
Fターム[3E054DB10]の内容
包装位置への供給−物品の供給 (7,769) | 供給手段(プッシャ、リフタ) (589) | 作動機構 (110) | 無端帯 (52)
Fターム[3E054DB10]に分類される特許
21 - 40 / 52
物品の搬送装置

【課題】 無端状のままエンドレスチェーンの取外しを行なえるようにすること
【解決手段】 機枠31に対して片持ち支持された一対のスプロケットと、一対のスプロケットに掛け渡されたエンドレスチェーン18と、エンドレスチェーンの下側に配置されるチェーンレール50と、チェーンレールを上下方向に移動させる上下移動機構61,62と、一対のスプロケットの少なくとも一方を搬送方向に沿って移動可能とし、両スプロケットの間隔を変更可能とするシリンダと、を備える。下方位置に位置するチェーンレールは、エンドレスチェーンから離反して横方向の移動を許容する。このようにチェーンレールを下方位置に位置させると共に、シリンダを動作させてスプロケットを後退させ両スプロケットの間隔を短くする。よって、スプロケットに掛け渡されたエンドレスチェーンは、そのまま前方に取り外すことができる。
(もっと読む)
2列式パッケージングラインおよび計量システム
2つの独立した経路(26,28)を備え、その上で、カートン(6)によって収容される物品(C)が、送込み端部(56)から一体的な三次パッケージング装置(12,24)まで運搬されるパッケージング機械。2つの独立した経路から直接排出されるカートンは、三次パッケージ(8)と合流し結合され、三次パッケージは、2つの独立した経路(26,28)の各々の速度と同じ速度で移動して、移送手段に沿って三次パッケージング装置から搬送される。 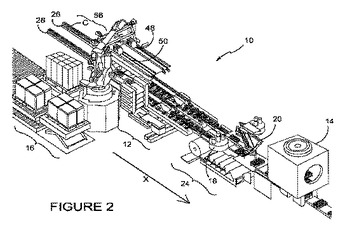 (もっと読む)
(もっと読む)
物品供給装置

【課題】脆い性状の物品の切り出しを不良品を発生させることなく行ない得ると共に、個々の厚みに誤差がある物品の切り出しを確実に行なって供給する。
【解決手段】物品Wを積み重ねて収容するマガジン10の下方に、切り出しコンベヤ12が走行自在に配設される。切り出しコンベヤ12に、物品Wを所定個数単位で切り出す切り出し手段16が配設される。切り出し手段16は、物品搬送方向の後方に向けて下降傾斜する物品載置面30aを形成した複数の支持部材20,22,24,26と、水平な物品載置面34aを形成した支持部材28とを備える。各支持部材22,24,26,28の前端に、最下位の物品Wの後部を引掛けて押し出す押出部32,36が形成される。そして、切り出し手段16がマガジン10の下方を通過することで、物品Wが1個ずつ切り出されて下流側に搬送される。
(もっと読む)
調剤装置のシート取り出し機構
【課題】PTP錠剤シートを錠剤カセットに、間違ってラベルを機械正面方向に向けて充填した場合には、錠剤カセットから取り出すことができないような調剤装置のシート取り出し機構を提供する。
【解決手段】このシート取り出し機構では、錠剤カセット500は、一番下のPTP錠剤シート900のシート後端側のポケットに当接して、錠剤カセット500から前記一番下のPTP錠剤シート900を、前記シート後端から該後端側のポケットまでの第二の距離よりも大きく、かつ前記シート先端から該先端側のポケットまでの第一の距離よりも小さい距離だけ該チャッキングユニットに向けて押し出す押出部材546を備えている。
(もっと読む)
後端物品押し込みアセンブリ付カートン梱包機
物品梱包機は、梱包製造連の後端の物品を送り込みレーンの下方へ且つ梱包機のワークステーションに押すための後端物品押し込みアセンブリを含み、これにより後端の物品を梱包することができる。押し込みアセンブリは押し込みチェーンを備え、押し込みチェーンは、一方向へ曲がることが可能で自身に巻き回ることができ、また、チェーンのほぼ直線形態を越えて他の方向へ曲がることは不可能である。押し込みブロックが押し込みチェーンの自由端部に取り付けられている。  (もっと読む)
(もっと読む)
包装システムならびにその制御方法
【課題】後処理装置22が停止しても良品のPTPシート1を系外に排出する必要がなく、かつ、包装システム10を停止してもポケット2に収容された内容物5が熱による劣化を生じない包装システム10を提供する。
【解決手段】基材シート6に形成されたポケット2に内容物5を充填する充填装置14と、シート状の蓋材4を基材シート6に熱圧着してポケット2の開口部を閉塞する蓋取付装置18と、基材シート6および蓋材4の接合体からPTPシート1を打ち抜く打抜装置20と、PTPシート1を後処理装置22へ向けて搬送する搬送装置24とを備える包装システム10に対して、さらに、後処理装置22が停止したときに後処理装置22に代わってPTPシート1を受け入れるバッファ装置32を搬送装置24の下流側に配設することにより上記課題を解決することができる。
(もっと読む)
集積装置およびこれを備えた箱詰め装置
【課題】1台の装置内において、複数の集積パターンによって物品の集積を効率よく行うことが可能な集積装置およびこれを備えた箱詰め装置を提供する。
【解決手段】箱詰め装置1では、搬送装置10から搬送されてくる商品X1,X2を、互いに並列に配置された2つの集積処理部(搬送機構30および吸着搬送機構40)において、異なる集積パターンによって集積処理を行う。そして、搬送機構30と吸着搬送機構40とにおいてそれぞれ集積処理された商品X1,X2を、共通の排出位置である排出装置50の2Fの階層部分から下流側に配置されたフラップ開口装置60の方へ排出する。
(もっと読む)
物品移載装置
【課題】バケットコンベアのバケットに個別保持された物品を複数個ずつ押し出して次工程へ送り出すに際し、次の作業がやりやすい形に物品をまとめられるようにする。
【解決手段】バケットコンベア10の複数のバケット11に個別保持された複数の物品2は、第1押し出し装置30により中間保持部20の物品受入部21に押し出される。中間保持部20には押し出しバー41が配置されており、押し出しバー41は第2押し出し装置40により、物品受入部21における物品2のオーバーランを止める第1位置から物品受入部21内の物品2の背後に回り込む第2位置へ、さらに物品2を物品受入部21から移載チャック120への受け渡し箇所へと押し出す第3位置へと順次変位せしめられる。
中間保持部20と受け渡し箇所の間には、中間保持部20から押し出された複数の物品2を密集状態にするテーパ状ガイド23が設けられている。
(もっと読む)
物品の振り分け装置
【課題】搬送経路における上流側の搬送手段で搬送された物品を下流側の複数の搬送手段に振り分けることができるとともに、後工程における作業性を向上させることができる物品の振り分け装置を提供する。
【解決手段】供給された物品Wを搬送する第1搬送手段1と、該第1搬送手段1より搬送経路の下流側に配設された第2搬送手段2,3と、第1搬送手段1で搬送された物品Wを受けて搬送しつつ、その物品Wを第2搬送手段2,3のうち任意選択されたものに対して振り分ける振り分け手段4とを具備した物品の振り分け装置において、振り分け手段4は、第1搬送手段1から受けた物品Wをその搬送方向に対する向きを保持しつつ搬送して第2搬送手段2、3に振り分けるものである。
(もっと読む)
容器計数装置
【課題】高速化が容易に図れるとともに、筒状容器の所定個数が正確に計数分離することができる容器計数装置を提供する。
【解決手段】筒状容器Wのフランジ部が咬合可能な螺旋溝53aが形成された3個のスクリュー軸53を備え、その螺旋溝53aは、リード量が漸増してなる漸増部と、この漸増部の下流側に形成され均一なリード量の均一部とを有してなり、筒状容器Wを分離するフィンガ75は、前記均一部に達した区間内で上昇するように構成し、上流側から搬送された筒状容器Wが所定個数に達した時期に、フィンガ75をスクリュー軸53により搬送される筒状容器Wと並走させるとともに、フィンガ75を上昇させて、所定個数の筒状容器群を後続の筒状容器Wから分離して下流工程へ送出するようにしたものである。
(もっと読む)
包装装置及び包装方法
【課題】連続して送り出される包装シート(12)を筒状連続体(20)に整形するフォーマ(13)と、筒状連続体(20)の上流端内に被包装物(A)を供給する物品供給装置(34)と、筒状連続体(20)に整形された包装シート(12)の両側縁を溶着するセンタシール装置(16)と、その下流側のエンドシール装置(6)を具備し、前記エンドシール装置(6)は、前記筒状連続体(20)の最下流部に位置する包装単位数の被包装物(A)の組と、これの上流側に隣接する被包装物(A)の組の相互間にて前記筒状連続体(20)を挟圧することにより溶着すると共に切断する包装装置に於いて、包装シート(12)の必要量を少なくする。
【解決手段】筒状連続体(20)の最下流部に位置する被包装物(A)の組が充填されている切断対象部(S)を、前傾姿勢にする傾斜機構(4)が設けられ、エンドシール装置(6)は、前記姿勢に傾斜された前記切断対象部(S)の後端を溶着すると共に切断する。
(もっと読む)
グルーピング装置
【解決手段】 第1グルーピング機構6は、搬送コンベヤ2上に係合ピン14を突出させて包装品5に当接させることで、包装品5の移動速度を規制するようになっている。係合ピン14は、搬送方向後方側へ突出する突出部14Aと、その隣接下方側に位置する空間である逃げ部14Bを備えている。包装品5は、開口部4Aが前方となるようにして搬送コンベヤ2によって搬送されるようになっている。
係合ピン14の突出部14Aが包装品5の開口部4Aを介して缶3に当接して包装品5の移動速度を規制するが、その際、包装品5の包装材4の前端4Bは逃げ部14B内に位置して係合ピン14と当接しない。
【効果】 包装材4の前端4Bを損傷させることなく包装品5を所定数にグルーピングすることができる。
(もっと読む)
包装装置
【課題】印字処理されたフィルムを用いて被包装物に対する値付け作業を効率化するとともに、印字処理部分の文字や図形等を有効に機能させることが可能な包装装置を提供する。
【解決手段】包装装置1は、緊張保持されたフィルムFに対して被包装物(商品GおよびトレーT)を押し当てて、被包装物における押し当てられた面とは反対の面にフィルムFの端部を折り込む包装装置である。制御部9は、予めポップ広告P1等が印字されたフィルムF2を用いて包装する場合には、無地のフィルムF1を使用して被包装物を包装する場合と比較して、フィルムF2のストレッチの程度(伸ばし具合)を抑え気味にして包装するように各部の制御を行う。
(もっと読む)
商品の自動段積み方法及びその装置
【課題】吸盤及び該吸盤を制御する各種の空圧機器を必要とせず、無駄な空間を無くしたカップ状商品や各種の商品を段積みすることができる自動段積み装置を提供。
【解決手段】商品を適数列に搬送するコンベア1の先端部に、商品Gの一段分を支持するローラコンベア2が設けられ、ローラコンベア2の各ローラ2a間には各ローラ2aと同方向の櫛歯14aを有し、商品Gの一段高さ分を上昇させてその下方に次の一段分の商品Gを受け入れる昇降ユニット14が設けられ、昇降ユニット14上及びローラコンベア2上の商品Gの両側且つに櫛歯14a間に下降する櫛歯16aを有し、ローラコンベア2と同方向へ横行する櫛状の横行ユニット16が設けられてなる自動段積み装置。
(もっと読む)
減列型製品供給装置
【課題】複数列の製品を全部停止することなく減列させて効率よく次工程に搬送する。
【解決手段】4列のコンベア2a〜2d上でトイレットペーパPをそれぞれ搬送する制御コンベア10,10を設けた第一搬送部3と、各コンベアのトイレットペーパをそれぞれ高速で受け取る増速コンベア14及び4列の搬出路4a〜4dを備えた第二搬送部7とを備えた。コンベア2dの制御コンベアを停止させると共に他のコンベア2a〜2cのトイレットペーパを第二搬送部7に受け渡す。第一搬送部3で、停止するコンベア2と起動するコンベアとを順次変更しながら3列のトイレットペーパを搬送して第二搬出路に受け渡す。そして、前回停止したトイレットペーパの制御コンベア10,10の起動信号を確認する起動可否確認手段と、この制御コンベアの起動確認後に他のコンベアのトイレットペーパ搬送を減速停止させる駆動停止手段とを備えた。
(もっと読む)
包装機の物品供給装置
【課題】1列または2列で集合した物品の供給が切換え設定でき、また包装機の物品供給不良を改善し得るようにする。
【解決手段】移送コンベヤ10から整列用コンベヤ12に送り込まれた物品Wは、1列化すると共に縦向き姿勢で搬送される。整列用コンベヤ12からプールコンベヤ14に送り込まれた物品Wは、縦向き姿勢のまま搬送されて移送終端から上流側に所定数貯留される。プールコンベヤ14に貯留されている先頭の物品Wは、切出しコンベヤ20により横向き姿勢で1個づつ整列コンベヤ24に送り出される。整列コンベヤ24では、所定個数の物品Wを集合整列し、この整列物品Wを側部コンベヤ26に送り込む。側部コンベヤ26で搬送される整列物品Wは、横送り手段により横向き姿勢の整列状態のまま供給コンベヤ22に横送りされる。
(もっと読む)
搬送体分岐装置
【課題】隣接する搬送体に載置された農産物同士を互いに干渉させることなく、所定の向きに保ったまま搬送することができる搬送体分岐装置を提供する。
【解決手段】搬送コンベヤ2が所定の向きに保って搬送するトレーBに載置された長物農産物Aの所定項目を計測領域bの計測装置4で計測し、その計測情報に基づいて、判定装置5で確定した農産物Aの仕分け先情報をトレーBの固有情報と関連付けて記憶する。その仕分け先情報に基づいて、農産物Aが載置されたトレーBを、選別領域cの搬出装置6により所定の向きに保ったまま分岐コンベヤ7aに搬出し、所定の向きに保ったまま搬送する。分岐コンベヤ7aから連絡コンベヤ7cに搬送されたトレーBから農産物Aを取り出して箱詰めした後、空のトレーBを連絡コンベヤ7cから帰還コンベヤ7bに搬出し、所定の向きに保ったまま搬送して、トレーBが載置されていた搬送コンベヤ2の周回経路上の場所に搬入する。
(もっと読む)
包装機における分包品集積方法と装置
【課題】不良品を排出することによって歯抜け状態となった搬送ラインで高速化に対応できるとともにコンパクトで廉価な分包品集積装置を提供すること。
【解決手段】歯抜け位置に分包品Wを補充できるように補充ストッカ20を搬送ライン12の下流側に配置する。補充ストッカ20は、収納する分包品Wのシート枚数が少ない場合には、搬送されてきた分包品Wを補充ストッカ20内に取り込み、シート枚数が必要分ある場合には、補充ストッカ20内の分包品Wを取り出して歯抜け位置に補充する。これによって集積部17では、規定の集積枚数で集積された分包品組W1あるいは分包品Wが集積されない空の状態のまま、全列を一括して後工程Pに送給する。
(もっと読む)
包装システム
【課題】商品の搬送方向および/または幅方向について搬送後に生じるズレ量に基づいた包装を行い得る包装システムを提供する。
【解決手段】商品Mを供給装置によってリフタ上に供給し、該リフタ上の商品Mを包装ステーションに押し上げ、この押し上げた商品Mの上面をフィルムで覆って商品Mを包装する包装システムに関する。前記供給装置上の商品Mの搬送方向Xの後端に接触して前記商品Mを前記リフタ上に搬送する搬送手段と、前記搬送手段による搬送開始後、搬送完了までの間に前記商品の搬送方向Xおよび/またはこれに略直交する幅方向Yのズレ量を検出する検出手段と、前記ズレ量に応じてシステムの各機器を制御する制御手段とを備えたことを特徴とする。
(もっと読む)
横型製袋充填機の供給装置
【課題】物品の長さ寸法の変更に簡単に対し得ると共に、柔らかい物品を損傷することなく一定間隔で搬送する。
【解決手段】供給コンベヤ14は、無端チェン12,12間に架設されて載置部を構成する多数の搬送バー13に物品Wを載置して搬送する。供給コンベヤ14に設けられた各空所Sに対応して配設されて供給コンベヤ14と一体的に走行する作動部材15は、空所Sを介して載置部から突出する作動位置と突出しない退避位置との間を移動する。供給コンベヤ14の物品搬送路の下方に、作動部材15を作動位置に保持して案内する固定ガイドレール21が配設される。固定ガイドレール21の上流側に配設した可動ガイドレール23が切替え手段22で上方位置に切替えられると、上流側から到来する作動部材15は可動ガイドレール23によって固定ガイドレール21に移行する。
(もっと読む)
21 - 40 / 52
[ Back to top ]