
Fターム[3E050CA08]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材の供給(供給手段) (784) | 包装材を挟む対の供給手段 (133)
Fターム[3E050CA08]に分類される特許
81 - 100 / 133
製袋充填機
【課題】連続式の製袋充填機において各種長さを有する製品袋及びヘッダを同一の包装材により連設した連包袋からなる包装品を得る。
【解決手段】連続して搬送される筒状フィルム13に対し所定間隔毎にエンドシール2を施して、製品袋とヘッダとを一つに連設した連包袋1を得る製袋充填機において、コントローラは、シール動作周期が一定になるようにエンドシール機構7を駆動制御するとともに、データ入力手段で入力された製品袋の設定個数と製品袋及びヘッダの設定長さとに関する設定長さの差に応じて、製品袋の設定長さとヘッダの設定長さとのうち一方を基準長さとし、その基準長さから得られるフィルム13の搬送速度を基準搬送速度とし、他方の長さに対応するフィルム13の搬送速度を基準搬送速度に対して変速するようにフィルム送り機構6を駆動制御する。
(もっと読む)
ガセット角底袋の縦形製袋充填包装機及びその製造方法

【課題】角底を形成する底部三角ガセット内への内容物の侵入を確実に防止し、綺麗な角底のガセット角底袋を製造できる縦形製袋充填包装機及びその製造方法を提供することにある。
【解決手段】ガセット角底袋の製造方法を実施する縦形製袋充填包装機は、横シーラ(14)の上方に設けられ、横シールの形成前に筒状包材(F2)の両側に垂直ガセットをそれぞれ形成する上下のガセット折り板(30a,30b)と、横シーラ(14)に取付けられ、横シール(Sy)の上側にて、ガセット角底袋の角底を形成するための底部三角ガセット(BG)の内側境界を筒状包材(F2)の内面同士をヒートシールにより密着させた斜めシール(Sk)として形成する三角シーラ(42)と、横シーラ(14)の開作動時、筒状包材(F2)を拡開させ、横シール(Sy)の上側部分を角底に形成する一対の拡開ガイド(40)とを備える。
(もっと読む)
製袋装置およびこれを用いた縦形製袋充填包装機
【課題】バルブ付フィルムがフォーマの境界部を乗り越える際にしわや傷等を生じない。
【解決手段】製袋装置13は、製袋チューブ24とフィルムを誘導するフォーマ25との間にフィルムを略筒状に成形する間隙kを形成する。フォーマ25はフィルムを間隙kに誘導する第一ガイド部26と、第一ガイド部からフィルムの搬送方向を変えて間隙kを通して製袋チューブ24に沿って略筒状に成形する第二ガイド部27と、略筒状に成形したフィルム両端部を合わせる合掌ガイド部27aとを有する。第一ガイド部26と第二ガイド部27の境界部28は製袋チューブ24に対して傾斜する略逆涙滴形状をなしている。境界部28の合掌ガイド部27a近傍位置で曲率半径の比較的大きい弧状部分にバルブ21を通過させる切欠部31を形成する。製袋チューブ24には切欠部31に対向する位置に孔部30を形成する。
(もっと読む)
包装体製造方法及び包装体
【課題】シールされた端部での密封性がより高められた包装体を製造する包装体製造方法を提供する。
【解決手段】筒状フィルムに内容物を充填する充填工程St3と、内容物が充填された筒状フィルムに対して、筒状フィルムの長手方向に所定間隔毎の内容物の不在部を扁平に形成するしごき工程St4と、不在部を、扁平な面を横断する方向に集束する集束工程St5と、横断する方向に長尺なテープ部材であり、且つ長手方向の熱収縮率が幅方向の熱収縮率よりも大きなテープ部材を、集束された不在部もしくは集束される不在部を挟むように配置し、不在部に重ねるテープ部材供給工程St6と、テープ部材が重ねられた不在部を横断する方向に、テープ部材と共にシールをし、不在部にシールされたシール部位を形成する第1のシール工程St7とを備える包装体製造方法とする。
(もっと読む)
縦型包装装置
【課題】上方の上流側装置のシュートと下方のチューブとの間に隙間がある場合にも、物品押し込み部材の先端部がチューブ内の進出位置から前記隙間近傍の退避位置に退避するときに巻き上げる物品が、前記隙間を介して外部に飛散するのを防止することができる縦型包装装置を提供する。
【解決手段】計量機のシュート2の下方に隙間を形成して配置されたチューブ22と、先端部33aが前記隙間の近傍の退避位置P1からチューブ22内の下方の進出位置P2に進出することにより、シュート2から投入されたチューブ22内の物品を下方へ押し込む物品押し込み部材33とを備えた縦型製袋包装機において、物品押し込み部材33の進退を可能にするスリットを有すると共に、前記隙間を外側から覆うカバー18を備える。
(もっと読む)
加工食品の複数列式連続包装装置
【課題】
加工食品を連続包装する際に、加工食品の温度に関係なく種々の形状の包装状態で包装でき、しかも加工食品を傷つけることなく衛生的に複数列に連続包装できる加工食品の複数列式連続包装装置の提供を目的とする。
【解決手段】
加工食品を包装する加工食品包装装置において、フイルムシートからフイルム容器を形成して、成形されたフイルムシートの幅方向両端部を融着し、この複数列のフイルム容器を下方へ移送する搬送手段と、フイルム容器に装入している筒状缶又注入用ガイドから加工食品を注入して、上側フイルムとを接着して前記フイルム袋の容器を密封する接着手段とを備え、密封された前記フイルム容器内の加工食品を種々の包装形状である包装状態に保持できフイルム両端の穴による左右ズレのなく正確に移行出来る一式の器機を複数列に設置している加工食品の複数列式連続包装装置である。
(もっと読む)
加工食品の複数列式連続包装装置
【課題】加工食品を連続包装する際に、加工食品の温度に関係なく空気排気によって適度の無酸素状態で包装でき、しかも加工食品を傷つけることなく衛生的に複数列に連続包装できる加工食品の複数列式連続包装装置を提供する。
【解決手段】加工食品を包装する加工食品包装装置において、フイルムシートからフイルム容器を形成して、成形されたフイルムシートの幅方向両端部を融着し、この複数列のフイルム容器を下方へ移送する搬送手段と、フイルム容器に装入している筒状缶又注入用ガイドから加工食品を注入して、加工食品のフイルム容器内の空気を排気する手段と、上側フイルムとを接着してフイルム袋の容器を密封する接着手段とを備え、密封されたフイルム容器内の加工食品を適度な無酸素状態に保持できフイルム両端の穴による左右ズレのなく正確に移行出来る一式の器機を複数列に設置している加工食品の複数列式連続包装装置である。
(もっと読む)
縦形製袋充填包装機および縦形製袋充填包装方法
【課題】高い生産効率で、並列に連なった2個袋の商品の製造が行える縦形製袋充填包装機および縦形製袋充填包装方法を提供する。
【解決手段】縦形の2つの並行な製袋筒2a,2bから、帯状の包材7の幅方向両端部を製袋筒間の内側へ曲げて2つの製袋筒をそれぞれ囲うように帯状の包材を繰り出し、折り曲げた包材の各端部7bと製袋筒間を渡る包材の中間部分7aとを縦シールして、包材を製袋筒毎の2つの筒状に成形し、2つの筒状に成形された包材に、繰り出し方向とは交差する方向から横シールし、その後、包材を所定に繰り出し、繰り出し後、製袋筒内を通じて被包装材を、並列に連なった2つの筒状の包材へ充填し、充填後、2つの筒状に成形された包材を、充填された被包装材の上方で横シールし、上方の横シールした部分で切り離して、並列に連なった2個袋を製造するようにした。
(もっと読む)
製袋包装機
【課題】筒状に丸められた包材の重なり部分のシール不良を低減することが目的とされる。
【解決手段】製袋包装機1は、成形機構13と、縦シール機構16と、横シール機構17と、受け部材31とを備え、帯状のフィルムから袋を製造しつつ、被包装物を包装する。成形機構13は、帯状のフィルムを筒状に丸めて筒状のフィルムを成形する。縦シール機構16は、筒状のフィルムが延びる方向に沿って縦に、筒状のフィルムの重なり部分を熱でシールする。横シール機構17は、筒状のフィルムを横断して、筒状のフィルムを熱でシールする。受け部材31は、縦シール機構16に対向した位置で成形機構13に取り付けられ、縦シール機構16とともに重なり部分を挟む。受け部材31は弾性を有し、かかる弾性によって重なり部分を縦シール機構16へと押し付ける。具体的には受け部材は、縦シール機構16側へと湾曲している。
(もっと読む)
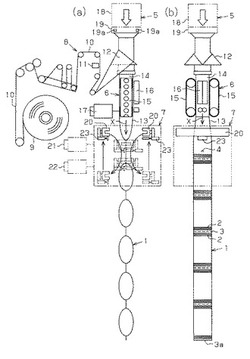
原料包装を製造するための方法
【課題】提供時に好都合な混合をもたらすことができ、複数の原料を包装および提供するように機能する、原料を分離する包装の提供。
【解決手段】直列の、垂直に位置合せされた、形成、充填、および封止(VFFS)アセンブリは、原料包装を製造する方法を可能にする。内側原料担持包装は、第1の上方VFFSアセンブリによって製造され、この内側包装は次いで第2の下方VFFSアセンブリへと下向きに移動させられる。内側包装および第2の原料は、下方VFFSアセンブリによって形成された、端部が開いた外側包装材料内へと配置(充填)される。内側包装および第2の原料を、形成された外側包装内に配置した後、外側包装および内側包装が、その上方端部にて互いに封止され、最終的に原料包装を形成する。最終的に形成された包装は、その上方に隣接する部分的に形成された包装から、取り外すことができる。最終的に形成された包装は、第1および第2の原料を、後の消費者による消費のために区画化する。
(もっと読む)
横型製袋充填機のエンドシール装置
【課題】横型製袋充填機のエンドシール装置において、夫々のシール体を夫々任意の位置に自動停止し、夫々のシール体のシール面の清掃や夫々のシール体の交換等のメンテナンスを容易にする。
【解決手段】筒状フィルム24に対しエンドシールを施すエンドシール装置1において、各駆動モ−タ7,10により互いに反対向きX3,X5へ回転する上下両回転軸3,5には、夫々、噛合い位置Pで相対向するシール面間に筒状フィルム24を挟んでエンドシールを施すシール体2,4を配設している。所定の信号入力に基づき、各回転軸3,5の回転速度または回転量を変化させて夫々のシール体2,4のシール面を予め設定された停止位置で停止させるように、各駆動モ−タ7,10を駆動制御する制御手段39を備えている。
(もっと読む)
薄肉包装袋およびその製造方法
【課題】薄肉でかつバリア性の優れた包装袋及びその製造方法を提供すること。
【解決手段】基材層A11と基材層B12とが積層された包装フィルム10であり、基材層A11が、包装袋の外面となる第1面とその反対面である第2面とを有し、基材層B12が、包装袋の内面となる第1面とその反対面である第2面とを有し、基材層A11の第2面または基材層B12の第2面には、金属または金属酸化物の蒸着層15が形成され、基材層A11および前記基材層B12が、延伸されたポリプロピレン単独重合体フィルム層11、13を含み、少なくとも基材層B12が、延伸されたポリプロピレン単独重合体フィルム層13に加え、厚さ5μm以下で融点が150℃以下の熱融着層14を第1面側に含み、かつ腰感が5(GPa)2以下であり、包装フィルムを横シールする際、リークしやすい部分に対して、他の部分よりも大きな圧力である。
(もっと読む)
箔材料の連続した平らなストリップ(strip)からスリーブ状の箔包装体を形成する装置
本発明は、スリーブ状の箔材料からなる連続した平らなストリップから、スリーブ状の箔包装体を形成する装置に関しており、スリーブ状の箔材料(1)の連続した平らなストリップを供給する供給手段(12)、個々のスリーブ状の箔包装体を得るようにスリーブ状の箔材料のこのストリップを、その全長に渡ってカットするカット手段、ならびに、装置から個々のスリーブ状の箔包装体を放出する放出手段(20)を備えている。本発明では、装置は、前記装置から放出されるべきスリーブ状の包装体に動作中に回転運動を与えるように配置された手段(20)を備えていることを特徴とする。個々に形成されたスリーブ状の箔包装体に対して、それが装置から放出されている間に、回転運動を与えることにより、箔包装体は開いたままになり、包装体を容器の周囲に、単純で且つ効果的な方法で配置することを可能にする。 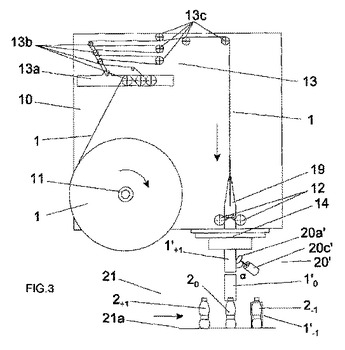 (もっと読む)
(もっと読む)
包材供給装置
【課題】間欠作動型の包材繰出し装置と組み合わせ使用され、汎用性に優れ且つ小形化が可能な包材供給装置を提供する。
【解決手段】包材供給装置は、包材リール(R)を回転させ、包材リール(R)から包材(W)を包装機の間欠作動型の包材フィーダ(16)に向けて供給させるリールモータ(28)と、包材リール(R)と包材フィーダ(16)との間に配置されたダンサローラ(30)と、ダンサローラ(30)の現在位置を検出するリニアポテンショメータ(32)と、リニアポテンショメータ(32)にて検出した現在位置に基づき、ダンサローラ(30)の上下動を目標位置と設定上限位置との間の範囲内に収めるべくフィードバック制御するコントローラ(34)とを備える。
(もっと読む)
製袋包装機の横シール機構
【課題】筒状の包材を損傷させることなくその側面部に折り込みを形成することにより、ガセット型の袋の仕上がり品質を向上させる。
【解決手段】製袋包装機1は、角筒状フィルムFcからガセット型の袋を製造する。そして、製袋包装機1の横シール機構17は、左右一対の上部ガセット形成部材91,91と、前後一対のシールジョー90,90とを備える。上部ガセット形成部材91,91は、角筒状フィルムFcの右側面部F1および左側面部F3が角筒状フィルムFcの内側に折り込まれるように、角筒状フィルムFcの右側面部F1および左側面部F3に向けてエアを噴出する。シールジョー90,90は、右側面部F1および左側面部F3が折り込まれた状態の角筒状フィルムFcを横方向に熱シールする。
(もっと読む)
ブリスター包装機
【課題】開封しやすいブリスターパックが得られるブリスター包装機を提供する。
【解決手段】ブリスター包装機10は、間欠的に搬送される容器フィルム3に対し、その搬送方向に並ぶようにしてポケット部2及び機能凹部8を形成するポケット部形成手段12と、ポケット部2にワーク5を充填する充填手段13と、機能凹部8にカバーフィルム4を押込む押込み突起51を具備するとともに、押込み突起51の押込み状態において、ポケット部2の周縁部に対応してフィルム3、4を取着するシール手段14と、機能凹部8にカバーフィルム4が押込まれた状態で、少なくとも機能凹部8とポケット部2との間の非取着部位において、カバーフィルム4の取着された容器フィルム3をその幅方向に沿って切離する切断手段15とを備え、少なくとも一辺部においてカバーフィルム4の端部が容器フィルム3よりも外側に突出するブリスターパック1が得られるよう構成される。
(もっと読む)
角錐パック用自動包装装置
【課題】横シーラーがシールする毎に、略90度水平に回動するという繰り返し動作を行う横シール機構を備えているにも拘らず、コストアップなく、横シール機構の小型化、軽量化を図り、イナーシャを低く抑え、高速生産可能な角錐パック用自動包装装置を提供すること。
【解決手段】本発明に係る角錐パック用自動包装機10は、断面略円状のフィルム筒を作り上げる上部装置2と、この上部装置2の下方に位置し、横シールを交互から水平方向90°回転させながら施す横シール装置31と、前記装置2、31によってできる角錐パック内に内容物を投入する充填装置4と、これら各装置が取り付けられた機体1と、を備え、前記横シール装置31は、前記機体1に対して位置固定に取り付けられ、前記上部装置2は、前記横シール装置31の回転中心位置に向かって前記フィルム筒を合わせるように、前記機体1に対して位置可動に取り付けられている。
(もっと読む)
製袋包装機
【課題】ヘムシールタイプの袋の製造過程において、包材の蛇行や歪みなどの搬送不良を抑制する。
【解決手段】製袋包装機1は、ローラ72とローラ用あて板73と搬送機構14とを備え、フィルムFからヘムシールタイプの袋50を製造する。袋50は、側面部54およびヘム部51a〜51dを有する。ヘム部51a〜51dは、側面部54から突出している。ローラ72は、周面72aおよび側面72bを有する。ローラ用あて板73は、ローラ72の側面72aと対向する第1面73aを有する。搬送機構14は、フィルムFの第1部分がローラ72の側面72bとローラ用あて板73の第1面73aとの間に挟み込まれるような態様でフィルムFを搬送する。フィルムFの第1部分は、ローラ72の側面72aとローラ用あて板73の第1面73aとの間を通過することにより、ヘム部51a〜51dの形状に成形される。
(もっと読む)
包装装置
【目的】樹脂フィルムシートで被包装物を覆い、熱溶着を行って包装する包装装置において、被包装物の搬送方向に平行な直線状に熱溶着するために、包装物の移動方向を長手方向とした板状に形成した縦シールヒータの一端が、他の部分よりも先に樹脂フィルムシートに接触して発生する穴開き、溶着ムラを防ぐ。
【構成】縦シールヒータの一端に断熱部を設け、この断熱部の樹脂フィルムシート側のエッジにヒータ部の熱が伝わるのを遮断するように構成する。
(もっと読む)
ピロー包装機
【課題】 製袋器を交換したり、幅調整が可能な製袋器を用いることで複数種類の被包装物を包装する一台のピロー包装機において、被包装物に大きな幅の変更があっても、良好な縦シールを形成することができるピロー包装機を提供すること
【解決手段】 原反フィルム16から連続して送り出された帯状フィルム15を筒状にする製袋器25と、その製袋器のフィルム進行方向下流側に配置され、筒状に形成された帯状フィルムの両側端縁部をシールする縦シール装置27と、その縦シール装置のフィルム進行方向下流側に配置され、縦シール装置でシールされて形成された筒状フィルム24を横方向にシール・カットするエンドシール装置30と、を備える。縦シール装置は、縦シーラ27aと、その縦シーラの進行方向後側に配設されたピンチローラー27cと、を有する。そして、縦シール装置を水平方向に移動させる水平移動機構と、上下方向に移動させる上下移動機構とを備えた。
(もっと読む)
81 - 100 / 133
[ Back to top ]