
Fターム[3E054CA08]の内容
包装位置への供給−物品の供給 (7,769) | 繰出し手段 (399) | コンベア (274)
Fターム[3E054CA08]の下位に属するFターム
回転コンベア (59)
Fターム[3E054CA08]に分類される特許
161 - 180 / 215
製袋包装機
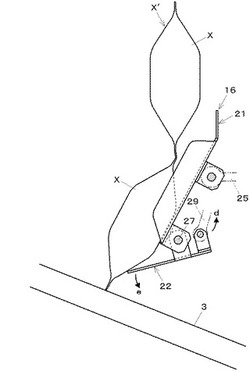
【課題】異常包装品の袋と正常包装品の袋とを外観上容易に見分け可能に下流側へ受け渡すことができ、かつ、袋が連包状態で製造されたときにも、下流側へスムーズに受け渡すことができるシュートを備えた製袋包装機を提供する。
【解決手段】シュート16を、待受時に、上方から縦姿勢で供給された袋Xに対してやや後傾して、袋Xの平面部を支持する側面部材21と、この側面部材21の下端部から略L字状となるようにやや前上がりに延設されて、袋Xの下端部を支持する底面部材22とで構成する。そして、一個ずつ袋Xを受け取ったときには、略L字状を維持しながら側面部材21と底面部材22とを回動させて、袋Xを前倒しして搬出コンベア3へ受け渡すように、連包状態の袋X′を受け取ったときには、底面部材22のみを前下がりとなるように回動させて、上下に連続する袋X,Xの下端部を先頭にして搬出コンベア3へ受け渡すように、駆動を制御する。
(もっと読む)
商品の自動段積み方法及びその装置

【課題】吸盤及び該吸盤を制御する各種の空圧機器を必要とせず、無駄な空間を無くしたカップ状商品や各種の商品を段積みすることができる自動段積み装置を提供。
【解決手段】商品を適数列に搬送するコンベア1の先端部に、商品Gの一段分を支持するローラコンベア2が設けられ、ローラコンベア2の各ローラ2a間には各ローラ2aと同方向の櫛歯14aを有し、商品Gの一段高さ分を上昇させてその下方に次の一段分の商品Gを受け入れる昇降ユニット14が設けられ、昇降ユニット14上及びローラコンベア2上の商品Gの両側且つに櫛歯14a間に下降する櫛歯16aを有し、ローラコンベア2と同方向へ横行する櫛状の横行ユニット16が設けられてなる自動段積み装置。
(もっと読む)
肉部位の包装方法及びその装置
【課題】大きさを基準に分別した副種類の肉部位を基幹路で縦列運搬し、順次、副種類の包袋を自動的に選択して包装すると共に、前記包袋の口を仮シールする。
【解決手段】基幹路を縦列移動する部位10の大きさを制御器はそれぞれ分別して記録するが、据え付け吸盤30横の旋回アーム50に支持する可動吸盤12は、前記の記録情報を基に、複数の容器載積ユニット60から選択した大きさの包袋14を取り出して前記の据え付け吸盤30に運び出し、その後、前記両吸盤12、30で前記包袋を開口すると共に、前後動コンベヤ20押し出して部位10を前記包袋14内に搬入し、仮シールバー70で包袋14を点シールする。
(もっと読む)
物品保持装置
【課題】物品保持手段4の間隔を縮小した時の、これら各物品保持手段4間の間隔を無段階で、しかも正確に調節する。
【解決手段】複数の保持ブロック16にそれぞれ物品保持手段(バキュームパッド4)が設けられている。保持ブロック16はガイドレール14A、14Bに沿って移動可能になっており、エアシリンダ38によって移動させる。保持ブロック16に固定した円筒部材24にストッパ部材30が螺合され、このストッパ部材30を隣接する保持ブロック16に当てて間隔縮小時の位置決めを行う。このストッパ部材30が前記ガイドレール14A、14Bと平行な回転調節軸22に、軸方向移動可能に、かつ、一体回転するように嵌合しており、回転調節軸22を回転させると、ストッパ部材30が一体的に回転し、保持ブロック16に対して回転調節軸22の軸方向に相対移動して、ストッパ部材30の円筒部材24からの突出量が変化する。
(もっと読む)
箱または枠箱充填装置
【課題】製品ホルダーのパターン、特に前記ホルダーの層のスタックを箱または枠箱内に置く操作及び移送を可能にする装置を提供する。
【解決手段】製品ホルダーのパターン、特に前記ホルダーの層のスタックを箱または枠箱内に載置する装置および方法に関し、支持バンド20、紐またはストリップを用いる。これにより複雑な把持ヘッドを使用しなくても済み、かなり安価な包装工程が得られる。
(もっと読む)
減列型製品供給装置
【課題】複数列の製品を全部停止することなく減列させて効率よく次工程に搬送する。
【解決手段】4列のコンベア2a〜2d上でトイレットペーパPをそれぞれ搬送する制御コンベア10,10を設けた第一搬送部3と、各コンベアのトイレットペーパをそれぞれ高速で受け取る増速コンベア14及び4列の搬出路4a〜4dを備えた第二搬送部7とを備えた。コンベア2dの制御コンベアを停止させると共に他のコンベア2a〜2cのトイレットペーパを第二搬送部7に受け渡す。第一搬送部3で、停止するコンベア2と起動するコンベアとを順次変更しながら3列のトイレットペーパを搬送して第二搬出路に受け渡す。そして、前回停止したトイレットペーパの制御コンベア10,10の起動信号を確認する起動可否確認手段と、この制御コンベアの起動確認後に他のコンベアのトイレットペーパ搬送を減速停止させる駆動停止手段とを備えた。
(もっと読む)
製品の方向転換装置
【課題】 枚葉紙が多数積載されてブロック状に結束された製品や箱状態の製品を製造工程中における搬送時において、所望の方向に製品の自重を利用して方向を転換する装置に関するものである。
【解決手段】 製品の製造工程における搬送中に、製品の自重を利用して所望の角度に方向を転換させる方向転換装置において、製品が搬送されてきたことを感知する有無感知機構と、製品を挟み込んで製品の自重を利用して製品を回転させる押さえ込み機構と、押さえ込み機構による製品の回転に補助力を加える回転補助機構と、製品を所望の角度で停止させる過度回転防止機構と、有無感知機構からの信号を受け、製品を所望の角度に回転させるための指令を押さえ込み機構、回転補助機構及び過度回転防止機構に発する制御機構とから成る製品の方向転換装置である。
(もっと読む)
金属コイルの保護シート包装装置
本発明に係る金属コイルの保護シート包装装置は、鋼板が巻き取り紙形態に巻き取られて出庫されるコイル製品を外部環境から保護するように、保護シートを包装する作業をコイル生産速度に合わせて安全且つ簡便に自動に遂行することができるため、作業生産性を向上させることができ、作業者の業務負荷を減らすことができる。また、コイルの多様な幅と外径の大きさに合わせて保護シートを溶接連結して包装することによって保護シートのスクラップ発生を従来に比べて著しく減らすことができ、また、包装自動化によって安全事故を予防することができ、保護シートで包装されるコイルの包装品質を向上させることができる效果が得られる。 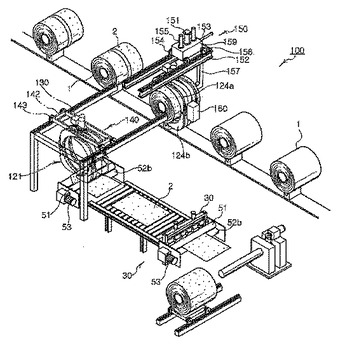 (もっと読む)
(もっと読む)
自動カートンマガジン積載システム
カートンを包装機へ供給するために、マスフィーダーのマガジンへカートンの積層を自動的に積載するマガジンローダー(10)は、カートンの積層が受け取られ保持されるローダー(30)と、該ローダー(30)が枢動可能に搭載されたキャリッジ(19)とを含む。カートンは、ローダーが積載位置から積層位置へ枢動した後、ローダー(30)に受け取られ積載される。その後、ローダー(30)は、包装機へ供給するためのカートンの供給を維持するために、カートンの積層が受け取られ、予め積載されたカートンに対して積層されるまで、マガジン、または予め積層されたカートンの供給に向け、包装機に対しフィーダーコンベヤ(12)に沿って移動する。  (もっと読む)
(もっと読む)
容器整列方法、容器整列装置、マルチパック製造方法およびマルチパック製造装置
【課題】 品種の異なる同一製品の複数の容器を自動的に整列する。
【解決手段】 容器整列装置(10)は、第一容器(A)と第二容器(B)とが互い違いに位置するように第一容器の列と第二容器の列とを合流させる合流手段(21)とを具備し、それにより、第一容器と第二容器とからなる列を形成し、さらに、第三容器(C)と第四容器(D)とが互い違いに位置するように第三容器の列と第四容器の列とを合流させる合流手段(22)とを具備し、それにより、第三容器と第四容器とからなる列を形成する。さらに、容器整列装置(10)は、第一容器と第二容器とからなる列の先頭において互いに隣接する第一容器および第二容器の組と、第三容器と第四容器とからなる列の先頭において互いに隣接する第三容器および第四容器の組とを互いに平行に整列させる整列手段(35)を具備する。
(もっと読む)
搬送装置
【課題】受入位置で物品を位置決めして受け入れることができ、もって集積姿勢が乱れることのない搬送装置を提供する。
【解決手段】受渡装置12は、受入位置P1において所定の受入姿勢で上流側の搬入コンベア11から1個ずつ物品Xを受け入れて、起立姿勢方向に回動することにより該物品Xを起立させると共に、集積搬送装置13に備えられたバケット44,45に該物品Xを受け渡す受渡台24…24を備える。その場合、受渡台24を、受入姿勢が水平姿勢から反回動方向d′へ角度αだけ傾斜した姿勢となるように構成すると共に、傾斜により低くなる側に、受け入れた物品Xの移動を規制する移動規制壁を設ける。
(もっと読む)
搬送装置及びそれを備えた計量梱包システム
【課題】受入位置で物品を安定した姿勢で受け入れることができ、もって集積姿勢が乱れることのない搬送装置及びそれを備えた計量梱包システムを提供する。
【解決手段】受入位置P1で搬入コンベア6から供給された物品Xを受け入れて下流側の集積搬送装置12へ受け渡す受渡装置7に、受入位置P1においてほぼ水平姿勢で1個ずつ物品Xを受け入れたのち、起立姿勢方向に回動して該物品Xを起立させると共に、集積搬送装置12のバケット44に該物品Xを受け渡す受渡台24…24を備え、かつ、該受渡台24…24の載置面を櫛歯状として隙間を設ける。そして、受け入れた物品Xを該隙間を介して載置面に吸引保持する吸引機構33を備え、この吸引機構33を、吸引ポンプ34と配管35と吸引口が設けられた吸引箱36とで構成する。
(もっと読む)
搬送装置
【課題】受入位置で受け入れた複数の比較的偏平な物品を、起立姿勢で前後に集積した状態に保持して排出位置に搬送する場合に、集積工程の高速化を図ることができる搬送装置を提供する。
【解決手段】受渡装置12は、受入位置P1において所定の受入姿勢で上流側の搬入コンベア11から1個ずつ物品Xを受け入れて、起立姿勢方向に回動することにより該物品Xを起立させると共に、前方へ移動することにより集積搬送装置13に備えられたバケット44,45に前側から順に詰めつつ該物品Xを受け渡す受渡台24…24を備える。その場合、受渡台24は、受入姿勢が水平姿勢から回動方向へ角度αだけ傾斜した姿勢となるように構成される。さらに、搬入コンベア11の搬送面も、前記角度αだけ傾斜する。
(もっと読む)
搬送装置
【課題】受入位置で受け入れた物品を、起立姿勢で前後に集積した状態に保持して排出位置に搬送する場合に、比較的偏平で自立が困難な物品でも姿勢を乱すことなく搬送することができる汎用性に優れた搬送装置を提供する。
【解決手段】各平ベルト43,43に取り付けられた各バケット44,45は、先頭の仕切部材51と該仕切部材51に連設された底面部材52…52とを有する。そして、仕切部材51と底面部材52とは、一方の平ベルト43側から他方の平ベルト43側へ幅方向に延びると共に、平ベルト43に対する底面部材52…52の高さは上流側ほど低くなっており、先行するバケット44の上流側と該バケット44に後続するバケット45の下流側とがオーバーラップ可能に構成されている。
(もっと読む)
整列装置
【課題】多数の農産物を1列に整列する際に、充填不足の解消を図ることができる整列装置を提供する。
【解決手段】供給コンベヤ2から供給される農産物A…を、第1の速度可変コンベヤ3と第1の整列コンベヤ4で前後に分散させながら1列に整列して搬送する。第1の整列コンベヤ4上を搬送される農産物A…間の間隔が所定間隔以下であることを第1の検出センサS1で検出している間は、第1の速度可変コンベヤ3を所定の搬送速度で駆動させておき、農産物A…間の間隔が所定間隔よりも長いことが検出された場合に、第1の速度可変コンベヤ3の搬送速度を第1の整列コンベヤ4よりも高速に増速して、農産物A…を、第1の速度可変コンベヤ3により第1の整列コンベヤ4上に押し込むようにして供給し、充填不足を解消する。
(もっと読む)
シート移載集積装置およびシート束自動包装システム
【課題】 人手を介することなく、シート束の包装を行えるシート自動包装システム、および前記シート自動包装システムにおいて好適に使用されるシート移載集積装置の提供。
【解決手段】 包装形態に応じてシート束から当てボールを分離する当てボール分離部と、前記当てボール分離部にシート束を供給するシート束供給部と、前記当てボール分離部を通過したシート束の側縁部を、包装形態に応じてテープで固定するテープ固定部と、前記テープ固定部を通過したシート束をスキッドに移載、集積する移載集積部とを備えるシート自動包装システム、前記シート自動包装システムで使用されるシート移載集積装置。
(もっと読む)
混合束を形成する方法とその方法を実施する装置
【課題】
個々の品種の任意の部分量及び個々の品種の容器の任意の立体的配列又はそのいずれか一方を備える混合束の編成が混合束内部に可能とされる特に好ましい装置と混合束を編成する方法とを提供すること。
【解決手段】
それぞれに一つの包装体に収容された容器或いは同様な包装ユニットにより品種の同じ束から混合束を形成する方法が提供されていて、品種の同じ束が少なくとも一つの輸送体によって取出し機に供給され、そして各輸送体には特にそのような束が配置されていて、専ら一つの製品を包含し、容器が開放後に少なくとも一つの緩衝区間上に配置されていて、引き続いて混合束に編成され、容器は混合束を形成する異なった品種を複数の作業工程で編成されていて、各活気にみちた緩衝区間では作業工程が行われ、単に緩衝区間の作業工程では容器(1)が取り出されるか、或いは一つの作業工程で編成されていて、混合束を形成する容器が同時に複数の緩衝区間から取り出される。 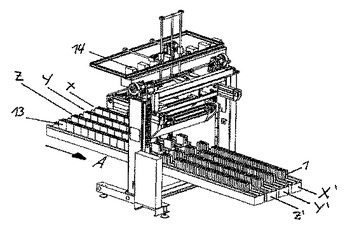 (もっと読む)
(もっと読む)
商品の自動段積包装装置
【課題】高速化と装置の簡素化を図った自動段積包装装置を提供する。
【解決手段】複数の商品搬送路A、Bが平行に設けられ、搬送路A、Bの外側の搬送路Aの先端部が、内側に位置した商品搬送路Bの先端部より商品Gの充填列個数分延長させ、商品搬送路A、Bの先端部に直交させて充填列個数の商品の集積路C、Dが設けられ、搬送路A、Bを挟んだそれぞれの商品の集積路C、Dと反対側には、搬送路A、Bの先端部に供給された前記充填列個数の商品Gを商品の集積路C、Dに供給する一括供給部5a、5bが設けられ、商品の集積路C、Dの先端部に直交させて包装資材Pの搬送路15が設けられ、商品の集積路C、Dの先端部から包装資材Pの搬送路15の上方には商品の集積路C、Dの先端部に供給された一段分の商品Gに吸着し、包装資材Pの搬送路15の上方へ移送し、吸着を解除して搬送路15に供給され包装資材P中に充填する商品重点装置16が設けられる。
(もっと読む)
容器収容装置および容器グリッパ
【課題】袋4により包装された容器2を、中仕切り48によって区画された箱8内の空間50に挿入する際に、袋4が中仕切り48に引っ掛からないようにする。
【解決手段】容器2の全長を超える長さを有する支持部材58と、この支持部材58に対向して配置され、開閉用エアシリンダ68によって開閉される把持手段62とによって容器2を把持する。容器2を挿入する箱8を傾けておき、容器2を把持した支持部材58を上側に向け、中仕切り48を下側から押さえながら容器2とともに前記空間50内に挿入する。把持部材62は容器2の下面側を押さえており、支持部材58と容器2を挿入し、把持部材62が箱8内に入る前に開放して、容器2を箱8に収容する。
(もっと読む)
包装装置
【課題】 小さな商品の場合でも左右の折込部材が商品の底部を叩くおそれの少ない包装装置を提供する。
【解決手段】 複数の支持部材8は、左右折込部材204,204に倒されない中央に配置された中央の支持部材8i と、中央の支持部材8i の左右に配置され左右折込部材204,204により倒される左右の支持部材8Lij,8Rijとを含み、最前列に配置された左右の支持部材8Lij,8Rijのうち最も中央寄りの左支持部材8L11と右支持部材8R11の内側の間隔D1が、最前列よりも後方に配置された左右の支持部材8Lij,8Rijのうち最も中央寄りの左支持部材8L21と右支持部材8R21の内側の間隔D2よりも小さな値に設定されていることを特徴とする。
(もっと読む)
161 - 180 / 215
[ Back to top ]