
Fターム[3E050DD04]の内容
基本的包装技術−容器成形充填 (14,831) | 容器の形成、閉鎖(縦シール) (661) | シーラーの構造 (560) | ローラ (259)
Fターム[3E050DD04]に分類される特許
241 - 259 / 259
PTP機のカバーフィルム定テンション繰出し装置

【課題】 カバーフィルム連続搬送ラインの途中にバッファ機能を持つ間欠運転型印刷機を配置しても、それ以降の張力一定制御を安定して行なわせることができるようにする。
【解決手段】 PTP機に、間欠運転型印刷機11からカバーフィルム4を繰り出すための繰出しローラ17と、繰出しローラ17を駆動する駆動モータ16と、付勢手段により常時付勢された揺動自在なスィングアーム18の自由端に取り付けられて、繰出しローラ17を通過してきたカバーフィルム4に張力を付与するテンションローラ19と、スィングアーム18の揺動角度に応じて信号を出力する角度センサ21と、角度センサ21からの信号に基づいて、スィングアーム18が所定角度に保持されるように駆動モータ16の速度を制御することで、カバーフィルム4に付与する張力が一定となるように制御する張力制御装置31とを設ける。
(もっと読む)
充填包装機およびその駆動方法

【課題】不良品として扱われる包装袋の数量を軽減することのできる充填包装機およびその制御方法を提供する。
【解決手段】連続移送されるフイルムFを、対をなす縦シールロール部材4Bによって挟み付けながらフイルムFの長手方向に沿って縦シールFHする縦シール機構4と、この縦シール機構4によって縦シールFHした筒状のフイルムF内に内容物Wを充填する充填機構6と、前記筒状のフイルムFを送りつつフイルムFの底部側および袋口側となる箇所をフイルムFの幅方向に沿って対をなす横シールロール5Aの横シール部材5Bによって挟み付けながら横シールFSする横シール機構5と、縦シール機構4と横シール機構5によって縦横にシールされた包装袋Pの横シールFS箇所の適正位置を切断するカッター機構7と、を備える。
(もっと読む)
焼き海苔包装装置
【課題】 海苔焼きから海苔のフィルム包装までを一貫して行なう装置において、焼き海苔の温度によってフィルムに皺が生じたり、海苔自体の変色することを防止する。
【解決手段】
海苔Nを搬送しつつ加熱する海苔焼部3と、焼き上がった海苔を1枚づつフィルムF1、F2の間に挟んで包装する海苔包装部8との間に、焼き上がった海苔を強制冷却する強制冷却部6を配備した海苔包装装置。
海苔焼部3にて焼いた海苔を、強制冷却部6で強制冷却してから海苔供給部1にて海苔をフィルムF1、F2に挟んで自動包装するから、従来の様に海苔の熱でフィルムに皺が生じ、海苔自体が変色する問題は生じない。
(もっと読む)
移送装置、充填装置及びPTP包装機
【課題】上方から下方へと移送される被移送物の損傷を抑制可能な移送装置、充填装置及びPTP包装機を提供する。
【解決手段】充填装置13は、パーツフィーダ22と、複数のスプリングパイプ23と、充填シュート24と、錠剤5の下方への移動を規制するための規制案内手段25とを備えている。規制案内手段25は、一対のロール31,32と、該ロール31,32を移動するための移動手段33を有している。充填装置13の錠剤5を供給する際に、前記ロール31,32にスプリングパイク23を略N字状に掛けたまま、移動手段33によってロール31,32を上方から下方へと移動させることで、スプリングパイプ23内の錠剤5をゆっくりと下方へ移送させるように構成した。
(もっと読む)
充填包装機械
【課題】 搬送不良や、成形不良が発生することがなく、容易かつ確実に口栓を装着することができるコンパクトな機械であって、口栓付の無菌製品を容易に製造可能な充填包装機械を提供すること。
【解決手段】 内容物が充填された口栓付き包装用容器8を製造する充填包装機械であって、帯板状包材11を供給する供給手段1と、帯板状包材11を筒状に成形する成形手段3と、筒状に成形された帯板状包材11の長手方向縁部をシールして筒状包材42とする縦シール手段4と、筒状包材42の外面に口栓51を装着する口栓装着手段5と、口栓51が装着された筒状包材42に内容物を充填する充填手段6と、内容物が充填された筒状包材42を容器1つ分に相当する間隔で包材の長手方向軸線と交差する方向にシールする横シール手段7とを備えた充填包装機械である。
(もっと読む)
自動部品包装機における包装フィルムの所定量供給装置
【課題】簡単な構造で且つ供給誤差の少ない包装フィルム供給装置を得る。
【解決手段】フォーマ部材13を貫通した部品案内筒7に沿いガイド筒21を軸方向に移動自在に設け、ガイド筒21の両側に、内面がガイド筒21の外周面に沿う形状となった一対の把持部22配置し、この把持部22をガイド筒21に接する方向あるいは離れる方向に移動させる挟持操作部40を設け、更に、筒状の包装フィルムAをガイド筒21と把持部22との間に挟んで所定量引き出してから、把持部22が後退すると、ガイド筒21を元の位置に復帰させる復帰操作部30を有する包装フィルムの所定量供給装置であるので、ベルトやローラあるいはエアの吸引等により包装フィルムを供給する方式に比べて包装フィルムに付着している蝋の悪影響を受けることがなく、寿命の長い繰り返し供給動作が得られる。また、動作が確実で、構造も簡単になる。
(もっと読む)
包装方法及び装置
【課題】 バケットコンベヤを用いて包装位置への製品の供給を行う際に、バケットと製品押し出し装置の送り込み金具との干渉期間を可及的に短くして、包装サイクルの短縮化を図ることができる包装方法及び装置を提供する。
【解決手段】 バケットコンベヤ20によって間欠搬送された製品Aがバケット22と共に待機位置に到達後、バケット22の昇降により、製品Aは上昇位置に持ち上げられる。バケット22内の製品は、製品押し出し手段15によりバケット22から押し出される。バケット22は、その時点で上昇位置から下降させることができるので、製品押し出し手段15が戻り切るのを待つことなく、バケットコンベヤ20の間欠搬送を再開することができる。更に、製品押し出し手段15の作動している間に、バケットコンベヤ20を可能な限り移動させておくことができるので、包装サイクル時間を短縮化することもできる。
(もっと読む)
おにぎりの包装装置
【課題】ふっくらとした状態で製造されたおにぎりの品質を損ねることなく取扱いができ、自立性が良好で異物混入を防止し得るおにぎりの袋詰め包装体を得る。
【解決手段】筒状フィルムFaの上方で合掌状に重合するフィルム重合端縁部は、縦シール機構20で縦シールされ、袋胴部から上方へ突出する縦シール縁部が形成される。縦シール縁部は、折曲げ案内手段26で袋胴部に沿って折曲げられる。筒状フィルムFaは横シール機構32で横シールされ、横シール縁部が形成される。横シール機構32の横シール時に折込み形成手段38で筒状フィルムFaにおけるおにぎり11の底面側に折込み部が形成される。折込み部が形成される側とは反対側の筒状フィルムFaは、保持部材40で外側に張出し保持される。横シール・切断された包装体24の上面に、ラベル貼着手段47で品質表示ラベルが貼着される。
(もっと読む)
多シート被印刷製品を包装するための方法及び装置
多シート被印刷製品を放送するための装置は、多シート被印刷製品を運搬するコンベヤと、少なくとも1つの表面凹所を備える第1の外面を有する第1の回転ドラムと、第2の外面を有する第2の回転ドラムとを有しており、第2の回転ドラムは第1のニップにおいて第1の回転ドラムと相互作用する。第1の包装材料供給装置は多シート被印刷製品の一方の側において第1のニップに第1の包装材料を提供し、第2の包装材料供給装置は多シート被印刷製品の他方の側において第1のニップに第2の包装材料を提供する。多シート被印刷製品を包装する方法も提供される。  (もっと読む)
(もっと読む)
ヒートシール方法および製袋充填方法
【課題】 ポリ溜まり等のヒートシール不良の発生が抑制される上、安定したヒートシールが可能なヒートシール方法およびこれを用いた製袋充填方法を提供する。
【解決手段】 回転軸21を中心として回転可能な回転体22と、その外周面23から突設された少なくとも1つのヒートシール部材24とを有するヒートシールロール25を2本、回転軸21が互いに平行となるように配置し、ヒートシールロール25をフィルム3の送り方向に沿って移動可能に配設し、2本のヒートシールロール25を互いに反対方向に回転させ、ヒートシール部材24の外周面26間でフィルム3を挟持して横方向にヒートシールする方法であって、フィルム3がヒートシール部材24の外周面26間に挟持される期間の初期及び終期には、該期間の中間期に比べて、前記ヒートシールロール25の回転速度を遅く、且つフィルム3の送り方向に沿った移動速度を速くする。
(もっと読む)
自動包装機
【課題】 包装シートを案内する複数の部材の高さ調整を容易にする。
【解決手段】 帯状シート14からなる包装材料を該包装材料の長手方向中央部18で折り曲げて該中央部の両側に位置する一対の半片を重ね合わせると共に、折曲部を下に開放端部を上に向けた状態で略水平方向に連続的に案内する自動包装機10において、
上下方向に向けて配置された昇降レール78と、折曲部を案内する複数の下部案内部50〜56と、複数の下部案内部を昇降レールに沿って一体的に昇降させる下部昇降機構96と、開放端部を案内しながら加熱する加熱部84と、加熱部を昇降レールに沿って昇降させる上部昇降機構98を有する。
(もっと読む)
ピロー包装機
【課題】 フィルム幅が商品周長+40mm以下でもセンターシールが可能で、良好な包装仕上がり状態を安定して得ることができるピロー包装機を提供する。
【解決手段】 被包装物11を搬送する手段12と、包装フィルム13を被包装物の上方から供給する包装フィルム供給手段と、供給された包装フィルムの両端部を把持して搬送手段の両側下方にガイドするフィルム端部ガイド手段15と、上部が包装フィルムで覆われた状態の被包装物を移動させる三角ガイド板16と、該三角ガイド板の両側に配置された一対の製袋ベルト17と、三角ガイド板の前方で製袋ベルト同士を圧着させるセンターシールロール18とを備えるとともに、製袋ベルト17の下方に、製袋ベルト17から下方にはみ出した包装フィルム13の両端部13aを展張状態に保持するガイドロール19を設ける。
(もっと読む)
フィルム包装装置及び方法
送り方向(A)に沿って移動可能な製品流に合せて動作し、各製品(P)を個別の感熱フィルム(F)の被包体(I)に包装するに適当なフィルム包装装置(1)であって、該装置には:横密封ユニット(9)であって、順に、フィルムの横断部分(B、D)を送り方向に対して横断的に密封するに適当なヒートシーラ(10)及びシーラ受容要素(11)と、該ヒートシーラ(10)及びシーラ受容要素(11)を流れ方向に移動させる機械的駆動手段(12、13)を有するアクチュエータ(14)とを備える横密封ユニット(9);及び制御ユニット(100)であって、アクチュエータ(14)を制御し、それにより製品経路の密封セクション(X)で、該経路に沿ってヒートシーラ(10)によりフィルムの横断部分(B、D)の密封を行うが、ヒートシーラ要素及びシーラ受容要素の流れ方向の速度を、製品流の速度と一定及び等しくする制御ユニット、を備える包装装置。 (もっと読む)
紛粒体の充填包装装置
【課題】 紛粒体を短時間に長尺フィルム内に充填することができるようにした紛粒体の充填包装装置を提供する。
【解決手段】 本紛粒体の充填包装装置は、周方向に回転しながら紛粒体Fをストックするとともに排出する回転体10を備えている。回転体10は、環状に配列された多数の桝状容器11と、この各桝状容器11の側方に突設されたノズル12とを備えている。前記桝状容器11は、同心に配置される内側円筒13および外側円筒14と、両円筒13,14間を周方向で等間隔に仕切る多数の仕切り板15,15…と、両円筒13,14および仕切り板15,15…の底側を塞ぐ円盤とによって形成されている。また、前記ノズル12の先端部が扁平状袋部3内に挿入されたときのみ、桝状容器11とノズル12とを連通させるシャッターが備えられている。
(もっと読む)
形成・充填・密封プロセス
リザーバ・パッチを作製するための一段階プロセスは、第1の組の密封ローラに、そしてそこから、直接に第2の組の型抜きローラに、そして好ましくは直接にパッケージング・ステップにウェブを供給することを含み、それによって、大部分のオペレータ関連の誤りを回避するとともに、全体的な無菌および再現性を大幅に向上させる。 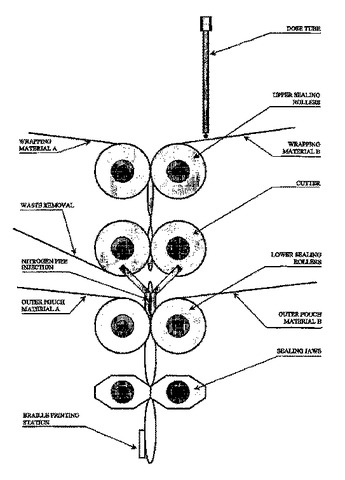 (もっと読む)
(もっと読む)
ブリスタパック製造用ブリスタ包装機
ブリスタパック(B1)を生成するための製造ラインを有するブリスタ製造機(M1)で
あって、熱成形可能な材料の第1の連続的なバンド(102)の少なくとも1つの熱成形ステーション(101);製品(104)を供給し、ブリスタ・バンド(102)を満たすためのステーション(105);ブリスタ・バンド(102)の上に第2のバンド(107)を供給する第2のバンド(107)の供給ステーション(106);2つの対向するローラ(112、113)を含む閉鎖ステーション(108);および、ブリスタパック・バンドがそれぞれのブリスタパック(B1)に切断される切断ステーション(R1)を連続的に含むブリスタ製造機。
張力手段(114)は、少なくとも第1のバンド(102)上で選択された張力を実行するため、閉鎖ステーション(108)のローラ(112、113)と協働するように、閉鎖ステーション(108)の上流に位置する。
(もっと読む)
ブリスタパック製造用ブリスタ包装機
ブリスタパック(B1)を生成するためのブリスタ包装機(M1)は、一連に配置された、生産物(104)を含むブリスタでブリスタバンド(102)を定義するため、熱成形可能な材料の第1の連続的なバンド(102)の少なくとも1つの熱成形ステーション(101);生産物(104)を供給し、ブリスタバンド(102)を後者で満たすステーション(105);ブリスタバンド(1つのバンド(NB1)上に第2のバンド(107)を連続的に供給する第2のバンド(107)の供給ステーション(106);第1のブリスタ15バンド(102)がブリスタパックを得るために第2のバンド(107)によって封止される閉鎖ステーション(108);ブリスタパック・バンド(NB1)を処理するためのステーション(200);および、ブリスタパック・バンドが生産物(104)で満たされるそれぞれのブリスタパック(B1、02)に切断される切断ステーション(R1)を含む生産ラインを有する。
生産ラインは、生産物供給ステーション(105)から少なくとも開始し、本質的に水平な連続的な供給経路(A1)に沿って、延長する。
経路(A1)に沿った処理ステーション(200)は、ブリスタパック・バンド(NB1)の方へ近づいたり、離れたりするように連続的に移動し、経路(A1)に沿ってブリスタパック・バンド(NB1)に続く印刷/隆起除去手段(135、136)を含むブリスタパック・バンド(NB1)の少なくとも1つの印刷/隆起除去ステーション(109、110)によって定義される。
(もっと読む)
連続した充填パウチを製造する方法および装置
連続的に動くシール可能なウェブの材料から充填シールされたパウチを形成する機械は、ウェブの側端に沿って長手方向シールを形成する第1のシーリングステーション(16)と、ウェブに複数の横方向シールを形成する水平シーリングステーション(18)とを含む。水平シーリングステーションは、シーリング経路に沿って嵌合して横方向シールを形成するジョー(42)をそれぞれ支持する一対のコンベヤ(34、36)を含む。充填シールされたパウチを連続的に動くシール可能なウェブの材料から形成する方法も記載されている。  (もっと読む)
(もっと読む)
自動包装機における包材印刷位置調整装置
【課題】包装品に対する製造日付や賞味期限といった各種必要な印刷の位置を、必要に応じて簡単に、且つ正確に移動調節できるように工夫した自動包装機における包材印刷位置調整装置を提供する。
【解決手段】自動包装機の運転用モニタ11に、プリンタ30への印字コマンドの送信タイミングを変化させて、包材Fに対する印字位置を調節する調整キー12BT、12BSを設ける。
(もっと読む)
241 - 259 / 259
[ Back to top ]