層54aは、図示しない接触端子と導電コードにて装置架台32に対して電気的に導通され、装置架台32を経てアース接続されている。従って、この末端ローラ対54より上流においてシート体TSに静電気が帯電していても、この静電気は、末端ローラ対54の導電表層54aへのシート体TSの接触により、導電表層54aから装置架台32を経てアース放電される。シート拡張機構SFは、末端ローラ対54に保持されたシート体TSをシート体端部TSEの側から膨らますと共に、空気吹出体85から正電荷に帯電したエアを吹き込む。
(もっと読む)
製袋包装機
【課題】製袋包装機の消費電流を低減することが可能な技術を提供する。
【解決手段】袋を形成し、当該袋を用いて物品を包装する製袋包装機には、包材たるフィルムをシールするシールジョーと、当該シールジョーを加熱するヒータ部201Fと、当該ヒータ部201Fを駆動するヒータ駆動部260とが設けられている。さらに、製袋包装機には、モータで発生した回生電流をヒータ部201Fに供給する回生電流供給部(モータ駆動部270)が設けられている。
(もっと読む)
充填包装機における液排除シール装置
【課題】液体を含む内容物を充填包装する場合において、ヒートシール部分に悪影響を及ぼす液体が実質的に残留しないようにする。
【解決手段】
充填包装機において、筒状体を挟持するためにその一面を加圧する加圧ローラーと、上記加圧力を受け止めるために筒状体の他面に配置され、内部にヒーターを備えた受け止め部材と、加圧ローラーを前後方向及び上下方向へ移動可能に設けるために、加圧アームの先端に加圧ローラーを取り付けるとともに、加圧ローラーを前進方向へ付勢する弾性体を装備し、上記加圧アームには、所定長さを有する支持軸を一体として回転可能に接続し、その加圧アームの基端部の中心と受け止め部材の中心部を結ぶ中心線の片側に上記加圧アーム及び支持軸を配置し、加圧アームの前進により弾性体が受け止め部材の反力を受けて圧縮され、加圧ローラーが中心線の片側から他側へ移動して筒状体をしごくようにする。
(もっと読む)
物品計量包装システム及び包装機
【課題】回数計量において横シール時の物品の噛み込み不良の発生を抑制し得る、物品計量包装システム及びそれに用いられる包装機を得る。
【解決手段】物品Rの計量を行う計量機1と、計量機1から排出された物品Rを包装する包装機2とを備え、計量機1から複数回に分割して排出された物品Rが包装機2によってまとめて包装される、物品計量包装システムにおいて、設定されたサイクルタイムをT、排出の分割数をNとして、同一サイクル内において包装機2から計量機1へ送信される排出要求信号の間隔が、T/Nよりも短く設定されている。
(もっと読む)
61 - 80 / 133
[ Back to top ]