
Fターム[3E054CA08]の内容
包装位置への供給−物品の供給 (7,769) | 繰出し手段 (399) | コンベア (274)
Fターム[3E054CA08]の下位に属するFターム
回転コンベア (59)
Fターム[3E054CA08]に分類される特許
141 - 160 / 215
球形状農産物の定数排出装置
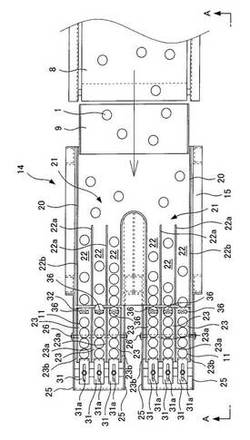
【課題】装置の大型化を招くことなく複数の貯留レーンを設けることができ、キンカンなどの球形状農産物を所定個数ずつ排出できる定数排出装置の提供。
【解決手段】振動コンベア14で搬送されるキンカン1を傾斜姿勢の傾動台11に設けた複数の貯留レーン23に送り込む。貯留レーン23に送り込まれた先頭のキンカン1はホッパー30に取り付けられたストッパー31に当接し、後続するキンカン1が貯留される。エアーシリンダー装置27を駆動して傾動台11を更に傾斜させると、傾動台11の後端に設けたシャッター32が振動コンベア14の搬送先端を塞ぎ、またストッパー31から先頭のキンカン1が外れて貯留していた全てのキンカンを落下排出させる。
(もっと読む)
フラップ開口装置およびこれを備えた箱詰め装置

【課題】段ボール箱のフラップを開口した状態に確実に保持して、箱詰め工程における歩留まりを上げることができるフラップ開口装置およびこれを備えた箱詰め装置を提供する。
【解決手段】箱詰め装置1においては、上部フラップ保持部82が、上面フラップYaを内面側から係止している。また、ガイド部材83は、左右側面フラップYb・Ycを内面側から係止している。また、ツメ部71が定位置に固定配置されており、第1搬送機構61が、ツメ部71が段ボール箱Yのフラップを開口できる位置まで段ボール箱Yを搬送する。
(もっと読む)
包装装置
【課題】装置をコンパクト化すると共に、包装サイクルの短縮化を図るようにした。
【解決手段】物品搬送手段18の上流側に、一端がエンドシールされた筒状フィルム16a中に向けて物品20を押送する物品供給機構22が配設される。物品供給機構22は、物品押送方向に沿って進退動可能な移動部材46に、押送部材40が連結されて該押送部材40を物品押送方向に沿って進退動するエアシリンダ66が一体的に移動するよう配設される。移動部材46は、サーボモータ54によりボールネジ48のネジ軸50を正逆回転することで、物品押送方向に進退動する。そして、サーボモータ54およびエアシリンダ66を作動して押送部材40を前進移動することで、物品20は筒状フィルム16a中に押送される。
(もっと読む)
瓶整列装置及び瓶自動収納方法
【課題】瓶の収納ケースへの収納を効率良く行なう。
【解決手段】支持台7上に設けた2つの瓶取出位置7a,7bの間に1列の瓶1を搬入する搬入コンベア8と、搬入された1列のの瓶1を係止する係止部材10と、各瓶取出位置7a,7bにおいて搬入コンベア8と直角方向に配設された複数の固定ガイド14a,14bと、固定ガイド14a,14bと直角方向に配設され、各瓶取出位置7a,7bにおいて固定ガイド14a,14bと平行な方向に移動可能な複数のスライドガイド15とから瓶整列装置を構成し、スライドガイド15の押圧移動により複数列の瓶1をスライドガイド15と固定ガイド14a,14bとにより各瓶取出位置7a,7bに交互に整列させ、整列された複数の瓶1を敏把持装置により一括把持し、一括移動し、収納ケース20に一括収納する。
(もっと読む)
搬送装置およびこれを備えた箱詰め装置
【課題】整列不良の物品の束を下流工程に受け渡すことを回避して全体工程における効率化に寄与することが可能な搬送装置およびこれを備えた箱詰め装置を提供する。
【解決手段】箱詰め装置1は、第1バケット41と、第2バケット42と、背板44a,44bとをそれぞれ独立して駆動するように構成された、いわゆるトリプルループ構成において、検知部48が、商品Xの束の整列状態が不良であることを検知すると、制御部49が、商品Xの束を排出位置Rよりも下流側に設けられた排出部60まで搬送するように第1〜第3駆動モータM1〜M3を制御し、また、第1横送り機構51が作動しないように制御している。
(もっと読む)
箱詰め装置
【課題】複数の収容個数の物品が並置された状態で整列コンベアに供給される場合において、収容個数の物品がそれぞれ収容部内の所定の位置に収容された状態を検出することができる箱詰め装置を提供する。
【解決手段】反転部16Eにおける一連の仕切板10の延伸端を結んで形成される円弧Mよりも外周側において収容位置Rにおける接線方向に延びる検出用光路L1,L2が複数水平方向に並列するようにして配設されている複数の遮光形検出器2A,2B,3A,3Bと、遮光形検出器2A,2B,3A,3Bの検出信号に基づいて無端軌道16を制御する制御装置と、を有する。
(もっと読む)
物品移載装置
【課題】バケットコンベアのバケットに個別保持された物品を複数個ずつ押し出して次工程へ送り出すに際し、次の作業がやりやすい形に物品をまとめられるようにする。
【解決手段】バケットコンベア10の複数のバケット11に個別保持された複数の物品2は、第1押し出し装置30により中間保持部20の物品受入部21に押し出される。中間保持部20には押し出しバー41が配置されており、押し出しバー41は第2押し出し装置40により、物品受入部21における物品2のオーバーランを止める第1位置から物品受入部21内の物品2の背後に回り込む第2位置へ、さらに物品2を物品受入部21から移載チャック120への受け渡し箇所へと押し出す第3位置へと順次変位せしめられる。
中間保持部20と受け渡し箇所の間には、中間保持部20から押し出された複数の物品2を密集状態にするテーパ状ガイド23が設けられている。
(もっと読む)
物品の振り分け装置
【課題】搬送経路における上流側の搬送手段で搬送された物品を下流側の複数の搬送手段に振り分けることができるとともに、後工程における作業性を向上させることができる物品の振り分け装置を提供する。
【解決手段】供給された物品Wを搬送する第1搬送手段1と、該第1搬送手段1より搬送経路の下流側に配設された第2搬送手段2,3と、第1搬送手段1で搬送された物品Wを受けて搬送しつつ、その物品Wを第2搬送手段2,3のうち任意選択されたものに対して振り分ける振り分け手段4とを具備した物品の振り分け装置において、振り分け手段4は、第1搬送手段1から受けた物品Wをその搬送方向に対する向きを保持しつつ搬送して第2搬送手段2、3に振り分けるものである。
(もっと読む)
装荷回転式コンベヤを有する包装システム
包装システム(10)は、装荷回転式コンベヤ(60)の2つのサイドを利用し、該包装システムの高さおよび設置面積の両方を減少する。質量および慣性も減少し、より早い動作速度を可能とする。該装荷回転式コンベヤは、開放されたカートン(C)を第1のサイド(8)で受け取り、第2のサイド(9)の製品グループ(B)の上に、それらを下げる。  (もっと読む)
(もっと読む)
農産物供給装置
【課題】第1のコンベアから仕分け排出された農産物が第2のコンベアに落下するときに、農産物に衝撃が加わるのを防止する。
【解決手段】第1のコンベア1と、この第1のコンベアの下方に設置された第2のコンベア2との間に配置され、前記第1のコンベア1から落下排出された農産物を一時的に貯留した後に前記第2のコンベア2に落下排出する農産物供給装置であって、前記第1のコンベア1から落下排出された農産物を貯留する貯留状態と該貯留した農産物を落下排出する排出状態とに切替可能な貯留部41と、前記貯留部から落下排出された農産物に当接した際に開拡するスリット部46cが形成された緩衝シート体46と、を有することを特徴とする農産物供給装置。
(もっと読む)
ケーサー
【課題】グリッパー等の把持装置を大きく上下に移動させる必要はなく、把持装置を保持している部材のスパンが短くなり、揺れが小さく停止精度も良くなる。また、装置全高は容器の把持装置高さとほぼ同じ程度となりコンパクトで操作性がよく、威圧感のない装置であり、しかも低コストであるケーサーを提供する。
【解決手段】集積部に規定数(1ケース分、又は1段分)集積された容器を把持してケーシング部まで移動し待機させ、ケーシング部下部で待機しているケースを上昇させることにより該容器を該ケースに挿入し、その後把持を開放してケース側に容器を移行し、収納された該容器と該ケースを下降させてケーシングを行う。
(もっと読む)
ボトルの把手組付装置
【課題】 ブロー成形ボトルの把手取付用凹部に把手を確実かつ効率良く組み付け可能な把手組付装置を提案すること。
【解決手段】把手組付装置50は、二軸延伸ブロー成形機40から受け取ったボトル1を、位置決め部60に送り込み、各ボトル1の送りピッチおよび向きを揃える。送りピッチおよび向きが揃ったボトル1を、ボトル送り機構170によって、空気漏れ検査部80、把手挿入部100、把手固定部120、および不良ボトル排出部140を経由して、把手付きボトル取り出し部56に送り出す。把手10の取付不良の発生を抑制でき、効率良く把手組付動作を行うことができる。
(もっと読む)
コンベア駆動制御装置
【課題】アキュームコンベアから多列コンベアに供給する、単位時間当たりの容器の供給量を一定にする。
【解決手段】フィラ・キャパからランダム状態で送り出された複数列の容器は、アキュームコンベア部110,多列コンベア部120,コンバイナ130により搬送され次第に列幅が狭められて直列の一列状態となり、単列コンベア群140を通ってラベラ20に送られる。アキュームコンベア112上の撮影領域Sを撮影カメラ210にて撮影し、画像処理演算することにより、撮影領域Sに存在する容器本数、更には計測領域K(=2×S)に存在する容器群の本数を演算する。各容器群が、アキュームコンベア112から多列コンベア121に搬出される際には、容器本数が多いときにはアキュームコンベア速度を減速し、容器本数が少ないときにはアキュームコンベア速度を増速する。これにより多列コンベア121に搬出される、単位時間当たりの容器の数が均一になる。
(もっと読む)
シート束搬送システム
【課題】シート束に生じた束ずれによって包装不良が生じるのを防止でき、しかも、タクトタイムを大きく延長することなく、高い歩留まりを達成できるシート束搬送システムの提供。
【解決手段】所定の方向に搬送されるシート束の所定方向に沿った寸法を測定する寸法測定部と、前記寸法測定部において前記シート束を測定した測定寸法と予め定められた基準寸法とを比較し、前記測定寸法と基準寸法との差に基づき、前記シート束について、良品、要修正品、不良品の何れに属するかを判定する判定部とを有するシート束搬送システム。
(もっと読む)
柔軟ワークのワーク誘導装置
【課題】生地製品などの柔軟ワークWを包装する場合に、柔軟ワークWの折り姿の大きさや包装材の形状、或いはそれらの向きなどを種々に変更することに対応でき、しかもそれらの対応が簡単に行えるようにする。
【解決手段】動作のオンオフ切替に基づいて柔軟ワークWを支持した状態での水平旋回によるターンの可否を選択できるターンテーブル3と、このターンテーブル3上の柔軟ワークWを後押しして包装工程へ押し込むプッシャー4と、ターンテーブル3から包装工程へ向けて押し込まれる柔軟ワークWの左右両側及び上部を規制するガイド5とを有し、ターンテーブル3の上方にはターン中の柔軟ワークWの略中央部に押下ピン27を押しつけ可能にした位置保持手段6が設けられている。
(もっと読む)
幅寄せコンベア及び整列装置
【課題】搬送直交方向に所定の間隔を空けて進入する一組の農産物を迅速に幅寄せできる幅寄せコンベアを提供する。
【解決手段】 搬送直交方向に所定の間隔を空けて進入する一組の農産物を幅寄せする幅寄せコンベア(4)であって、搬送方向左側に配置される第1のローラ群(42)と右側に配置される第2のローラ群(41)とを有し、前記第1及び第2のローラ群を構成する各ローラの回転軸は、コンベア側方側に向かって搬送方向下流に傾斜していることを特徴とする幅寄せコンベア。
(もっと読む)
箱詰め装置
【課題】積層冊子1などの物品を自動的に箱詰めする。
【解決手段】第1駆動機構6によって垂直部材2,3および爪5が垂直移動し、各垂直部材間において、第2駆動機構によって各爪が突出し、物品が各爪に係合し、支持され、第3駆動機構13,14によって各垂直部材が水平移動し、その間隔が減少し、物品が各垂直部材間に挟まれ、第3駆動機構17によってプッシャ12が下降し、プッシャが物品に押し付けられ、垂直部材およびプッシャによって物品が押し曲げられる。その後、第1駆動機構によって垂直部材、爪および物品が下降し、垂直部材、爪および物品が箱19に挿入される。
(もっと読む)
自動充填装置における被包装物のストック装置
【課題】前工程又は後工程において一時的なトラブルが発生したときに包装ラインの運転停止を回避可能な自動充填装置における被包装物のストック装置を提供すること。
【解決手段】複数のコンベヤローラ18をモータ装置により駆動回転させるローラコンベヤ手段15と、フレームに立設された一対のガイドバーに摺動自由に支持されたスライド部材27を昇降自在とする駆動機構とからなり、スライド部材には、ストックする被包装物を載せる複数の支持杆29がコンベヤローラとコンベヤローラとの間に生ずる空間部を通過可能にフォーク状に配列され、かつ、これらの支持杆を一組とする所定数の支持部28を所定間隔をおいて縦方向に配設し、スライド部材の上昇によりコンベヤローラ上の被包装物を支持部にストックさせ、他方、スライド部材の下降により支持部にストックした被包装物をコンベヤローラ上に載置しローラコンベヤ手段によって後工程へ供給する。
(もっと読む)
グルーピング装置
【解決手段】 第1グルーピング機構6は、搬送コンベヤ2上に係合ピン14を突出させて包装品5に当接させることで、包装品5の移動速度を規制するようになっている。係合ピン14は、搬送方向後方側へ突出する突出部14Aと、その隣接下方側に位置する空間である逃げ部14Bを備えている。包装品5は、開口部4Aが前方となるようにして搬送コンベヤ2によって搬送されるようになっている。
係合ピン14の突出部14Aが包装品5の開口部4Aを介して缶3に当接して包装品5の移動速度を規制するが、その際、包装品5の包装材4の前端4Bは逃げ部14B内に位置して係合ピン14と当接しない。
【効果】 包装材4の前端4Bを損傷させることなく包装品5を所定数にグルーピングすることができる。
(もっと読む)
コンテナ詰め込み装置
本発明の詰め込み装置は、層状積重ねステーション(A)、詰め込みステーション(B)、フォルダ・グルア(1)を出た箱を運搬し、これらを層状積重ねステーション(A)から送り経路(Ta)に沿って詰め込みステーション(B)に向けて送るよう設計された第1の箱コンベヤ(3)、サンプル採取ステーション(C)、取り出しステーション(D)、及び第1の箱コンベヤ(3)によって送られた箱を運搬し、これらをサンプル採取ステーション(C)から移送経路(Tt)に沿って取り出しステーション(D)に向けて移送するよう設計された第2の箱コンベヤ(10)を有する。 (もっと読む)
141 - 160 / 215
[ Back to top ]