
Fターム[3E054AA11]の内容
包装位置への供給−物品の供給 (7,769) | 包装対象物 (760) | 容器、包装材 (22)
Fターム[3E054AA11]に分類される特許
1 - 20 / 22
円柱体の回転位置決め装置
【課題】横倒させた円柱体Wを移動及び回転させながら、円柱体Wの回転位置決めを行うに際して、摩耗粉の発生を防止し、摩耗粉を原因としていた各種不具合を防止する。
【解決手段】レール部材3上の円柱体Wに当接する回転ローラ20と、回転ローラ20を回転駆動するローラ回転機構21と、回転ローラ20をレール部材3上の円柱体Wに接離させるローラ接離機構22と、回転ローラ20を送り爪5に同調させつつレール部材3に沿って移動させるローラ移動機構23とを有し、ローラ移動機構23には、回転ローラ20が円柱体Wに当接するよりも先に円柱体Wの一端部に当接して円柱体Wを送り爪5よりも搬送方向の下流側へ離反させる先行送り爪53が設けられており、この先行送り爪53には、回転ローラ20で回転される円柱体Wから転動力を受けて従動回転するロータ54が設けられている。
(もっと読む)
ボトル回転装置およびボトル回転装置を備えるボトル搬送装置

【課題】簡素な構造であって工程を増加させることなくボトルを確実に回動できるボトル回転装置およびボトル回転装置を備えるボトル搬送装置を提供する。
【解決手段】ボトル回転装置12およびボトル回転装置12を備えるボトル搬送装置10は、搬送方向の上流側から下流側に延びる一対のベルト16,17と、一対のベルト16,17を、速度偏差を有して駆動する駆動部とを備え、一対のベルト16,17は、ボトル1に有するネックリング8を吊り下げるための掛止部21,22を互いの対向位置に有する。
(もっと読む)
容器搬送装置
【課題】袋本体と首部とを有する複数の容器を整列された状態で箱詰めすることが可能な容器搬送装置を提供すること。
【解決手段】袋本体と首部とを有する容器Cを搬送する容器搬送装置Aであり、容器Cを供給する製袋機1、複数の容器Cを受け渡し位置P1まで順次搬送する入り側コンベア2、容器Cを受け渡し位置P1x方向に沿って受け渡し位置P2まで搬送する中間コンベア4、受け渡し位置P1に設置され、入り側コンベア2によって搬送されてきた容器Cを、首部がy方向の一方側および他方側のいずれかを向く姿勢に整列された所定数の容器Cごとに区分して中間搬送コンベア4へ受け渡す整列手段3、受け渡し位置P2に箱Bを順次搬送し、容器Cが詰められた箱Bを排出する出側コンベア6、第2の受け渡し位置P2に設置され、中間コンベア4により搬送されてきた所定数の容器Cを、出側コンベア6により搬送されてきた箱Bに詰める箱詰め手段5、を備える。
(もっと読む)
容器搬送装置
【課題】複数の容器を効率よく整列させ、充填率を高める容器搬送装置を提供する。
【解決手段】供給手段1から供給された所定数の容器の首部に係合して保持する、袋本体の幅よりも大きいピッチで配置された横移動可能な複数の仮置レール22からなる仮置手段2と、同じく首部に係合して容器を保持する複数の製品レール42からなる整列手段4を設け、製品レール42のピッチは仮置レール22のピッチの整数分の1であり、仮置レール22を順次横移動し整列レール42に合わせながら移載手段3A、3Bにより容器を仮置レール22から製品レール42に順次移載することにより、容器ピッチを狭めるとともに千鳥状に配列した容器群8Aを形成する。
(もっと読む)
画像形成システム
【課題】使用する封筒と原稿と用紙の方向及びサイズが同じになるように用紙に画像形成し、その用紙を封筒に封入する画像形成システムを提供する。
【解決手段】給紙手段1−Bと、画像形成装置1と、封入手段3と、原稿サイズ検知手段28と、封筒サイズ検知手段28と、原稿サイズと封筒サイズと当該封入口の長さを比較する比較手段A1と、を備えた画像形成システムにおいて、給紙手段は同一サイズの用紙が互いに直交する向きにセットされた2つ以上の給紙トレイ26を有すると共に、比較手段によって原稿が封筒に封入可能と判断した場合、用紙の封入時の主走査方向長さが封入口長さより小さい向きにセットされた給紙トレイ26を選択する。
(もっと読む)
ガラス瓶タイプなどの製品を組分けする方法
【課題】例えばガラス瓶または断面楕円形のガラス瓶タイプの製品のような製品を組分けする方法を提案すること。
【解決手段】方法は、コンベア(1)上で間隔をあけて列をなして到達する製品(2)を収集する工程を備えている。この収集は、櫛の形態をなし、横方向に配置された収集デバイス(40)を用いて実行されており、収集デバイスは、製品(2)の前進方向に対して60°と120°との間の所定角度を形成している。収集器(40)は、上記供給コンベア(1)の側方に位置する取込ステーションにおいて収集した製品を配置して降ろし、収集器は、上記製品を収集することに関して、ガラス瓶の列の上流側における長手方向運動と組み合わされる横方向運動に分けられている。
(もっと読む)
集積装置
【課題】押圧手段14によってバケットコンベヤ10から支持手段16上に押し出された物品2を安定して保持できるようにする。
【解決手段】保持プレート36間に形成される多数のバケット12を有するバケットコンベヤ10と、バケットコンベヤ10と同期して前進し、プッシャー50を搬送方向Aと直交する方向に移動させて前記バケット12内に収容された物品2を押し出す押出手段14と、バケットコンベヤ10のバケット12と等間隔で配置された複数の物品載置スペース108を有し、これら物品載置スペース108内に、前記プッシャー50に押し出された物品2を受け入れる支持手段16とを備えており、この支持手段16を、バケットコンベヤ10および押出手段14と同期して前進させる。
(もっと読む)
口栓付袋状容器の整列治具
【課題】製袋された口栓付袋状容器を損傷させることなく、作業者が口栓付袋状容器の梱包箱への収納作業を効率的にできるよう補助する、簡易的な、整列治具を提供する。
【解決手段】フィルムの周縁をヒートシールして収納部が形成され、該フィルムの一部に外部と収納部とを導通する注入・注出用の口栓が熱融着された、ウェブ状の口栓付内袋の、該製袋機の後工程に用いる梱包用の整列治具において、口栓を上面として製袋機から搬送されてきたウェブ状の口栓付内袋の横幅方向の位置を修正できる前ロールと、前記口栓付内袋を投入する投入ロールと、投入ロールの直後に、口栓付内袋の口栓の両側を沿わせて落とし込み一列に整列させる、Y字型の開口を有した2列の平行なガイドレールとを備え、ガイドロール終端が梱包箱の直上部まで延長されていることを特徴とする、整列治具。
(もっと読む)
容器キャリア
【課題】4本の位置決め部材12で容器4を支持して搬送する容器キャリア2を、異なるサイズの容器4に兼用できるように、位置決め部材12を半径方向に移動させた後それ以上移動しないようにロックする。
【解決手段】支持部材8に形成された4本の半径方向のガイド溝8aに、4個の位置決め部材12が嵌合されて半径方向に移動可能であり、支持部材の下面に配置されたカム部材6に形成された4本の螺旋状のカム溝6aに、各位置決め部材の下面に設けた突起12aが係合しているので、支持部材とカム部材を相対回転させると位置決め部材が半径方向に移動する。支持部材に下面にマグネットピン16よりも深いピン収容孔8bが、カム部材の上面にピン16よりも浅い複数のピン挿入孔6bが形成されている。マグネット30bによりピン16を持ち上げると支持部材とカム部材が相対回転できる。
(もっと読む)
袋箱詰め方法及び装置
【課題】既に収められた袋束が倒れないような状態で新たな袋束を箱体内に詰めることができるような袋箱詰め方法及び装置を提供することである。
【解決手段】底面101及び底面101を囲む側面(103a、103b、103c、103d)を有して底面101に対向する前面102が開口する箱体100に複数の袋からなる袋束10を順次詰めていく袋箱詰め装置であって、箱体100をその底面101が水平方向に対して所定角度だけ傾くように支持する箱体支持機構400と、箱体支持機構400によって傾くように支持された箱体100の底面101を背にして前記開口する前面102を通して袋束10を袋面が重ね合わされるように順次積み上げていく袋束積み上げ機構300とを有する構成となる。
(もっと読む)
容器整列装置
【解決手段】 容器整列装置1は、パレットP上から順次一層分の容器2を排出するバルクデパレタイザ4と、一層分の容器2の配列状態を検出する検出手段26とを備えている。
容器2が正常な配列状態の時には、容器2はバルクデパレタイザ4によって吊り下げ整列装置5へ受け渡され、該整列装置5によって一列に整列される。他方、容器2が異常な配列状態の時には、容器2は排出テーブル13上へ放置され、その後、導入コンベヤ53を介して整列コンベヤ装置6へ受け渡された後に、該整列コンベヤ装置6によって一列に整列される。
【効果】 一層分の容器2の配列状態が乱れていても、それらを廃棄することなく一列に整列することができる。
(もっと読む)
商品の自動段積包装装置
【課題】商品の充填工程等の各工程に所要時間を勘案して、各工程の稼動適正化を図り、自動段積包装の高速化を図る。
【解決手段】商品の充填列個数幅W以上の間隔Yをあけて、商品の商品集積搬送路C、Dが平行に設けられ、それぞれの商品集積搬送路C、Dには、商品段積み装置及び先端部には段積みされた商品Sを商品集積搬送路C、Dの内側中央位置へ交互にスライドさせられるスライドテーブルG、Hが設けられ、前方には包装資材Pの搬送路Jが設けられ、後方には該スライドテーブルG、H上に支持された商品を前記包装資材P中に充填する商品充填装置Kが設けられてなり、好ましくは、前記商品Gの充填列個数幅Wが前記包装資材Pの2ケース分であり、それぞれの商品集積搬送路C、Dに商品交互倒立装置Lが設けられ、前記包装資材Pが成形中途過程にある段ボールシートであることを特徴とする商品の自動段積包装装置。
(もっと読む)
ねじ付容器の印刷装置
【課題】マンドレルの操作に用いるサーボモータの数を減少させたねじ付容器の印刷装置を提供する。
【解決手段】ねじ付チューブ11を保持するマンドレル12と、そのマンドレル12を保持するターンテーブル13と、そのターンテーブルに取り付けられたエンコーダ14と、定速回転する円筒状のブランケット胴15と、そのブランケット胴の外面に取り付けられたブランケット16と、チューブのねじ切り始めを撮影し、その位置情報を検出するカメラ17、カメラコントローラ17aと、マンドレルを軸方向に回転させるサーボモータ21と、このサーボモータの回転速度を操作するサーボコントローラ19とからなる印刷装置10。サーボコントローラは、ターンテーブルが間欠移動するときに、印刷ステーションでチューブの印刷部位の始点と、ブランケットの始点とが当接するように操作し、その後、チューブをブランケットの回転と同期するように操作する。
(もっと読む)
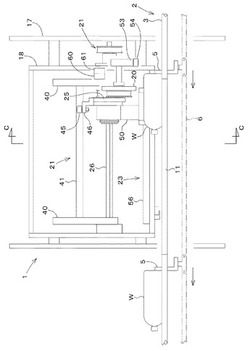
容器計数装置
【課題】高速化が容易に図れるとともに、筒状容器の所定個数が正確に計数分離することができる容器計数装置を提供する。
【解決手段】筒状容器Wのフランジ部が咬合可能な螺旋溝53aが形成された3個のスクリュー軸53を備え、その螺旋溝53aは、リード量が漸増してなる漸増部と、この漸増部の下流側に形成され均一なリード量の均一部とを有してなり、筒状容器Wを分離するフィンガ75は、前記均一部に達した区間内で上昇するように構成し、上流側から搬送された筒状容器Wが所定個数に達した時期に、フィンガ75をスクリュー軸53により搬送される筒状容器Wと並走させるとともに、フィンガ75を上昇させて、所定個数の筒状容器群を後続の筒状容器Wから分離して下流工程へ送出するようにしたものである。
(もっと読む)
ボトルの把手組付装置
【課題】 ブロー成形ボトルの把手取付用凹部に把手を確実かつ効率良く組み付け可能な把手組付装置を提案すること。
【解決手段】把手組付装置50は、二軸延伸ブロー成形機40から受け取ったボトル1を、位置決め部60に送り込み、各ボトル1の送りピッチおよび向きを揃える。送りピッチおよび向きが揃ったボトル1を、ボトル送り機構170によって、空気漏れ検査部80、把手挿入部100、把手固定部120、および不良ボトル排出部140を経由して、把手付きボトル取り出し部56に送り出す。把手10の取付不良の発生を抑制でき、効率良く把手組付動作を行うことができる。
(もっと読む)
包装材からなるボビンの取扱操作装置
ボビンとして存在するウェブ状包装材を機械、すなわち包装機に供給するために、ガントリー16を有するボビン貯蔵部15が設置され、このボビン貯蔵部内でボビン10〜13がパレット14上に用意されている。屈曲アーム27を備えたガントリーロボット20が必要に応じて、ガントリー16の外に配置された巻付け装置29〜32にボビン10〜13を受け渡す。この巻付け装置から、材料ウェブが反対側に向かってガントリー16の縦方向に対して平行な方向に消費機械まで搬送される。 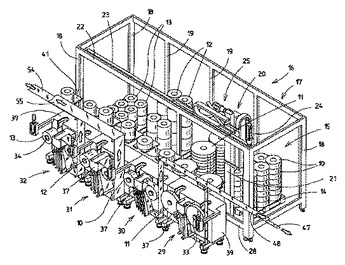 (もっと読む)
(もっと読む)
コンテナ詰め込み装置
本発明の詰め込み装置は、層状積重ねステーション(A)、詰め込みステーション(B)、フォルダ・グルア(1)を出た箱を運搬し、これらを層状積重ねステーション(A)から送り経路(Ta)に沿って詰め込みステーション(B)に向けて送るよう設計された第1の箱コンベヤ(3)、サンプル採取ステーション(C)、取り出しステーション(D)、及び第1の箱コンベヤ(3)によって送られた箱を運搬し、これらをサンプル採取ステーション(C)から移送経路(Tt)に沿って取り出しステーション(D)に向けて移送するよう設計された第2の箱コンベヤ(10)を有する。 (もっと読む)
回転計量装置
【課題】 硬い鍔をもつ容器の鍔同士が計量中に接触するのを防止することで、容器同士の間隔を広げなくても計量を正確に行える回転計量装置を提供する。
【解決手段】 鍔付きの容器Mを載せた複数の計量ユニット10を回転手段によって回転させながら前記容器および/または内容物の計量を行う回転計量装置に関する。前記各計量ユニット10は、前記容器Mを載せるためのテーブル11と、前記テーブル11上に容器Mを保持する容器保持手段20と、前記テーブル11および容器保持手段20が負荷された計量器とを含み、前記テーブル11に前記容器Mが搬入される搬入側の近傍の外側に、前記テーブル11上の容器Mの外周面に接触して前記容器Mを鉛直軸線Moまわりに回転させる接触手段15を更に備えている。
(もっと読む)
商品の自動段積包装装置
【課題】高速化と装置の簡素化を図った自動段積包装装置を提供する。
【解決手段】複数の商品搬送路A、Bが平行に設けられ、搬送路A、Bの外側の搬送路Aの先端部が、内側に位置した商品搬送路Bの先端部より商品Gの充填列個数分延長させ、商品搬送路A、Bの先端部に直交させて充填列個数の商品の集積路C、Dが設けられ、搬送路A、Bを挟んだそれぞれの商品の集積路C、Dと反対側には、搬送路A、Bの先端部に供給された前記充填列個数の商品Gを商品の集積路C、Dに供給する一括供給部5a、5bが設けられ、商品の集積路C、Dの先端部に直交させて包装資材Pの搬送路15が設けられ、商品の集積路C、Dの先端部から包装資材Pの搬送路15の上方には商品の集積路C、Dの先端部に供給された一段分の商品Gに吸着し、包装資材Pの搬送路15の上方へ移送し、吸着を解除して搬送路15に供給され包装資材P中に充填する商品重点装置16が設けられる。
(もっと読む)
農産物箱詰用包装資材の供給装置および農産物の箱詰装置
【課題】農産物の箱詰の際に、トレイパックと緩衝シートを供給するのに一つの動作を行うと退避位置まで戻り、次の動作指令を待つというシーケンスでは休止時間が多くなるという問題があった。
【解決手段】受渡空間25内において、箱詰ロボット30の吸着式移載機構33の移動領域を仮想受渡位置25Aよりも上方とし、中仕切27及びトレイパック26を仮想受渡位置25Aに移動させる中仕切搬送装置36及びトレイパック取出吸着パッド34Eの移動領域を仮想受渡位置25Aよりも下方とし、吸着式移載機構33と中仕切搬送装置36及びトレイパック取出吸着パッド34Eが干渉しないようにした。
(もっと読む)
1 - 20 / 22
[ Back to top ]