
Fターム[3E054FC01]の内容
包装位置への供給−物品の供給 (7,769) | 物品の取扱い(姿勢変更) (699) | 姿勢変更手段 (221)
Fターム[3E054FC01]の下位に属するFターム
Fターム[3E054FC01]に分類される特許
1 - 17 / 17
卵包装装置および卵包装方法
【課題】単純な機構でありながら高速に鶏卵の包装処理を可能とする卵包装装置を提供する。
【解決手段】複数列で卵を搬送する複列搬送部と、前記複列搬送部で搬送される卵を収容するための、複数列の卵座を有する容器を搬送する容器搬送部とを備える卵包装装置であって、前記容器搬送部は、前記容器の搬送方向が前記複列搬送部の卵搬送方向に対し傾斜し、かつ当該容器搬送位置が当該複列搬送部の卵搬送位置より下方にあり、前記複列搬送部は、前記複列搬送部の第1列目で搬送される卵を、前記容器の第1列目の卵座に転載させる第1転載部と、第(n−1)転載部より搬送方向下流側に配置され、当該複列搬送部の第n列目で搬送される卵を、前記容器の第n列の卵座に転載させる第n転載部とを有する。
(もっと読む)
鶏卵整列装置

【課題】鶏卵の損傷を防ぎながら、均等な間隔で整列させることができる鶏卵整列装置を提供する。
【解決手段】本発明に係る鶏卵整列装置は、X方向へ鶏卵Eを搬送する搬送部1と、鶏卵Eを搬送部1の幅方向へ分散しながら停留させる停留部2と、停留部2の下流側に隣接し、搬送部1の幅方向に均等な間隔となるように鶏卵Eを案内する案内部3と、案内部3が案内する間隔と同じ間隔で鶏卵Eを整列させる整列仕切部4とを備えている。鶏卵Eは、案内部3によって整列仕切部4の上流側先端に直接接触しないように案内されるので、鶏卵Eの損傷や、整列仕切部4で形成された通路の入り口に鶏卵Eが重なり合って詰まることを防げる。また、鶏卵Eは、停留部2によって搬送部1の幅方向へ分散されるので、整列仕切部4で形成された複数の通路に偏りなく鶏卵Eを整列させることができる。
(もっと読む)
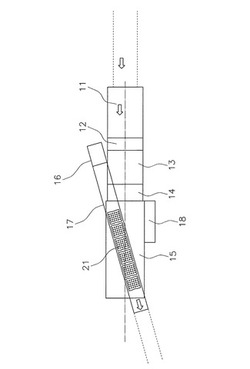
集積供給システム
【課題】物品の形状や包装態様に関係なく、包装機に物品を供給できる集積供給システムを提供する。
【解決手段】集積供給システム12は、複数の物品XA1を外包機11に向けて搬送するベルトコンベア14と、ベルトコンベア14と協働するアームコンベア15と、物品XA1を外包機11に向けてガイドするガイドユニット16と、等を備えている。ガイドユニット16は、ベルトコンベア14のベルト33上に通路を形成する一対の外側ガイド部材46,47と、外側ガイド部材46,47に形成される通路を仕切って複数の小通路に分割する中間ガイド部材48〜52と、等を備えている。外側ガイド部材46,47は、外包機11に向かうに連れて互いの間隔が狭小となるようにベルトコンベア14の筐体45に取り付けられる。アームコンベア15は、ベルトコンベア14と共に、ベルト33に置かれた物品XA1を搬送するアーム57等を備えている。
(もっと読む)
容器搬送装置
【課題】袋本体と首部とを有する複数の容器を整列された状態で箱詰めすることが可能な容器搬送装置を提供すること。
【解決手段】袋本体と首部とを有する容器Cを搬送する容器搬送装置Aであり、容器Cを供給する製袋機1、複数の容器Cを受け渡し位置P1まで順次搬送する入り側コンベア2、容器Cを受け渡し位置P1x方向に沿って受け渡し位置P2まで搬送する中間コンベア4、受け渡し位置P1に設置され、入り側コンベア2によって搬送されてきた容器Cを、首部がy方向の一方側および他方側のいずれかを向く姿勢に整列された所定数の容器Cごとに区分して中間搬送コンベア4へ受け渡す整列手段3、受け渡し位置P2に箱Bを順次搬送し、容器Cが詰められた箱Bを排出する出側コンベア6、第2の受け渡し位置P2に設置され、中間コンベア4により搬送されてきた所定数の容器Cを、出側コンベア6により搬送されてきた箱Bに詰める箱詰め手段5、を備える。
(もっと読む)
食器の袋詰め装置
【課題】スプーンを袋に確実に、かつ容易に詰め込むことができるスプーンの袋詰め装置を提供する。
【解決手段】上端が開口し、左右両側部及び下端部が閉じた袋1の左右両側部を挟持部32A,32Bによってそれぞれ挟持させ、所定の受け入れ位置まで搬送する。スプーンSをスプーン搬送手段40により、受け渡し位置まで搬送する。スプーンSは、受け渡し位置において鉛直に直立させる。受け渡し位置に位置しているスプーンSをスプーン投入手段40により、袋1の開口部の前上の投入位置まで移動させる。このとき、スプーンSの長手方向を水平方向に対して所定の角度だけ傾斜させる。スプーン投入手段40がスプーンSを自然落下させることにより、スプーンSを袋1内にその上端開口部から入り込ませる。
(もっと読む)
姿勢制御装置
【課題】包装物を効率よく収納させる姿勢に制御させる姿勢制御装置を提供することである。
【解決手段】姿勢制御装置400においては、第1保持板410、第2保持板430を有する。第1保持板410、第2保持板430、第3保持板、一対の開閉装置440,441により略直立姿勢で集積された包装物800が集積方向の両側から保持される。また、包装物800をダンボール箱内に箱詰めする前に振動装置460により第1保持板410が矢印MV1の方向に往復移動され間隔が変動される。
(もっと読む)
袋包装体整形装置
【課題】包装機が製造した袋包装体に対して、搬出装置における搬出中に、簡単な構造でありながら十分な折り癖を付ける時間的な余裕を与えて、確実な整形を行うことができる袋包装体整形装置を提供する。
【解決手段】横型の逆ピロー包装機1が製造した袋包装体Pは、排出側において搬出コンベア13によって搬出される。搬出コンベア13から搬出された袋包装体Pは、搬出コンベア13とは段差Eを以て下方に配設された加熱コンベアとしての回転コンベア20に移載される。袋包装体Pは、ガゼットが折り込まれた端部を底部として回転コンベア20にされ、搬送中に回転コンベア20から加熱されてガゼット折り込みの折り癖が付けられるので、ガゼット折り込みがされた底部の整形を行う時間を十分確保することができる。
(もっと読む)
菓子などの移乗配列装置
【課題】上流側から順次送り込まれてくる菓子などを、走行中の配列コンベア上に複数列の縦列に横一列に配列可能とする菓子などの移乗配列装置を提供することである。
【解決手段】菓子などを一列縦隊に順次送り込むと共に鉛直軸を支点として水平方向に首振り自在な旋回コンベア1と、横移動自在であり、下流側のベルトの折り返し部となるベルト受け部が菓子などの搬送方向に水平移動自在とされる分配コンベア2を介して、下流側の配列コンベアB上に複数列の縦列に配列すると共に、前記配列コンベアのコンベア速度と、前記分配コンベアのコンベア速度と、菓子などを送り込むタイミングとから、走行中の配列コンベア上に横一列に整列すると共に複数列の縦列に順次配列するように、前記分配コンベアの横移動と前記ベルト受け部の水平移動とを制御する制御装置50を備える構成とした。
(もっと読む)
シート束搬送システム
【課題】シート束に生じた束ずれによって包装不良が生じるのを防止でき、しかも、タクトタイムを大きく延長することなく、高い歩留まりを達成できるシート束搬送システムの提供。
【解決手段】所定の方向に搬送されるシート束の所定方向に沿った寸法を測定する寸法測定部と、前記寸法測定部において前記シート束を測定した測定寸法と予め定められた基準寸法とを比較し、前記測定寸法と基準寸法との差に基づき、前記シート束について、良品、要修正品、不良品の何れに属するかを判定する判定部とを有するシート束搬送システム。
(もっと読む)
包装機の物品供給装置
【課題】1列または2列で集合した物品の供給が切換え設定でき、また包装機の物品供給不良を改善し得るようにする。
【解決手段】移送コンベヤ10から整列用コンベヤ12に送り込まれた物品Wは、1列化すると共に縦向き姿勢で搬送される。整列用コンベヤ12からプールコンベヤ14に送り込まれた物品Wは、縦向き姿勢のまま搬送されて移送終端から上流側に所定数貯留される。プールコンベヤ14に貯留されている先頭の物品Wは、切出しコンベヤ20により横向き姿勢で1個づつ整列コンベヤ24に送り出される。整列コンベヤ24では、所定個数の物品Wを集合整列し、この整列物品Wを側部コンベヤ26に送り込む。側部コンベヤ26で搬送される整列物品Wは、横送り手段により横向き姿勢の整列状態のまま供給コンベヤ22に横送りされる。
(もっと読む)
棒状物品整列装置
【課題】 棒状物品を水平状態に整列させる。
【解決手段】 水平に配置された整列用容器12aは、上部及び下部に開口を有し、内部が2つの互いに平行な部屋16a、18aに区画されている。部屋16a、18aは、長さ寸法が棒状物品24の長さ寸法よりも長く、幅寸法が棒状物品24の長さ寸法よりも短く形成され、部屋16a、18aの下部に、その開口を開閉するゲート20a、22aがそれぞれ設けられている。この容器12aを揺動源26aが揺動させる。
(もっと読む)
環状物計数装置及び環状物計数方法
【課題】環状物を重ならずに一列に整列させた後、最後列の環状物を押出して環状物群の配列の乱れなく最前列の環状物を主軸から落下させ、そして正確に環状物の数を計数することができる環状物計数装置及び環状物計数方法を提供することを目的とする。
【解決手段】環状物13群を整列させた後、環状体13を1本ずつ送り出して計数する環状物計数方法である。環状物13群を主軸11と従動軸12に懸架して張力を付与し、一方の軸を回転して環状物13群を整列させた後、従動軸12を主軸11の方向へ移動させて環状物13群を従動軸12に接触せずに主軸11にぶら下げ、最後列の環状物13を押出して主軸11から落下させ、主軸11の端部から落下した環状物13の送出数を計数する。
(もっと読む)
搬送装置
【課題】 簡易な構成でありながら、複数の袋を整列させると同時に密封状態の検査も行うことが可能な搬送装置を提供する。
【解決手段】 箱詰め装置1では、受入装置4において、新たに搬入された最後端の物品X1を第2後端保持部材64の保持プレート64a・64bによって挟み込んで縦向きの状態で整列させながら、物品X1に圧力をかけている。コントロールユニット92が、保持プレート64aの吊り下げ部分に取り付けられた圧力センサ65における検出結果に基づいて物品X1のシール不良の検査を行う。圧力センサ65における検出結果が、所定の値よりも小さい場合、あるいは徐々に検出される圧力が低下していく場合には、この物品X1をシール不良と判定する。一方、所定の値を上回っており、検出圧力が低下していかない場合には、この物品X1を正常品として判定する。
(もっと読む)
製品集積方法および製品集積装置
【課題】高速運転可能で、確実に作動させることができる製品集積方法および製品集積装置を提供すること。
【解決手段】所定間隔で取り付けた多数の羽根部材6を備え、隣接する羽根部材6の間に製品収容部6Aが形成される無端状の回転コンベア2と、該回転コンベア2の各製品収容部6Aに1個づつ製品を供給する製品供給手段20と、N個の製品収容部6Aと少なくとも1個の空の製品収容部6Aを交互に形成する間隔形成手段30Aと、を備えた製品集積装置1を構成し、回転コンベア2および製品供給手段20を運転した状態で、間隔形成手段30Aと製品供給手段20を同期して作動させて、製品を収容したN個の製品収容部6Aと少なくとも1個の空の製品収容部6Aを交互に形成してN個単位の製品を集積して搬送できるようにした。
(もっと読む)
梱包用移送装置
【課題】 コンベアから梱包位置へ被梱包物を移送する際に、被梱包物が姿勢を崩したり転倒することのない梱包用移送装置を提供することを目的とする。
【解決手段】 移送体3は被梱包物Pを保持そして保持解除可能な保持部材4と、該保持部材4を水平方向に移動かつ該水平方向と水平面で直交する方向の軸線まわりに回動せしめる駆動機構5とを備え、該駆動機構による保持部材の移動軌跡Cは、被梱包物の保持後の移送工程では第一位置から曲線域C1を経て直線域C2へ移行して第二位置Yへ達し、保持解除後の戻り工程で第二位置から第一位置へ復帰し、上記移送工程における上記曲線域から第一位置から発する部分で上昇成分を有しそして直線域が下方に向いているように形成されている。
(もっと読む)
搬送装置及びそれを備えた箱詰め装置
【課題】 受入位置で比較的偏平な物品を起立姿勢で受け入れ、所定個数に達した物品を集積状態で排出位置に搬送する場合に、少ない駆動手段で物品の受け入れを高速化することができる搬送装置及びそれを備えた箱詰め装置を提供する。
【解決手段】 起立姿勢の物品を集合状態で移送するバケット220の移送経路の上方かつ移送経路を挟んで両側に、後端保持部材駆動機構241,241を備える。各後端保持部材駆動機構241に、所定の経路を循環走行する一対のエンドレスチェーン254,254を配設し、該エンドレスチェーン254,254に、ほぼ等間隔かつ垂直姿勢となるように一対の後端保持部材248,248を連結する。そして、片側一対の後端保持部材248,248を単一のモータ249で移動させる。
(もっと読む)
ワークの分離搬送収納装置
【課題】従来の処理速度以上でも確実に分離して収納処理ができるワークの分離搬送収納装置を提供することにある。
【解決手段】シート基板を分割して短冊状のワークにする分割装置2から搬送方向に略直角な横方向に且つ連接して搬出される前記ワークを、搬送中に横方向のまま分離した後、搬送方向と略同じ縦方向に整列させる分離整列搬送装置3と、この分離整列搬送装置3に連接し整列されたワークを収納するワーク収納装置4とを備え、前記分離整列搬送装置3は搬送中に個々のワークを横方向のまま分離する分離部としての搬送ベルト6及び分離ベルト7と、前記縦方向に整列させる整列搬送部としての分離整送ベルト8とから成ることを特徴とする。
(もっと読む)
1 - 17 / 17
[ Back to top ]