
Fターム[3E054FC08]の内容
包装位置への供給−物品の供給 (7,769) | 物品の取扱い(姿勢変更) (699) | 姿勢変更時期 (160) | 搬送中 (110)
Fターム[3E054FC08]に分類される特許
41 - 60 / 110
知的製品供給システムおよび方法
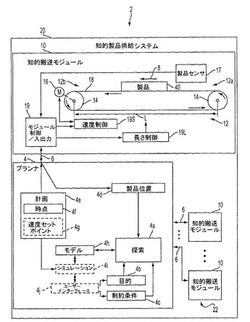
【課題】知的製品供給システムを提供する。
【解決手段】知的製品供給システムは、複数の列として形成され各列が投入機構と送出機構の間の処理方向に沿って直列に配置された1以上の搬送モジュールを含む配列であって、搬送モジュールの少なくともいくつかが可変速度搬送モジュールであり、個々の可変速度搬送モジュールが、後続モジュールまたは送出機構へ製品を供給すべく先行モジュールまたは投入機構から製品を受け入れる第1端部から第2端部へ製品を搬送するモジュール搬送機構および製品搬送速度を制御すべくモジュール搬送機構に接続された速度制御要素を含む配列と、製品がどの経路を辿るかを記述する計画を作成し投入機構により配列へ不規則に配送された製品のグループを指定された製品構成に従い向きを揃えて同期的に送出機構へ搬送すべく列の少なくとも1個のモジュールを計画に従い動作させるべく速度制御要素と接続されたプランナとを含む。
(もっと読む)
丁合搬送装置

【課題】枚葉物の寸法と形状に係わらず枚葉物を搬送する過程で所望に位置決めできる丁合搬送装置を提供する。
【解決手段】丁合搬送装置3は、2本の無端状の爪ベルト61,62を4つのプーリ63〜66にそれぞれ巻掛した丁合コンベヤ6と、丁合コンベヤ6の両側に設けられた一対の案内部材7と、2本の無端状の凸ベルト81,82を4つのプーリ83〜86にそれぞれ巻掛した載置コンベヤ8とを備える。駆動手段14,15は、プーリ63,64を回転させることにより、爪ベルト61,62を搬送方向へ走行させ、又は爪ベルト61,62を相対的に逆送させる。
(もっと読む)
第1ユニットから第2ユニットへ包装容器を移送するための方法と配置
本発明は、包装ラインにおける2つのユニット間で運動パターンを同期させるための方法と移送装置とに関し、1つのユニットは断続的に作動され、第2のユニットは連続的に作動される。本発明は特に、断続的に作動される充填ユニットと、連続的に作動される箱詰め機との間の移送装置を対象としている。移送装置は、チューブ・ピッカー/プレーサー(28)を支持するために配置されたフレーム(13)が備えられ、第1シャフトと第2シャフト(16,31)を中心とする同時旋回運動を行うために配置されており、第2シャフト(31)に直角の第3シャフト(48)を中心として回転を行うためである。フレームはさらに、チューブ間の間隔を調節するための手段と、充填ユニットの部分的に円形のコンベヤから容器が取り上げられる場合、回転運動の間、垂直位置での相違を相殺するための手段とが備えられている。  (もっと読む)
(もっと読む)
搬送装置
【課題】前工程から供給されたワークWを搬送、起立する場合に、多様な厚さのワークWに対応可能とされるとともに前工程からワークWが供給されない場合でもコンベアを停止することなく連続的に周回可能な搬送装置を提供すること。
【解決手段】搬送装置1であって、周回駆動されるチェーンコンベア11と、前記チェーンコンベア11とともに周回する起立フィンガー12と、回動機構とを備え、前記起立フィンガー12は、ワークWを周回方向後方側Rで支持する後方側支持部と、前記ワークWを前記チェーンコンベア11側で支持する底側支持部とを有し、周回方向前方側Fと底側支持部に対向する側が開口されるとともに、前記チェーンコンベア11の周回方向と直交する方向の軸線廻りに回動自在とされ、前記回動機構は、前記起立フィンガー12を起立させるように構成されていることを特徴とする。
(もっと読む)
搬送装置およびこれを備えた箱詰め装置
【課題】所定の姿勢を保持しつつ物品をスムーズに搬送して生産性を大幅に向上させることが可能な搬送装置を提供する。
【解決手段】箱詰め装置1に備えられた搬送装置10では、商品Xを搬送する取り込みコンベア11と、取り込みコンベア11が商品Xを搬送する搬送方向aと交差する方向における取り込みコンベア11の搬送面の端部側において、商品Xとそれぞれ当接して商品Xを搬送方向aに搬送する一対のサイドコンベア12・13と、を有している。一対のサイドコンベア12・13は、一対のサイドコンベア12・13の搬送面が取り込みコンベア11の搬送面となす角度のうち少なくとも一方の角度が鋭角となるように、サイドコンベア12とサイドコンベア13とが対向配置されている。
(もっと読む)
袋包装体整形装置
【課題】包装機が製造した袋包装体に対して、搬出装置における搬出中に、簡単な構造でありながら十分な折り癖を付ける時間的な余裕を与えて、確実な整形を行うことができる袋包装体整形装置を提供する。
【解決手段】横型の逆ピロー包装機1が製造した袋包装体Pは、排出側において搬出コンベア13によって搬出される。搬出コンベア13から搬出された袋包装体Pは、搬出コンベア13とは段差Eを以て下方に配設された加熱コンベアとしての回転コンベア20に移載される。袋包装体Pは、ガゼットが折り込まれた端部を底部として回転コンベア20にされ、搬送中に回転コンベア20から加熱されてガゼット折り込みの折り癖が付けられるので、ガゼット折り込みがされた底部の整形を行う時間を十分確保することができる。
(もっと読む)
鶏卵配向装置
【課題】従来の鶏卵配向装置は、個々の鶏卵の大きさを度外視し、一様に鋭端部基準で反転ガイドに誘導されるため、その反転作用が抑制されず、小さい鶏卵には過剰の反転力を与えることになり、方向の不揃いや、鶏卵の損傷の原因となっていた。
【解決手段】溝付き円筒状ローラを配した無端コンベヤ上に鶏卵の通路を構成し、反転を要する方向の鶏卵を、溝が連続することで形成される溝軌道上に誘導し、その重心通過位置を一定にしたうえで溝軌道に斜交する反転ガイドを作用させることにした。その結果、一様に配置された反転ガイドであっても、個々の鶏卵の大きさに応じて反転ガイドの作用開始点が変わるので、反転ガイドが鶏卵に及ぼす反転力が抑制され、従来よりも高速、且つ安全に鶏卵を配向できるようになった。反転の必要のない鶏卵は、反転ガイドの作用を受けないで通過するため、すべての鶏卵の向きが揃う。
(もっと読む)
回転機械からコンベアへ可撓性容器を連続的に移動させる装置および方法
【課題】回転機械から縦位置で供給される可撓性容器を横位置に回転させてコンベアへ連続的に移動させる装置の提供。
【解決手段】回転する基盤5の周辺に複数設けた顎7を有する複数のはさみにより、可撓性容器2を垂直位置にある状態で回転機械3から取り出し、基盤5が回転する間にロッド14で構成されるカム機構によりはさみを90度だけ回転させて、可撓性容器2を水平位置にある状態にしてコンベア上へ落下解放する装置。
(もっと読む)
商品の自動段積包装装置
【課題】商品の充填工程等の各工程に所要時間を勘案して、各工程の稼動適正化を図り、自動段積包装の高速化を図る。
【解決手段】商品の充填列個数幅W以上の間隔Yをあけて、商品の商品集積搬送路C、Dが平行に設けられ、それぞれの商品集積搬送路C、Dには、商品段積み装置及び先端部には段積みされた商品Sを商品集積搬送路C、Dの内側中央位置へ交互にスライドさせられるスライドテーブルG、Hが設けられ、前方には包装資材Pの搬送路Jが設けられ、後方には該スライドテーブルG、H上に支持された商品を前記包装資材P中に充填する商品充填装置Kが設けられてなり、好ましくは、前記商品Gの充填列個数幅Wが前記包装資材Pの2ケース分であり、それぞれの商品集積搬送路C、Dに商品交互倒立装置Lが設けられ、前記包装資材Pが成形中途過程にある段ボールシートであることを特徴とする商品の自動段積包装装置。
(もっと読む)
集積物品のケース投入装置
【課題】 簡素な構成により、薄板状物品をスムースにケースに投入すること。
【解決手段】 集積物品のケース投入装置100であって、把持装置40により把持されて集積された複数の薄板状物品1をケース2に投入するに際し、ケース2の投入部2Cを拡開する拡開ガイド43(拡開手段)を該把持装置40に備えるもの。
(もっと読む)
ペーパーキャリア上のカードの配分のための装置及び関連する包装装置
前記カード(100)は実質的に垂直な配列に移動する第一の領域(44)、少なくとも1個のカード制御及び/又は読み取りステーション(41)を含む装置(4)を含む、カップリング工程を遅延せず、カード搬送ラインを含む、ペーパーキャリア上のカードの配分のための装置(4)が提供される、前記カードが実質的に水平配列に移動する第二の領域カードをペーパーキャリアにカップリングするための装置が操作される。 (もっと読む)
錠剤充填装置及びPTP包装機
【課題】非円形状の錠剤を容器フィルムのポケット部内へと正しい姿勢で充填させることのできる錠剤充填装置及びPTP包装機を提供する。
【解決手段】容器フィルムのポケット部に対し、外周面に少なくとも三つの角状部を有する非円形状の錠剤5を充填するための錠剤充填装置23は、外周に沿って所定間隔毎に収容凹部32が形成されたロータリドラム31と、ロータリドラム31の上部近傍に設けられ、錠剤5を一錠ずつ収容凹部32に供給可能な錠剤供給シュート41とを備えている。収容凹部32は、錠剤供給シュート41から供給された錠剤5の姿勢を所定の準備姿勢となるように矯正する土手部51と、土手部51において準備姿勢とされた錠剤5の姿勢を、ポケット部に充填するときの正しい姿勢である充填姿勢となるように矯正する矯正壁部55とを備えている。
(もっと読む)
錠剤搬送装置
【課題】錠剤詰まりが生じない錠剤搬送装置の提供。
【解決手段】略V字状の搬送用溝を有するトラフに、錠剤の同時通過数を2個以下に制限する略三角形状の切欠部を有する錠剤通過制御板又は/及び錠剤を搬送方向に向って縦長扁平状態に起立させると共に、1個ずつ通過せしめる接触突片を有する錠剤起立制御板を横架配設した。
(もっと読む)
ストロー付き容器の整列搬送装置
【課題】酒、ワイン、牛乳、ジュース、コーヒー、お茶等の液体内容物を収納する円柱形状または円錐形状等の容器の外側面にストロー等が付着されているストロー付き容器を搬送中に一定の向きに整列させるストロー付き容器の定位置整列搬送装置に関する。
【解決手段】
ストロー付き容器を所定間隔で連続的に垂直方向に載置し搬送する直線状の搬送コンベアーと、搬送コンベアーの左右両側のいずれか一方に搬送コンベアーと走行するサイドベルトコンベアーと、他方に矯正固定ガイドとを具備しているストロー付き容器の整列搬送装置であって、
サイドベルトコンベアーと矯正固定ガイドとによってストロー付き容器の側面を挟み回転させ、容器のストロー部がサイドベルトコンベアーで停止して、定位置に整列させることを特徴とするストロー付き容器の整列搬送装置。
(もっと読む)
包装システムならびにその制御方法
【課題】後処理装置22が停止しても良品のPTPシート1を系外に排出する必要がなく、かつ、包装システム10を停止してもポケット2に収容された内容物5が熱による劣化を生じない包装システム10を提供する。
【解決手段】基材シート6に形成されたポケット2に内容物5を充填する充填装置14と、シート状の蓋材4を基材シート6に熱圧着してポケット2の開口部を閉塞する蓋取付装置18と、基材シート6および蓋材4の接合体からPTPシート1を打ち抜く打抜装置20と、PTPシート1を後処理装置22へ向けて搬送する搬送装置24とを備える包装システム10に対して、さらに、後処理装置22が停止したときに後処理装置22に代わってPTPシート1を受け入れるバッファ装置32を搬送装置24の下流側に配設することにより上記課題を解決することができる。
(もっと読む)
農産物の箱詰装置
【課題】低コスト化を図りながら迅速な箱詰め作業を可能とする箱詰装置を提供することを目的とする。
【解決手段】吸着子がm行n列のマトリックス状に配置された第1の吸着部と、該第1の吸着部に並設された第2の吸着部とからなる吸着ユニット(8,9)と、該吸着ユニットを箱詰待機位置と箱詰位置との間で移動させる移動手段(74など)と、前記吸着ユニットに設けられ、外力を受けて、少なくとも前記第1の吸着部の吸着子の列間隔を変更する第1の間隔変更機構(77,78)と、前記吸着ユニットに設けられ、外力を受けて、前記第1及び第2の吸着部間の間隔を変更する第2の間隔変更機構(77、88、79など)と、前記第1及び第2の間隔変更機構に対してそれぞれ、前記外力を付与する第1及び第2の外力付与手段(76、86)とを有する農産物の箱詰装置。
(もっと読む)
袋内への棒状定形物充填方法及び装置
【課題】一対のグリッパー11,11に両側縁を把持されて吊され上向きに開口した袋9内に、比較的長い棒状定形物(スプーン1)を横向きで充填する。
【解決手段】袋幅方向に沿って左右に配置された断面凹溝形の一対のガイド部材12,13の凹溝内に、スプーン1を横向きで供給し前記凹溝内に支持し、次いで前記ガイド部材12,13を同時に内向きに略90度回動させる。これにより、ガイド部材12,13の一部を開口した袋口から袋9内に挿入して、ガイド部材12,13により袋口の袋幅方向両端を押し広げて袋口の開口形状を偏平形状に整形し、かつスプーン1を横向きのまま袋9内に落下させる。続いて押込板32をガイド部材12,13を通して下降させ、袋9内に落下したスプーン1を上から押さえ、横向き姿勢に矯正する。
(もっと読む)
めんなどの食材を充填した複数個並列容器の包装機側への押し送り装置
【課題】 本発明は、インスタントめんなどの食材を充填した複数個並列の容器を一列にして包装機側へ押し送りする装置を設備費低廉にして制御容易にしたものである。
【構成】 本発明はインスタントめんなどの食材を充填し蓋被せシールしてリテーナーコンベアの端部上に到達した複数個づつ並列の角形を含む容器を下方より上動する押し上げ棒にて一列づつ固定の整列台上に押し上げ、該押し上げ容器列を同軸回転する各別のチェン間に前後にずらして設ける各別の押し棒にて個別押しして各容器を整列台上にて前後させ、次いで該各容器を横長バーにて先狭とするガイドレール間を押し前進させて一列に寄せ並べして先端の先狭口より包装機側に押し送りするようにしたことを特徴とするめんなどの食材を充填した複数個並列容器の包装機側への押し送り装置にある。
(もっと読む)
整列コンベア用供給装置及びその運転方法、並びに箱詰め装置。
【課題】無端軌道に載っている物品の回転角度を正確に判断することができ、かつ正確な回転角度の判断を比較的低コストで実現できる整列コンベア用供給装置の運転方法、及びその運転方法を利用した整列コンベア用供給装置及び箱詰め装置を提供する。
【解決手段】本発明の整列コンベア用供給装置の運転方法は、無端軌道204と、無端軌道204の上方に配設された二次元コード読み取り装置202と、二次元コード読み取り装置202と通信可能に構成された制御装置30と、を有し、二次元コード読み取り装置202が無端軌道204によって搬送される物品Wの上面に表示されている二次元コードQの読み取り角度を取得する角度取得ステップと、制御装置30が読み取り角度を二次元コード読み取り装置202から取得して読み取り角度に基づいて物品Wの回転角度を算出する回転角度算出ステップと、を有する。
(もっと読む)
箱詰装置
【課題】 本発明は、個別の袋を複数集積して一群とし、その一群の袋を規定サイズの箱に詰める箱詰装置において、袋の厚みの偏りによる不都合に対応することを目的とする。
【解決手段】 個別の袋を複数集積して一群とし、その一群の袋を規定サイズの箱に繰り返し詰める箱詰装置であって、前記各個別の袋の厚みを検出する厚み検出手段と、前記一群の袋について、前記厚み検出手段より検出される前記各個別の袋の厚みを加算し、または前記厚み検出手段より検出される前記各個別の袋の厚みを所定値から減算する演算手段と、を備えることを特徴とする。
(もっと読む)
41 - 60 / 110
[ Back to top ]