
Fターム[3E054CA08]の内容
包装位置への供給−物品の供給 (7,769) | 繰出し手段 (399) | コンベア (274)
Fターム[3E054CA08]の下位に属するFターム
回転コンベア (59)
Fターム[3E054CA08]に分類される特許
101 - 120 / 215
装填装置

【課題】パッケージング設計における保護と安全性の目的を達成するために、パッケージを適切かつ効率的に組み立てる。
【解決手段】ブリスターカード14をスリーブ18に装填する装填装置10は、ブリスターカードの山を受け取るブリスターカード収納部12と、スリーブ18の山を受け取るスリーブ収納部16とを備えている。装填コンベヤ22は、ブリスターカード14をスリーブ18に装填するために、経路P1に沿ってラグ24を移動する。ブリスターカード14がスリーブ18に装填されるとき、ゲート26は、装填位置でスリーブ18を放出可能に保持する。また、装填装置10は、スリーブ収納部16へスリーブ18を装填するのを容易にするホッパー27と、ブリスターカード14が適切にスリーブ18に装填されたか否かを確認するセンサとを備えている。
(もっと読む)
袋箱詰め方法及び装置

【課題】既に収められた袋束が倒れないような状態で新たな袋束を箱体内に詰めることができるような袋箱詰め方法及び装置を提供することである。
【解決手段】底面101及び底面101を囲む側面(103a、103b、103c、103d)を有して底面101に対向する前面102が開口する箱体100に複数の袋からなる袋束10を順次詰めていく袋箱詰め装置であって、箱体100をその底面101が水平方向に対して所定角度だけ傾くように支持する箱体支持機構400と、箱体支持機構400によって傾くように支持された箱体100の底面101を背にして前記開口する前面102を通して袋束10を袋面が重ね合わされるように順次積み上げていく袋束積み上げ機構300とを有する構成となる。
(もっと読む)
箱詰め装置
【課題】定量カット精度に優れ、適量の物品を高速かつ連続的に箱詰めできる箱詰め装置を提供する。
【解決手段】箱詰め装置200は、複数の物品Mを複数列に整列させて供給する供給部21〜nと、供給部21〜nの各列に対応して配され、各列から排出された物品の重量を測定する複数の計量部71〜nと、各計量部71〜nにより計量される物品Mの重量が所定の単重量範囲内か否かを判定する制御部150と、各計量部71〜nに対応して配され、制御部150による判定結果に基づいて単重量範囲外の物品Mを排除するように、物品Mを振り分ける複数の振分部91〜nと、各振分部91〜nに対応して配され、単重量範囲内として振り分けられた物品Mの通過を開閉により調整する複数のカットゲート111〜nと、各カットゲート111〜nを通過した物品Mを集合させて収納箱13に投入する投入部12と、を備える。
(もっと読む)
卵の処理装置の充填本体部
【課題】 単列コンベアから放出された所定個数の卵を移載装置の卵収容座で受け止める際に、隣接する卵同士の衝突を防止することのできる卵の処理装置の充填本体部を提供する。
【解決手段】 分配コンベア10(単列コンベア)の卵Eを把持する把持部材11〜15のピッチP1と、移載装置20が具備する卵収容座21〜25のピッチP2との関係をP1<P2とし、前記分配コンベア10を所定の搬送速度で駆動させて、当該分配コンベア10により搬送される所定個数(例えば、5個)の卵E1〜卵E5の、最上流側の卵E5から順に直近下流側の残りの卵Eを所定時間ずつ遅延させて順次放出するよう構成した。
(もっと読む)
箱詰め装置
【課題】棒状体2を容器3に詰める箱詰め装置1において、設置面積の拡大を必要とせず、かつ低コストで、棒状体2の傷みやすさや詰込み状態の嵩高のようなバラ詰み方式の欠点を抑制する。
【解決手段】箱詰め装置1は、箱詰め位置5にて容器3の左端が右端よりも上方に配されるように容器3を水平方向に対して傾斜させる容器傾斜手段22を備える。これにより、傾斜した容器3に棒状体2が順次に供給されると、棒状体2は自重により容器3内を転がり、右下から左上に順次規則的に層状に詰まれていく。この結果、棒状体2が傷付いたり詰込み状態が嵩高になったりするのを抑制できる。また、容器傾斜手段22は、空気圧シリンダ26で容器3の一端を押し上げること等により簡便に構成できるので、設置面積を拡大することなく安価に設けることができる。
(もっと読む)
缶体の整列搬送用ガイド装置および整列搬送装置
【課題】缶体搬送コンベヤのガイド部材間に缶体を変形させることなく集積整列させることができる缶体の整列搬送装置を提供する。
【解決手段】缶体供給コンベヤの一側に缶体搬送コンベヤを並列し、その缶体供給コンベヤと缶体搬送コンベヤに跨るように配置された整列ガイドに缶体供給コンベヤによって搬送される複列の缶体Aの各列の缶体Aを缶体搬送コンベヤの搬送面上に搬送方向に等間隔に設けられたガイド部材間に誘導する複数の案内路を設け、各案内路の一側部に一方向に回転して必要数の缶体Aをガイド部材間に送り込む送りホィール30を設ける。送りホィール30を、上部送りホィール32と下部送りホィール33とで形成し、その上部送りホィール32により缶体Aの強度の高い上側折曲げ部bを受け止めて送り出すと共に、下部送りホィール33により缶体Aの強度の高い下側折曲げ部cを受け止めて送り出すようにして、缶体Aが変形するのを防止する。
(もっと読む)
商品の自動段積包装装置
【課題】商品の充填工程等の各工程に所要時間を勘案して、各工程の稼動適正化を図り、自動段積包装の高速化を図る。
【解決手段】商品の充填列個数幅W以上の間隔Yをあけて、商品の商品集積搬送路C、Dが平行に設けられ、それぞれの商品集積搬送路C、Dには、商品段積み装置及び先端部には段積みされた商品Sを商品集積搬送路C、Dの内側中央位置へ交互にスライドさせられるスライドテーブルG、Hが設けられ、前方には包装資材Pの搬送路Jが設けられ、後方には該スライドテーブルG、H上に支持された商品を前記包装資材P中に充填する商品充填装置Kが設けられてなり、好ましくは、前記商品Gの充填列個数幅Wが前記包装資材Pの2ケース分であり、それぞれの商品集積搬送路C、Dに商品交互倒立装置Lが設けられ、前記包装資材Pが成形中途過程にある段ボールシートであることを特徴とする商品の自動段積包装装置。
(もっと読む)
物品移送装置
【解決手段】 ケーサ3を構成するロボット6の作業ヘッド32は、X方向に移動する12本のステー42と、Y方向に移動する3本のシャフト43とが交差する位置に連結されるとともにグリッパ33を保持する36個の保持部材35とを備えている。
上記ステーはX方向パンタグラフ機構48によって移動し、該X方向パンタグラフ機構を構成する第4〜第8支軸56d〜56hには、リンク部材55の端部同士を同一軸上で回転するように保持する同軸状態(a)と、これを離隔させた位置で回転するように保持する異軸状態(b)とに切換える第1〜第5連結手段57a〜57eが設けられている。
この連結手段により、同軸状態とした際における隣接するグリッパの間隔と、異軸状態とした際における隣接するグリッパの間隔とを異ならせることができる。
【効果】 グリッパの間隔を任意に変更することができ、多彩な収納パターンに対応することができる。
(もっと読む)
真空包装機への肉部位の包装供給方法及びその装置
【課題】制御器による演算によって、肉部位の長さ数値(A)をやや大きめに設定し、同部位を、包袋の底面に押し付けないように調整して、押し付け圧による部位の捩れ包装を防止する。
【解決手段】配置した包袋10の長さ数値(B)は予め電子的にインプットすることで制御器が記憶する。そこでこの記録信号に基づき、嘴型ホッパーで拡張した包袋10を、その設置位置(C)から仮シーラ64の原点位置(E)まで移動(D)させ、ほぼ同時に押し込み盤21は部位40を追跡状態で包袋10に押し入れる。この場合、部位の長さ数値が制御器から発信されると、その発信信号を受けて押し込み盤21はその原点(F)から<G>に相当する距離を移動して部位を包袋に押し入れる。つまり<G>なる値は、前記の原点(F)から仮シーラの原点(E)までの距離(H)に、包袋の長さ(B)を加算し、その値から、部位の長さ(A)を減算した演算数値である。
(もっと読む)
集積物品のケース投入装置
【課題】 簡素な構成により、薄板状物品をスムースにケースに投入すること。
【解決手段】 集積物品のケース投入装置100であって、把持装置40により把持されて集積された複数の薄板状物品1をケース2に投入するに際し、ケース2の投入部2Cを拡開する拡開ガイド43(拡開手段)を該把持装置40に備えるもの。
(もっと読む)
箱詰機
【課題】缶詰、瓶詰等の物品を段ボール箱等の箱に詰める作業を自動化した箱詰機を提供する。
【解決手段】整列された複数の物品23を周囲から支える支持装置21と、空気の注入により膨張可能なチューブの両端をそれぞれ支持体に密嵌して取り付け、該支持体にはチューブ内へ空気を注入するための空気通路を備えさせてなるつかみ装置25とを備え、当該複数の物品を該支持装置により周囲から支えさせると共に該物品と物品との間の隙間に前記つかみ装置におけるチューブを挿入し該チューブを膨張させることにより該物品を該支持装置とつかみ装置とにより保持させた状態で、該支持装置とつかみ装置とを移動させて箱27内に該物品を詰めるようにしたことを特徴とする箱詰機。
(もっと読む)
移送路に沿うパッケージのグループ分けユニットおよび方法
移送路(T)に沿ってパッケージ(2)をグループ分けするためのユニット(1)が記載されており、このユニットは、移送路(T)に平行な長手方向の複数の列として配置されたパッケージ(2)のグループ(3)を受取る入口ステーション(5)と、移送路(T)を横切る方向の少なくとも1列の列としてパッケージ(2)を整列させるために、各々のグループ(3)のパッケージ(2)と相互作用する整列手段(45,46;62)を有している。このユニット(1)は回転装置(60)を有しており、この回転装置は、整列手段(45,46;62)が各々のグループ(3)のパッケージ(2)に相互作用した後、各々のグループ(3)のパッケージ(2)を所定の角度だけ移送路(T)を横切る方向(A)の回りに回転させるために、選択的に作動される。 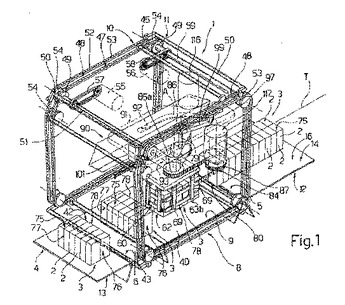 (もっと読む)
(もっと読む)
肉部位の真空包装方法及びその装置
【課題】豚肉は5種類の部位で成り立つが、この内の小型の2種類の部位をまとめて1種類とし、総計4種類の部位を4本のコンベヤラインで搬送して真空包装する場合の、前記小型2種類の部位の、一体化による能率低下を改善する。
【解決手段】前記小型2種類の部位を搬送する第4コンベヤラインにおいて、移送中の前後の部位の間隔を遅延検出センサーで検出し、移送中の前位の部位に対する後位の部位の遅れを、高速運搬付加手段でもって加速修正して両部位を一体化して包袋に送り込み、他の3種類の部位の包装能率に対する遅れを少なくする。
(もっと読む)
横型製袋充填機の物品供給装置
【課題】物品が直接接触する送りコンベヤを、フィルムや製袋手段を脱着することなく外部に移動して、メンテナンスを容易に行なう。
【解決手段】機枠に配設した固定ガイド28,28に、移動手段22が前後方向にスライド自在に配設される。移動手段22の第2スライダ34,34に配設した基台36に、昇降体38が昇降自在に配設される。昇降体38に、送りコンベヤ18が着脱自在に配設される。昇降体38をエアシリンダ56で昇降動することで、送りコンベヤ18は、空所に臨んで供給コンベヤ12から供給される物品Wを筒状フィルムF中に移送可能な物品搬送位置と、それより下方に離間した降下位置との間を昇降動する。降下位置の送りコンベヤ18は、操作ハンドル46を把持して手前側に引張ることで、製袋手段10の一側方となる手前側の外部側方に離間した引出し位置に引出される。
(もっと読む)
シート状被包装物の供給機構
【課題】四方シール包装機の上下の帯状フィルム間にシート状被包装物を確実に所定の姿勢・位置に供給しつつ高速運転化を図ることができ、小型化も図れるシート状被包装物の供給機構を提供する。
【解決手段】上側及び下側帯状フィルム42,44を上流側コンベア6の搬送終端近傍で水平に案内する上側及び下側受入端ガイド46,48と、下側受入端ガイドと上流側コンベアの搬送終端との間でシート状被包装物wの移載路を形成する渡り部材8と、上流側コンベアの搬送終端に搬送された被包装物の後端に当接して移載路を介して下側帯状フィルム上に供給する押送手段10とを備え、上側受入端ガイドは下側受入端ガイドよりも被包装物の搬送方向長さlよりも若干短い軸間距離l’分だけ下流側にずらされて配置され、押送終了端は上側受入端ガイドよりも被包装物の搬送方向長さl分だけ上流側に設定され、押送速度が下側帯状フィルムの引き出し速度よりも速く設定される。
(もっと読む)
容器の滑り性向上装置及び容器の滑り性向上方法並びに容器
【課題】従来の容器製造ラインや充填ライン等に大幅な技術的変更を加えることなく、簡単な方法で安価に容器の滑り性を向上させることがきる容器の滑り性向上装置及び滑り製向上方法、並びに容器を得る。
【解決手段】ラインコンベアに沿ってフッ素化合物転移媒体としてフッ素樹脂板3を配置し、ボトルbを搬送中にフッ素樹脂板に少なくとも2回転以上接触回転させることにより、容器表面にフッ素化合物の微粒子が転移付着し、容器同士又は容器とガイドとの滑り性が向上した容器を得ることができる。
(もっと読む)
集積装置
【課題】 コンパクトで高速処理が可能であり、高密度に安定して包装物を集積できる集積装置を提供する。
【解決手段】 搬送機構3による包装物1の搬送方向に沿った複数箇所に定ピッチPでプッシャー4a〜4jを配置する。このプッシャー4a〜4jは、エアシリンダ51で搬送面34に対して突出・退入可能とし、かつ水平駆動機構52で搬送方向に同期移動可能に構成する。搬送面上に平置きされた包装物1をプッシャー4a〜4jで押し上げて傾斜姿勢に変換した後、プッシャーを搬送方向に同期移動させて前記ピッチPを縮小し、包装物1を集積する。
(もっと読む)
被搬送物の移載装置及び被搬送物の移載システム
【課題】製造ラインを複数列で搬送される複数の被搬送物(ワーク)が連続しないで抜けが生じて搬送されても、このワークを移載したラインでは、ワークが抜けることなくすべて積載された状態で搬送することができるようにした被搬送物の移載装置を提供する。
【解決手段】搬送ラインLの下流端から各列上のワークWを個々に搬送するリードコンベア10aを並列したリード搬送手段10と、リードコンベア10aと第1のラインX又は第2のラインYとに架け渡される第1、第2のシフトコンベア20x,20yを有し、少なくとも1本のリードコンベア10aに共通して架け渡される前記第1、第2の両シフトコンベア20x,20yを振分けコンベアとする。各シフトコンベア20x,20yと第1、第2の各ラインX,Yとの間に、ワークWを一旦ストックしてから各ラインX,Y上に落下させる開閉部31を複数段重ねた多段調整手段30が配置されている。
(もっと読む)
箱詰め装置及びそれを用いた箱詰め方法
【課題】複数の外装箱に同時に物品を箱詰め可能であって、かつ、吸着装置と外装箱配置装置とをより簡素に構成することができる箱詰め装置とそれを用いた箱詰め方法を提供する。
【解決手段】2以上の所定数の物品Wを並列させた物品群の状態として配置位置Pに配置する物品配置装置3と、配置位置Pの下方の箱詰め位置Uに所定数の外装箱Cを物品Wの並列方向に並行するようにして配置する外装箱配置装置80と、配置位置Pの上方において並列方向に並行して並ぶ所定数の吸着具14Fを有し、吸着具14Fは相互に並列方向に離隔可能であって、かつ全ての吸着具14Fが配置位置Pを通って昇降可能に構成されている吸着装置14と、配置位置Pの床を開放する開閉装置13と、を有する。
(もっと読む)
農産物の箱詰装置
【課題】製品箱を起立姿勢から水平姿勢に回動させながら農産物を投入する際に、箱詰め高さにバラツキが生じることがある。
【解決手段】農産物供給コンベア110の供給終端部の下方に製品箱載置手段704を設け、載置する製品箱1を水平姿勢の製品箱交換位置と農産物供給コンベア110の供給終端部に入り込む起立姿勢の農産物投入開始位置との間で製品箱回動手段712により製品箱載置手段704を回動可能に駆動し、製品箱1が製品箱交換位置と投入開始位置との間で回動するのにあわせて、製品箱載置手段704を農産物供給コンベア110の供給方向に沿って傾動させることにより、製品箱1内における農産物の投入位置を農産物供給コンベア110の農産物供給方向に沿って移動させるようにした。
(もっと読む)
101 - 120 / 215
[ Back to top ]