
Fターム[3E054CA08]の内容
包装位置への供給−物品の供給 (7,769) | 繰出し手段 (399) | コンベア (274)
Fターム[3E054CA08]の下位に属するFターム
回転コンベア (59)
Fターム[3E054CA08]に分類される特許
21 - 40 / 215
鶏卵整列装置
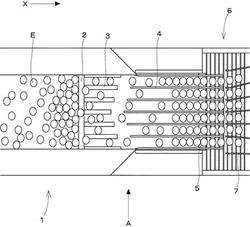
【課題】鶏卵の損傷を防ぎながら、均等な間隔で整列させることができる鶏卵整列装置を提供する。
【解決手段】本発明に係る鶏卵整列装置は、X方向へ鶏卵Eを搬送する搬送部1と、鶏卵Eを搬送部1の幅方向へ分散しながら停留させる停留部2と、停留部2の下流側に隣接し、搬送部1の幅方向に均等な間隔となるように鶏卵Eを案内する案内部3と、案内部3が案内する間隔と同じ間隔で鶏卵Eを整列させる整列仕切部4とを備えている。鶏卵Eは、案内部3によって整列仕切部4の上流側先端に直接接触しないように案内されるので、鶏卵Eの損傷や、整列仕切部4で形成された通路の入り口に鶏卵Eが重なり合って詰まることを防げる。また、鶏卵Eは、停留部2によって搬送部1の幅方向へ分散されるので、整列仕切部4で形成された複数の通路に偏りなく鶏卵Eを整列させることができる。
(もっと読む)
物品箱詰設備及び物品箱詰方法

【課題】本発明は、容器支持手段に支持された容器を他の容器へ入れ替える時であっても、横搬送コンベヤと横搬送コンベヤよりも下流側のコンベヤとの接続部に青果物が溜まることがなく、しかも、物品を均一に搬送することができる物品箱詰設備及び物品箱詰方法を提供することを目的とする。
【解決手段】物品箱詰設備10において、主投下コンベヤ24(a)及び副投下コンベヤ24(b)が容器14へ青果物16を投下する時に、制御手段30は、横搬送コンベヤ20に第一の横搬送速度V1で青果物16を搬送させ、入替手段13が容器支持手段12(a)及び(b)に支持された容器14を他の容器14へ入れ替える時に、制御手段30は、主投下コンベヤ24(a)及び副投下コンベヤ24(b)に青果物16の投下を停止させ、横搬送コンベヤ20に第一の横搬送速度V1よりも低速の第二の横搬送速度V12で青果物16を搬送させるように構成した。
(もっと読む)
物品ハンドリング装置
【課題】物品を順次搬入する物品搬入コンベアから物品を取り上げ、物品受け止め部に積み込むという作業を能率良く遂行することができる物品ハンドリング装置を提供する。
【解決手段】物品ハンドリング装置10において、複数の物品1を順次搬入する物品搬入コンベア11から、移載ロボット12の第1ピッキングヘッド13と第2ピッキングヘッド14が交互に物品1を1個ずつ吸着し、第1物品受け止め部16または第2物品受け止め部17に積み込む。第1ピッキングヘッド13と第2ピッキングヘッド14を独立して三次元移動させる制御装置15は、第1ピッキングヘッド13と第2ピッキングヘッド14の一方が物品搬入コンベア11から物品受け止め部16、17に向かい、他方が物品受け止め部16、17から物品搬入コンベア11に向かうとき、相互を安全距離に保つ。
(もっと読む)
集積供給システム
【課題】物品の形状や包装態様に関係なく、包装機に物品を供給できる集積供給システムを提供する。
【解決手段】集積供給システム12は、複数の物品XA1を外包機11に向けて搬送するベルトコンベア14と、ベルトコンベア14と協働するアームコンベア15と、物品XA1を外包機11に向けてガイドするガイドユニット16と、等を備えている。ガイドユニット16は、ベルトコンベア14のベルト33上に通路を形成する一対の外側ガイド部材46,47と、外側ガイド部材46,47に形成される通路を仕切って複数の小通路に分割する中間ガイド部材48〜52と、等を備えている。外側ガイド部材46,47は、外包機11に向かうに連れて互いの間隔が狭小となるようにベルトコンベア14の筐体45に取り付けられる。アームコンベア15は、ベルトコンベア14と共に、ベルト33に置かれた物品XA1を搬送するアーム57等を備えている。
(もっと読む)
箱詰め装置
【課題】物品を複数個まとめて箱詰めする際、物品の厚みや堅さといった属性に影響されず確実に箱に収めることができる箱詰め装置を提供する。
【解決手段】箱詰め装置10において、複数の物品1を順次搬入する物品搬入コンベア11から、物品1を移載ロボット12が取り上げ、バケット16、17に載置する。所定個数の物品1を受け止めたバケット16、17に、バケット16、17の一端の放出口の側から、梱包箱嵌合装置21が口の開いた梱包箱2を嵌合させる。その後姿勢変更装置45が、バケット16、17とその外側に嵌合された梱包箱2を、梱包箱2の口が上になるように姿勢変更させる。物品1はバケット16、17を出て梱包箱2に移る。姿勢変更したバケット17、18は高さがそのままに保たれた状態で、梱包箱2のみリフト装置46が降下させ、梱包箱2をバケット16、17から引き離す。
(もっと読む)
搬送装置
【課題】物品群の前後端を効率よく揃えて当該物品群を搬送する搬送装置を提供する。
【解決手段】物品群Zを搬送する搬送装置1であって、物品群Zが滑動するシュート2と、シュート2の下方端に近接配置され、滑動した物品群Zが載置される載置台3と、載置台3の上方に配置されるコンベヤ4と、を備え、コンベヤ4は、載置台3上における物品群Zの搬送方向後端を押圧搬送可能な搬送片54を所定間隔で複数配設した無端索体51、及び、無端索体51を回転させる駆動手段6aを有する無端搬送手段を備えており、搬送片54は、シュート2の滑動面21上において物品群Zを受け止めて該物品群Zの搬送方向前端を揃えることを特徴とする搬送装置1。
(もっと読む)
搬送装置
【課題】大小二個の物品を重ねてセットにした状態で包装する場合であって、包装機で包装材料を切り離したりシールしたりする際に、物品の噛込みが生じることを防止する搬送装置を提供する。
【解決手段】搬送装置11は、第一および第二の物品XA1,XA2を重ねてセットにした状態で包装機14に順次供給する供給路15と、この供給路15の下方に沿って配置され、循環するように走行する第一および第二のチェーン16,17と、所定の間隔で第一のチェーン16に連結され、供給路15を走行することで供給路15に投入された第一の物品XA1を押し進める複数の第一のフィンガー25と、所定の間隔で第二のチェーン17に連結され、第一のフィンガー25に後続して供給路15を走行することで供給路15に投入された第二の物品XA2を押し進める複数の第二のフィンガー26と、を備えている。
(もっと読む)
選果システム
【課題】表面が柔らかい青果物でも容易に箱詰めできる選果システムを提供する。
【解決手段】青果物6を載置した載置台5を上流側から下流側に搬送する主搬送手段が備えられ、主搬送手段には上流側から青果物6を載置台5上に載せる載置工程と、前記青果物6の品質を測定する品質計測工程と、前記品質計測工程の測定結果から等級や階級別に青果物6を選別してパック詰めするパック詰め工程とが設けられる選果システムにおいて、パック詰め工程は、主搬送手段の下流部で等級や階級別に分岐して搬送する複数の選別ライン30が設けられ、各選別ライン30の側方には、載置台5上に載置された青果物6のがく片側を吸着してパック48まで搬送し、整列させて吸着を解除してパック48内に詰めるパック詰めロボット33を備えるものとする。
(もっと読む)
物品移送装置
【解決手段】 物品移送装置1は、物品2を搬送する平行に配置された2本の第1、第2中間コンベヤ5A,5Bと、第1、第2中間コンベヤの間に配置された合流コンベヤ6と、第1、第2中間コンベヤ上の物品2を押圧して合流コンベヤ6上に移載する第1、第2移載手段7A,7Bとを備えている。
上記第1中間コンベヤを、上記合流コンベヤおよび第2中間コンベヤよりも搬送面が上方に位置するように設けて、上記第2中間コンベヤに設けた第2移載手段が上記合流コンベヤ上に物品を移載すると、上記第1中間コンベヤに設けた第1移載手段が第2移載手段によって合流コンベヤ上に移載された物品の上段に物品を移載するようになっている。
【効果】 合流コンベヤにおいて中間コンベヤより移送された物品を積層させることができる。
(もっと読む)
物品分離装置
【課題】物品を連続して搬送しながら、物品を傷めることなく、後続の物品から分離させる物品分離装置を提供する。
【解決手段】物品を列をなした状態で搬送する搬送コンベヤ手段10と、先頭の物品に当接係合する係合部材51と、係合部材を移動させる係合部材駆動手段50と、隣接する物品同士間に進入そして脱出する分離部材31と、分離部材を移動させる分離部材駆動手段30を備え、係合部材駆動手段50が係合部材を先頭の物品P1の前面に当接した状態で前進せしめ、かかる状態で分離部材駆動手段30が分離部材を物品間に入り込ませて物品の搬送速度より遅い速度で前進移動させると共に、係合部材駆動手段50は、係合部材を先頭の物品P1の前面への当接を解除した後に、分離部材31が入り込んでいる物品P1,P2間に進入せしめ、分離部材31の移動速度より速い速度で係合部材を前進させて物品P1を前方へ押し出し、後続の物品P2から分離させる。
(もっと読む)
フレキシブルバッグ段ボール収納装置
【課題】ピンホールの発生がなく、また姿勢の不揃いがなく一定位置に収納することが可能なフレキシブルバッグの段ボール収納装置を提供する。
【解決手段】フレキシブルバッグを水平方向に搬送するコンベアA41と、フレキシブルバッグを上下のコンベアで挟み込んで保持するコンベアB42と、コンベアB42をフレキシブルバッグ収納位置まで移動する手段と、コンベアB42を傾斜させる手段と、段ボール44をフレキシブルバッグ収納位置まで搬送するコンベアC45と、段ボール44を傾斜させた状態で挿入する手段と、傾斜させた段ボールにフレキシブルバッグを搬送して収納する手段と、段ボールをコンベアB42の搬送方向の先端部から抜き取る手段と、傾斜したコンベアB42を水平状態に戻す手段と、フレキシブルバッグを収納した段ボールを移動する手段と、を備えたことを特徴とするフレキシブルバッグ段ボール収納装置。
(もっと読む)
姿勢調整装置
【解決課題】複数のPTPシートが集積された集積品の姿勢調整を正確に、しかも簡易におこなうことのできる姿勢調整装置を提供する。
【解決手段】姿勢調整装置10は、複数のPTPシートが集積された集積品60を、一定の供給方向Xに従って供給する供給手段20と、供給手段20の前方に配設され、表側に吸着面32が形成された調整板30と、調整板30に穿設された吸引孔42を有する吸引部40と、を備える。集積品60の一の側部が、側部に表れるPTPシートのポケット部を介して、吸引部40により吸引されるとともに、側部が吸着面32に吸着されることで、集積品60の姿勢調整がおこなわれる。
(もっと読む)
パン搬送装置及びパン包装システム
【課題】パンの搬送先の所定位置にパンを正確に載置できる簡易な構成のパン搬送装置及び、当該パン搬送装置によりパン包装装置のスクープの所定位置にパンを確実に載置することができるパン包装システムを提供すること。
【解決手段】パンが搬送される搬送経路に沿って離間配置され回転可能な一対の転動体と、前記一対の転動体に巻回され、前記搬送経路に沿って配置される無端回動体と、前記無端回動体に装着され、前記搬送経路に沿って前記パンを付勢し、前記パンを所定位置へ搬送する第1のフライトと、前記搬送経路に沿って前記第1のフライトの上流側で前記無端回動体に装着され、前記所定位置に前記パンを整合させるように前記パンを付勢する第2のフライトと、を備えるパン搬送装置及び当該パン搬送装置を備えるパン包装システム。
(もっと読む)
PTPシート搬送装置
【課題】PTPシートの搬送時間を短縮できると共に、十分な受渡し時間を確保することのできるPTPシート搬送装置を提供する。
【解決手段】PTPシート搬送装置11は反転装置12を備え、反転装置12にはハウジング16の周囲に90度間隔で固定クランプ装置21Aと可動クランプ装置21Bとが1つおきに交互に設けられている。反転装置12は、可動クランプ装置21Bの回動軸18の傘歯車26と、ハウジング16の駆動軸14と同心で回転可能に設けられ、傘歯車26に噛合される傘歯車27と、傘歯車27の回転及び停止を駆動制御する駆動制御機構とを備えている。そして、受取り区間や第1受渡し区間等に可動クランプ装置21Bが在る場合においては、傘歯車27をハウジング16と同期して回転させることにより、可動クランプ装置21Bが回転軸18の軸線回りに回転しない構成となる。
(もっと読む)
複数の食製品の半重ね方法及び装置
【課題】扁平状な食製品を半重ねする方法及び装置を提供する。
【解決手段】食製品5を搬送する搬送コンベア7の搬送方向に長い一対の製品受け部材23を開閉自在に備えた製品受け装置19における前記一対の製品受け部材23を、前記搬送コンベア7における搬送方向の上流側へ相対的に移動し一対の製品受け部材23を閉動作して、当該一対の製品受け部材23の長手方向の受け入れ位置に、食製品5を受け入れて保持する。次に、前記一対の製品受け部材23の長手方向の前記受け入れ位置よりも上流側の所定位置に対応する下方位置に、前記次の食製品5が達したときに、前記一対の製品受け部材23を開動作して、保持していた食製品5を前記次の食製品5に重ねる。そして、前記次の食製品5が前記受け入れ位置に対応したときに、前記一対の製品受け部材23を閉動作して重ねた状態の食製品5を受け入れて保持することを、複数回繰り返す。
(もっと読む)
麺玉形成袋入れ装置
【課題】麺玉w1を袋c1内へ収納したときに、麺線が封止位置に挟まることを防止する麺玉形成袋入れ装置を提供する。
【解決手段】麺玉形成袋入れ装置100は、搬送手段1と、麺玉形成部2と、袋収納部3を備えている。搬送手段1は搬送始点7aに供給された各麺線群wを、波状に屈曲された上り傾斜経路4を辿るように上昇させ、その上昇最中に各麺線に伸縮の弾圧力を付与する。麺玉形成部2では搬送手段1により上昇させた各麺線群wを丸めローラ25で丸めることにより麺玉w1を形成する。袋収納部3では、形成された麺玉w1を、袋c1内に自然落下させ該袋c1内に収納する。
(もっと読む)
クロスネット自動包装機集中設置式選果包装選別装置
【課題】
桃、梨、リンゴ等の選果機械設備を利用しての選果作業に於いて、果物にクロスネットを装着する作業部門が他作業部門の作業効率に対して極めて効率が悪く、その結果に於いて、排出口増と包装機械設備の数による改善策の選択などがなされた。すなわち設備の充実方法として、選別機の大型化を招いた。処理能力の多少の改善は見られたが、設備費、人件費は倍額以上となり、選果コストは増大し、地域産業振興に大きなマイナスとなっている現在、一日も早い改善策が望まれる。
【解決手段】
クロスネット自動包装機集中設置装置を開発。さらに大面一面選別搬流排出コンベアー装置の開発により、選別機のコンパクト化だけでなくクロスネット包装箱詰め作業の単純作業化が実現、選別機械設備費の大幅削減、大幅省力化も実現できる自動包装箱詰めラインの構築を示し、選果コスト大幅減少可能な選果選別装置を提供できる。
(もっと読む)
教材用自動丁合装置
【課題】毎月大量に発送する教材を丁合するに紙製教材には自動投入機が開発されてきたが、近年多くなりつつあるブリスター成型品で成る教具については、手作業による丁合作業しかできなかった。それを紙製投入機と同様に自動投入できるように特別な自動投入機を開発して、それらを有機的に設置した全自動の教材用丁合装置を提供する。
【解決手段】包装機や封入封緘機の上流位置に配置され、一連の搬送路に臨んで紙教材用自動投入機とブリスター成型教具の自動投入機を配置し、更に前記ブリスター成型教具の自動投入機は、重ね合わせた教具の底面側縁部を支持する支持部材と、側縁部をして位置決めするガイド部材と、最下の底面を吸着して支持を解くとともに、突撃板の進入で完全離脱させ、搬送ベルトで搬出して投入動作をするように構成したことを特徴とする。
(もっと読む)
食品整列供給システム
【課題】簡単な構造で、食品を搬送しつつその厚さ方向を横に向けて縦横に複数列をなすように整列した食品群として包装装置に供給することのできる食品整列供給システムを提供する。
【解決手段】伏姿勢で載置される多数の食品Fを複数の列に整列して供給搬送する整列搬送装置2と、送り出されてくる各列の食品Fを単列ずつに区分するとともに、搬送しつつ起立姿勢にして送り出す姿勢変更搬送装置3と、送り出されてくる各列の食品Fを列を保持した状態で中間搬送するとともに搬送方向後端で各列の間隔が狭くなるように寄せる中間搬送装置4と、送り出されてくる各列の起立姿勢の食品Fを各列について1個ずつの横方向に並んだ食品群FGとして送り出すグループ形成装置5と、グループ形成装置5から送り出されてくる食品群FGを排出搬送する排出搬送装置6と、制御部7とを設ける。
(もっと読む)
箱詰め装置
【課題】外装箱に収容される物品列間の空隙を確実に抑制する。
【解決手段】箱詰め装置100の物品押し出し装置102は、物品整列位置P1に整列された複数の物品1を前後方向Yに押し出す際に、平面視において物品1の長軸が前後方向Yに対して傾斜するように、複数の物品1夫々の姿勢を変える姿勢傾斜手段40を備え、物品整列位置P1と物品群形成位置P2との間の経路上に、姿勢傾斜手段40によって変えられた複数の物品1夫々の姿勢を補正する姿勢補正手段15a〜15cが備えられる。
(もっと読む)
21 - 40 / 215
[ Back to top ]