
Fターム[3E050CA08]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材の供給(供給手段) (784) | 包装材を挟む対の供給手段 (133)
Fターム[3E050CA08]に分類される特許
21 - 40 / 133
確実に横シール部を形成可能な自動包装機械
【課題】第1横シール装置が横シール部を一層確実に隙間なく形成するための技術を提供する。
【解決手段】自動包装機械1は、フィルム折り返し部5と、縦シールユニット7と、第1横シールユニット8と、第2横シールユニット9と、第3横シールユニット10と、充填ユニット6と、を備えている。そして、自動包装機械1は、第1横シールユニット8よりも包装フィルム15の走行方向Aの上流側に配置され、第1横シールユニット8によって形成される横シール部18に相当する位置で包装フィルム15を部分的にヒートシールする第3横シールユニット10を更に備えている。
(もっと読む)
印字装置を備えた包装機

【課題】印字ロールを包装材の送りに同調して駆動して、包装材の送り速度に変動が生じたときでも印字ロールの慣性で包装材に伸縮やばたつきが生じるのを回避して、印刷装置による印刷が鮮明で且つ文字の歪みをなくした印刷装置を備えた包装機を提供する
【解決手段】印字装置8は、帯状包装材Fwに印字を行う印字ヘッド11と、周面で包装材と接触しつつ回転し印字受けとなるプラテンローラ10とを備えている。駆動源であるサーボモータ12は、プラテンローラ10を包装材の送り速度に同期して回転させるので、包装材の送り速度に変動が生じたときでも、プラテンローラ10の慣性回転に起因して印字部における帯状包装材Fwの伸縮やばたつきが生じることが無く、帯状包装材Fwの進行が安定し、印刷装置の印字不良を無くすことができる。
(もっと読む)
商品製造装置用データ換算装置
【課題】温室効果ガスの排出量とともに、商品製造現場における生産損失および稼動エネルギーを正確に表示することができる商品製造装置用データ換算装置を提供することである。
【解決手段】商品製造装置用データ換算装置においては、制御部210a,〜,290aにより商品を製造する各種商品処理装置の製造ロスおよびフィルムロスが検知され、検出器210b,〜,290bにより各種商品処理装置からエア排出量および消費電力エネルギーが検知される。そして、制御部301により制御部210a,〜,290aおよび検出器210b,〜,290bにより検知された検知結果が二酸化炭素の排出量または金額に換算され、当該換算された換算結果である温室効果ガスの排出量または金額と、検知結果とが表示部305により表示される。
(もっと読む)
包装装置
【課題】縦型包装装置であっても、フイルムを傷つけずに、これまでにない高い充填率を実現することのできる汎用性の高い縦型包装装置を提供することを目的とする。
【解決手段】フイルムロールから繰り出されたフイルムをフォーマで筒状に成形しながらその合わせ目を縦シールし、縦シールされた筒状フイルム内に被包装物を充填してから該筒状フイルムを横シール手段で横シールすることによって、該筒状フイルムの下端部に被包装物が収納された密閉袋を成形するようにした縦型包装装置であって、前記横シール手段の下方に、前記筒状フイルムと接触して被包装物に振動を付与する振動付与手段と、前記被包装物が筒状フイルム内に充填されている間は、前記振動付与手段を前記筒状フイルムに接触させ、前記筒状フイルムが横シールされる直前には、該振動付与手段をそこから退避させる進退手段とを設ける。
(もっと読む)
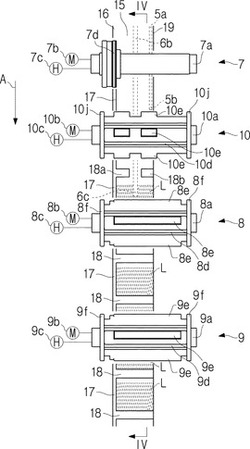
縦型充填包装機
【課題】気密性の高い、薄いフィルムからなる4方シール包装品を製造する。
【解決手段】縦型充填包装機において、シゴキローラ5の上方に第1の送りローラ4A,4Bが配置されているのみならず、シゴキローラ5の下方、好ましくは横シール装置6と切断装置8の間にも第2の送りローラ10A,10Bが配置されている。したがって、内容物投入直前の筒状フィルム1が、上方の送りローラ4A,4Bと下方の送りローラ10A,10Bの双方で保持された状態になっており、筒状フィルム1内に内容物が投入されても縦シール部1d及び横シール部1eが折れ曲がらず、筒状フィルム1の両面に線状の大きなたるみ(波を打った部分)が発生し難い。
(もっと読む)
製袋包装機
【課題】袋の内側に含まれるテープの張り、たるみ等を抑制することが可能な製袋包装機を提供する。
【解決手段】製袋包装機1は、包材供給部6aと、テープ供給部6bと、フォーマ部13と、テープガイド部材Rとを備え、袋を製袋しつつ、袋への被包装物の充填を行なう。本袋は、その縦方向に延びるテープT1をその内側に有する袋である。包材供給部6aは、シート状の包材を供給する。テープ供給部6bは、テープT1を供給する。フォーマ部13は、筒状部31と、セーラ部32とを有する。セーラ部32は、筒状部31との間に包材が挿入される隙間を形成するように配置される。テープガイド部材Rは、テープT1がシート状の包材とは異なる角度から隙間に挿入されるように、テープT1を案内する。
(もっと読む)
横形製袋充填機の物品押さえ装置
【課題】押さえ部材の耐久性の改善を図ると共に、性状の異なる多品種の物品に広く適用可能とする。
【解決手段】フィルム搬送路の上方に配設される無端コンベヤ34は、側枠52の長手方向に離間して回転可能に配設された一対のプーリ54,56間に歯付き無端ベルト58が巻掛けられ、該歯付き無端ベルト58に一定間隔毎に押さえ部材60が着脱可能に配設される。前記押さえ部材60は、JIS K 6252で規定される試験方法による測定での引裂き強さが30N/mm以上となるシリコーンゴムの成型品であって、幅方向に複数の歯が並ぶ櫛歯部64を、歯付き無端ベルト58の外側に突出形成すると共に、該櫛歯部64を前傾姿勢で歯付き無端ベルト58の走行方向に所定間隔毎に配設される。
(もっと読む)
個包装機
【課題】個包装機の稼働中の外装フィルムのカーブに合わせてカッター等の設置位置や設置角度を自動調整する。
【解決手段】二つ折りにした状態で長尺の外装フィルムを走行させるフィルム送り手段、外装フィルム11に所定間隔でサイドシール3を形成し、外装フィルム11を個包装分の袋12に区分するサイドシール形成手段40、外装フィルム11に形成された袋12に被包装物2を充填する充填装置、被包装物2が充填された袋12にトップシール4を形成するトップシールヘッド60a、及び外装フィルム11に形成された袋12を切り離すカッター80を備えた個包装機1であって、外装フィルム11に形成された袋12のうち、被包装物2が充填されている袋の数に応じて、トップシールヘッド60a、トップシール形成後のフィルム送り手段を構成する引きローラ23及びカッター80の少なくとも一つの設置位置及び/又は設置角度を自動調整する。
(もっと読む)
製袋装置及びそれを備えたピロー包装機並びに製袋方法
【課題】 製袋時に小袋による製品へのダメージがなく、小袋を包装体の中心等に位置させることができる製袋装置を提供すること
【解決手段】 天板24aの両側縁にそれぞれ下方に延びる側壁24b,24cを有し、一方の側壁24bは平坦な面に形成され、他方の側壁はその下方に内側に延びる底板24dが形成される。底板の先端と一方の側壁と間に第1エンドレスベルト44を配置する。帯状フィルム21の一方側縁に貼付けられた小袋は、フィルムの折り曲げに伴い回転・反転するが、進入側では小袋はまっすぐに下がった状態で製品に当たらず、その後にフィルム部製品の下側に折り曲げられたときも、小袋と製品との間にエンドレスベルトが介在するため、小袋が製品に突き刺さってダメージを与えることがない。
(もっと読む)
横形製袋充填機におけるフィルム案内装置
【課題】横形製袋充填機において供給コンベアの清掃作業などの保守作業スペースを確保する。
【解決手段】横形製袋充填機のフィルム供給源10から引き出した帯状のフィルムFを製袋手段14で成形した筒状のフィルムFに向けて被包装物Mを供給する供給コンベア13の上方の案内位置P1において、製袋手段14に向けて所定の進入角度αでフィルムFを送り込み案内する位置調節可能な案内ローラ16D,16Eとその案内ローラ16D,16Eを支持して上下方向に回動可能な支持部材21と、その支持部材21を上方に回動した退避位置P2で支持部材21と係合する係合部34aを備えて、案内ローラ16D,16Eを退避位置P2に保持する規制部材34と、その規制部材34と支持部材21との係合を解除する係合解除手段31とを設けた。
(もっと読む)
縦型製袋包装装置
【課題】筒状フィルムを連続送りしつつ、物品群のかさ密度を高めることができる縦型製袋包装装置を提供することである。
【解決手段】縦型製袋包装装置100の制御部150は、プルダウンベルト103により筒状フィルムFを連続的に搬送させる。そして、一対の把持部131,132からなるシェーカ部130により、筒状フィルムFを水平方向から挟持させるとともに、連続的に搬送される筒状フィルムFに対して相対速度差を与えるように移動させる。
(もっと読む)
縦型製袋充填包装機における製袋充填筒
【課題】縦型製袋充填包装機において、良好な落下特性、メンテナンス性及び衛生性を両立することができる製袋充填筒を提供する。
【解決手段】製袋充填筒32の構造を、角状の筒を外側の筒体30と角状筒体の四隅を滑らかな曲面或は鈍角の内面に成形した筒体を内側筒体31として嵌合し、内外二重筒体式とする。外側筒体30と内側筒体31との間に形成される空隙部の上下の開口部35a〜35dは、ガス供給パイプ5の管以外が蓋材33,34によって密閉されている。袋の四隅にヘムシールを施す場合、角状の製袋充填筒32は良好なヘムシールを可能にする。角状製袋充填筒32の内面は滑らかに形成されているため、被包装品の落下特性、メンテナンス性及び清掃等の衛生製を確保することができる。
(もっと読む)
塗料回収装置及び袋構成チューブ
【課題】洗浄の手間を軽減することが可能な塗料回収装置及び袋構成チューブの提供を目的とする。
【解決手段】ミスト状の塗料を含んだミストガスを塗料回収ケース11内の衝突壁14に吹き付け、衝突壁14から垂れた雫状の塗料を、チューブ支持スリーブ内に通された袋構成チューブTBのうち、チューブ支持スリーブの下方に引き出された袋構成部TB1に貯める。袋構成部TB1に基準重量の塗料が貯まる毎に、袋構成部TB1の内部に貯まった塗料より上側部分がヒートシーラー37によって密閉状態に溶着されて、塗料を封止した塗料パックが生成される。塗料パックは、カッタにより袋構成チューブTBから切り離される。即ち、液体の塗料を基準重量ずつ密閉状態の袋詰めにした塗料パックにして排出するので、塗料を洗浄する手間を軽減することができる。
(もっと読む)
製袋包装機、及びその組立方法
【課題】角型チューブのコーナー近傍で縦シール処理が行われる場合であっても、筒状包材が確実にシールされる製袋包装機を提供する。
【解決手段】製袋包装機3では、フィルムFを角型のチューブ13bに巻き付かせて角筒状フィルムFmを形成し、その角筒状フィルムFmの重なり部分をシールする。シール用受け部材132の平面部132aは、シール用受け部材132がチューブ本体131の取付板131aに装着されたとき、チューブ13bのエッジコーナー130bdを形成する。平面部132aは、取付板131a表面の仮想延長面と、取付板131aに隣接する側面130adの仮想延長面とが交差する、仮想交差線まで延びている。角筒状フィルムFmの重なり部分は、その仮想交差線を跨ぐことなく平面部132aと対峙している。平面部132aは、角筒状フィルムFmの重なり部分がシールされるときその重なり部分を角筒状フィルムFmの内側から受ける。
(もっと読む)
縦形製袋充填機の物品保持移送装置
【課題】筒状フィルムに上方から供給される物品に対する落下による衝撃から保護することができ、かつ個別物品を包装するに際してだぶつきのない包装品を得ることを可能とする。
【解決手段】製袋手段14で成形されて下方に搬送される筒状フィルムFの一側となる後側に面して、筒状フィルムFの一側面を保持して下方に案内する送りベルト46が配設され、該送りベルト46に筒状フィルムFの一側面を局部的に押し込む支持片46aが走行方向に所定間隔毎に突設される。支持片46aは、筒状フィルムFを内側に突出した状態で、上方から供給された冷菓10の底部を支持した状態で筒状フィルムFと同速で下降し、物品支持終了部ENに至り、リターン側へ移行することで支持が解除された冷菓10が筒状フィルムFの底部まで落下する。
(もっと読む)
製袋包装装置
【課題】フィルムのシール性を向上するとともに、シール時の消費電力を低減することが可能な製袋包装装置を提供する。
【解決手段】シール部材110、111は、それぞれ四角柱形状のヒータ130が埋め込まれることにより当該ヒータ130の3面を保持するシールジョー110a、111aと、当該ヒータ130の残りの1面に接する断熱部材110b、111bとを含んで構成される。シールジョー110a、111aには、それぞれシールを行うシール部112、113が形成されている。シールジョー110aと断熱部材110bとが接合され、シールジョー111aと断熱部材111bとが接合される。
(もっと読む)
製袋充填装置および製袋充填方法
【課題】計量された被充填物をシュート部材に投入して落下させ、シュート部材の下方に位置する包装材に充填するときの落下距離に係るロスタイムを少なくして生産効率の向上を図ることができる製袋充填装置を提供する。
【解決手段】包装材Sは筒状の投入シュート7の外面に沿って筒状に送られ、重ね部を縦シール手段11でシールされ、投入シュート7の下側開口7cの下方で横シール手段により下側の横シール部が形成される。この時点で既に計量装置5により計量された被充填物は投入シュート7に投入されてその下端部内方にシュート開閉手段17により貯留されている。下側の横シール部が形成されると、シュート開閉手段17が動作して投入シュート7の下側開口7cが開放され、被充填物が落下・充填される。被充填物の落下距離は、投入シュート7の上端からのTaではなく、Tbとなる。
(もっと読む)
製袋充填装置
【課題】包装材をローラ対の間に挟み込ませる際に、セパレータプレートを邪魔にならない位置まで退避させる機構を備えた製袋充填装置を提供する。
【解決手段】セパレータプレート61は取付フィン69に回動自在に支持されている。背面側に備えられた電動アクチュエータ81からは作動ロッド85が進退動作自在に延びており、作動ロッドは連通穴79を通って正面側に突出している。作業ロッド85の先端側には連結部材87を介してセパレータプレート61の一端側が連結固定されている。製袋充填装置1の電源がオフになると、電動アクチュエータ81の電動駆動部も停止して、外力に対して受動的になる。したがって、セパレータプレート61を指で押せば、時計回りに回すことができ、そのときはセパレータプレート61の回動により、作動ロッド85が実線で示す位置まで後退する。
(もっと読む)
製袋包装装置および製袋包装方法
【課題】フィルムロスを防止でき、環境保護を行うことができる製袋包装装置および製袋包装方法を提供する。
【解決手段】交換前フィルムF1の端部にダミーフィルムF2が継ぎ装置19により結束される。その後、交換前フィルムF1およびこれに継がれたダミーフィルムF2が方向D1に沿って上流側に巻き戻される。次いで、結束部が開放された後、フィルムロールFR1が新しいフィルムロールFR2と交換される。交換後、ダミーフィルムF2の端部に交換後フィルムF3が接続される。その後、方向D2に沿って下流側にダミーフィルムF2およびこれに継がれた交換後フィルムF3が搬送される。この場合、ダミーフィルムF2は継ぎ装置19により巻き戻され、当該巻き戻しが済めば、残留している交換前フィルムF1と交換後フィルムF3とが接続される。
(もっと読む)
ダイカットを有する個別積層体を備えるイージーオープン式で再閉鎖可能なパッケージ
イージーオープン式で再閉鎖可能なパッケージは、感圧接着剤(19)で被覆されるベースストリップ(10)含むテープ(8)とダイカットセグメントを画定するダイカット(21)を有するパネルセクション(6)とを含む個別積層体(4)を含むパウチであって、パネルセクションはPSAによってベースストリップへ接着され、個別積層体は第1のサイドパネルへ固定され、パウチ内の製品とを含む。ダイカットセグメントは、パッケージが開けられると、第1のサイドパネル(12)、第2のサイドパネル(14)及びパネルセクション(6)のうちの何れかを感圧接着剤へ接着することによってパッケージが再閉鎖され得るように、感圧接着剤に対して相対配置される。 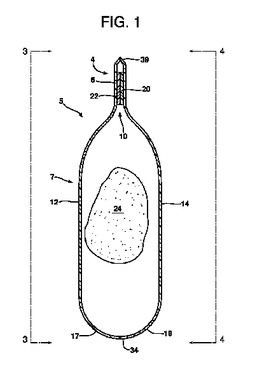 (もっと読む)
(もっと読む)
21 - 40 / 133
[ Back to top ]