
Fターム[3E094CA02]の内容
基本的包装技術−容器の閉鎖 (6,223) | 閉鎖手段 (1,217) | ヒートシール (985) | 熱板によるもの (836)
Fターム[3E094CA02]の下位に属するFターム
電気抵抗加熱によるもの(ヒーター等) (83)
熱板の形状又は動作 (570)
熱板の圧着手段 (95)
Fターム[3E094CA02]に分類される特許
41 - 60 / 88
エンドシール装置
【課題】 メンテナンスのために容易に搬送ベルトの取外しを行なえるようにすること
【解決手段】 エンドシール装置30に設けられた搬送ベルト装置40であり、左右に所定の間隔を置いて配置された支持フレーム51,52間に複数のプーリを支持し、複数のプーリに搬送ベルト46を掛け渡す。複数のプーリのうちの少なくとも2つのプーリ44,48は搬送ベルトの外面に接触し、他のプーリは搬送ベルトの内面に接触する。プーリ48は、一方の支持フレームに対して開閉自在に連結される開閉バーに取り付けられ、プーリ44は、支持フレームの周縁に形成された切欠溝51aに回転自在に支持される。プーリ44,46を搬送ベルトから離反させると、内面に接触するプーリのみとなるので、搬送ベルトを簡単に取り外すことができる。
(もっと読む)
熱融着確認インジケータ

【課題】大掛かりな装置を使用することなく、簡便かつ正確に熱融着の良否の確認が可能な熱融着確認インジケータを提供する。
【解決手段】熱融着確認インジケータ1は、熱融着すべき熱可塑性樹脂フィルム30の間に挟み込まれておりそれと共に熱融着される熱融着確認インジケータであって、その熱融着温度で溶融する固体状の熱溶融性物質3を付しており熱溶融状態でそれを不可逆的に吸収させることにより露呈する熱溶融性物質吸収性基材7、その熱融着温度で溶融する固体状の着色した熱溶融性物質を覆っており熱溶融状態でそれを不可逆的に浸透させることにより着色して変色する不透明または半透明の熱溶融性物質浸透材、およびその熱融着温度で不可逆的に反応して変色する感温変色性物質を含有する層のいずれかからなる不可逆性示温材10を有している。
(もっと読む)
チャック閉鎖装置
【課題】確実に効率よくチャックを閉じることができるチャック閉鎖装置を提供することである。
【解決手段】本発明のチャック閉鎖装置は、1対の対向する押圧ブロックの間でチャックを押圧して、該チャックを閉じるチャック閉鎖装置であって、前記押圧ブロックは、前記チャックを一方側から押圧する第1の押圧ブロックと、前記チャックを反対側から押圧する第2の押圧ブロックとからなり、前記第1の押圧ブロックの押圧面または前記第2のブロックの押圧面のいずれか一方または両方が、相対する向きに湾曲していることを特徴とする。
(もっと読む)
インパルス式ヒートシーラー用樹脂シート及びこれを備えたインパルス式ヒートシーラー
【課題】被シール物に外観上好ましくない模様が転写されるのを効果的に防止できるインパルス式ヒートシーラー用樹脂シート及びこれを備えたインパルス式ヒートシーラーを提供する。
【解決手段】それぞれ第1方向A1へ互いに平行に延びる複数本の第1繊維21と、それぞれ上記第1方向A1に対して交差する第2方向B1へ互いに平行に延びる複数本の第2繊維22とが編み込まれることにより形成された繊維構造体20に対して、フッ素樹脂23を含浸させることにより長方形状の樹脂シート16を形成し、上記第1方向A1及び上記第2方向B2を樹脂シート16の長手方向Lに対して交差させる。これにより、第1繊維21と第2繊維22とで弛みやすさにばらつきが生じるのを抑制することができるので、一部の繊維のみが弛むことに起因して、被シール物に外観上好ましくない模様が転写されるのを効果的に防止できる。
(もっと読む)
テーピング電子部品の製造装置およびそれを用いたテーピング電子部品の製造方法
【課題】テーピング電子部品を構成する、テープ本体へのカバーテープの接合強度の強い部分と弱い部分とのピッチが小さく、かつ、接合強度の差が小さくて、全体としてのテープ本体とカバーテープの接合強度が大きい、信頼性の高いテーピング電子部品を効率よく製造することを可能にする。
【解決手段】メインアイロン20により、収納穴4にチップ型電子部品6が収納されたテープ本体1にカバーテープ5を熱圧着するとともに、メインアイロンによる最強熱圧着部分A(A1),A(A2)間の、メインアイロンの押圧力が弱くなり、熱圧着強度が低くなる位置を、サブアイロン30で補助的に熱圧着する。
メインアイロンとして、駆動アーム21と、熱圧着用こて部22と、駆動アームを回転可能に保持する回転軸23とを備えた構成のものを用いる。
メインアイロンおよびサブアイロンによる熱圧着を、テープ本体の間欠搬送における停止のタイミングで行う。
(もっと読む)
固体食品の脱気包装方法及び装置
【目的】製袋充填包装機から産出される包装体を能率的に脱気.密封シールする。
【構成】順次運びだされる第2コンベヤ25上の複数の包材30に対して上方から複数の弾性ブロック38が、直動モータ27によって下降して各包装体30内部の固定食品を押し付け、各スライダー29のガイド26に沿う運動49で、ラック歯40に係合する平歯車39と一体に弾性ブロック38を回転させて複数の包装体30を90度角だけ回転し、各包装体30を縦長状から横長状に方向変換させたあと、第2ベルトコンベヤ65と同速で往復動する真空包装用の耐圧チャンバーに運びいれる。この場合、第2ベルトコンベヤ65の回転速度は、搬出コンベヤ25よりも低速であり、この速度差により第2ベルトコンベヤ65に移乗する包装体30の間隔を狭めるので、耐圧チャンバーの容積は縮小し、包装能率は向上する。
(もっと読む)
エンドシール装置及びそれを用いた包装機並びにピロー包装機
【課題】 上下のトップシーラの上下移動距離を過不足なく行うピロー包装機を提供すること
【解決手段】 連続して供給される帯状フィルムを筒状に形成する製袋器20と、筒状に形成された筒状フィルム21の重合端にシールを施すセンターシール装置24と、センターシール装置の下流側に配置され、筒状フィルムの幅方向にシール・カットするエンドシール装置30を備える。エンドシール装置は、筒状フィルムを挟んで上下に配置されるトップシーラ33a,33bと、そのトップシーラのシール面を対向させた状態を保持しながらそのトップシーラを所定の軌跡で移動させる駆動機構とを備える。この駆動機構は、両トップシーラを前後進移動させるための機構と、上側のトップシーラを上下移動させる機構と、下側のトップシーラを上下移動させるための機構を、それぞれ別々の駆動モータからの動力に基づいて動作するように構成する。
(もっと読む)
製袋包装機
【課題】包材を挟む着脱可能な部材が、包材の搬送中にずれることを防止することが目的とされる。
【解決手段】製袋包装機1は、成形機構13と、縦シール機構16と、横シール機構17と、受け部材31と、第1の支持部材131とを備え、帯状のフィルムから袋を製造しつつ、被包装物を包装する。成形機構13は、帯状のフィルムを筒状に丸めて筒状のフィルムを成形する。縦シール機構16は、筒状のフィルムが延びる方向に沿って縦に、筒状のフィルムの重なり部分を熱でシールする。横シール機構17は、筒状のフィルムを横断して、筒状のフィルムを熱でシールする。受け部材31は、縦シール機構16に対向した位置で、成形機構13に着脱可能に取り付けられ、縦シール機構16とともに重なり部分を挟む。第1の支持部材131は、受け部材31をフィルムの搬送方向の下流側で支持して、受け部材31が搬送方向へとずれることを阻止する。
(もっと読む)
上包み機のサイドシール装置
【課題】上包み品の供給動作の有無に拘わらず、上包み品の左右のサイド折込み面に対するヒートシールを確実且つ綺麗に実施することができる上包み機のサイドシール装置を提供する。
【解決手段】上包み機のサイドシール装置は、上包み機の包装セクションからの供給動作を受けて進入する上包み品(B)を挟み付け、これら上包み品(B)の供給動作とともに走行自在な一対のシールベルト(12)と、供給動作により決定される上包み品(B)の供給速度よりも遅い走行速度にて、シールベルト(12)を走行させるべく駆動力を発生する電動モータ(22)と、電動モータ(22)とシールベルト(12)間に設けられた一方向クラッチ(24)とを備え、一方向クラッチ(24)は電動モータ(22)による走行速度を超えた供給速度でのシールベルト(12)の増速走行を許容する。
(もっと読む)
シールロール用ヒートシール刃の工夫
【課題】出来上がった包装袋シール部分に対するデザイン上の要請により、この包装袋シール部分に模様を付加しないシールを施すことができると共に、フィルム同士の融着接合する際に発生する各種シール不良を抑えることが可能となるヒートシール刃を提供する。
【解決手段】ヒートシール刃24のシール作用面には、鏡面仕上げを施した平滑面加工部分30とV字状切れ込み加工部分32が交互に施され、ヒートシール刃25のシール作用面には、鏡面仕上げを施した平滑面加工部分31とV字状切れ込み加工部分33が交互に施されている。そして、このV字状切れ込み加工を施す際に採用する寸法は、溝の巾として0.14mmから0.18mmまでの値とし、溝の深さとして0.07mmから0.09mmまでの値とする。
(もっと読む)
熱溶着性合成樹脂袋への粉粒体充填封緘方法
【課題】袋に充填した粉粒体が部分シール部の通気孔を通して飛び出してしまうことがなく、袋の形を整えやすい熱溶着性合成樹脂袋への粉粒体充填封緘方法を提供すること。
【解決手段】熱溶着性合成樹脂製の筒体の一方の口部2aを熱溶着により一線熱シール3を施して封止する。袋内に粉粒体を充填する。粉粒体を充填した後の袋の他方の口部2b内側に、他方の口部2bに沿って表裏面が接着されてなるシール部4と表裏面が接着されていない通気孔部5とが交互に配列されてなる部分シール部6を熱溶着により形成する。部分シール部6の通気孔部5を通じて袋内に残存している空気を袋外に抜く。空気抜きを行った後の袋の他方の口部2bと部分シール部6との間に、部分シール部6に沿って、熱溶着により一線熱シール7を施し、袋の他方の口部2bを封止する。
(もっと読む)
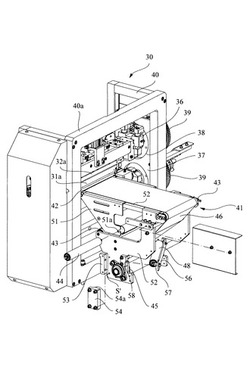
独立した切断バー及び溶着バーを備えた包装機械
包装機械(30)の第1の支持構造(37)によって支持された少なくとも1つの第1のピストン(34)により,その上下動が作動される少なくとも1つの長手方向の切断及び溶着バー(31)と,長手方向の切断及び溶着バー(31)とは独立しており,このような包装機械(30)の第2の支持構造(39)によって支持された少なくとも1つの第2のピストン(35)により,その上下動が作動される少なくとも1つの幅方向の切断及び溶着バー(33)と,少なくとも第1及び第2のピストン(34,35)の動作を制御及びプログラムするように適応された制御及び管理手段とを備えるプラスチックフィルムで製品を包装する機械(30)が記載されている。  (もっと読む)
(もっと読む)
ピロー包装機
【課題】 製袋器を交換したり、幅調整が可能な製袋器を用いることで複数種類の被包装物を包装する一台のピロー包装機において、被包装物に大きな幅の変更があっても、良好な縦シールを形成することができるピロー包装機を提供すること
【解決手段】 原反フィルム16から連続して送り出された帯状フィルム15を筒状にする製袋器25と、その製袋器のフィルム進行方向下流側に配置され、筒状に形成された帯状フィルムの両側端縁部をシールする縦シール装置27と、その縦シール装置のフィルム進行方向下流側に配置され、縦シール装置でシールされて形成された筒状フィルム24を横方向にシール・カットするエンドシール装置30と、を備える。縦シール装置は、縦シーラ27aと、その縦シーラの進行方向後側に配設されたピンチローラー27cと、を有する。そして、縦シール装置を水平方向に移動させる水平移動機構と、上下方向に移動させる上下移動機構とを備えた。
(もっと読む)
縦シール機構
【課題】縦シール部分の周辺部分におけるしわやシール不良等の発生を抑制することが可能な縦シール機構を提供する。
【解決手段】製袋包装機1では、縦シール機構15を構成するヒータベルト16a、ヒータブロック16bと、成形機構13側に配置された面ファスナー13cとを、フィルムFの縦シール部分F1よりも両外側の領域へ付与される単位時間当たりの熱量が小さくなるように、配置している。
(もっと読む)
複数の充填済みバッグを一緒に包装するための方法およびその方法に使用される装置および得られたスナック充填バッグの包装体
【課題】小片、粒状物又は粉体の形態の商品を収納した複数の商品充填バッグを熱接着性プラスチック製の長尺の薄膜内に包装するための方法であって、この薄膜は長手方向エッジに沿って接続され、底部および頂部側がそれぞれ溶接継目により閉じられたスリーブを形成するようにする。
【解決手段】この方法は:a)コンベヤーに載せて複数のバッグを前進させる工程;b)少なくとも1つの第1のバッグを支持部材上に移送させる工程であって、同時に溶接手段により薄膜包装材料を閉じて底側を形成し;c)バッグに対する工程(b)で底側が溶接された連続的薄膜包装材料を溶接により長手方向に閉じスリーブ状物を部分的に形成する工程と;d)少なくとも第1のバッグを該支持体上の位置からスリーブ形成チューブの開口部に向けて水平に押出す工程と;e)垂直に押し下げ該第1のバッグと該包装材料とを合同、降下させ、同時に横方向の側の1つに長手方向の継目を形成させて、該スリーブを閉じる工程と;f)複数のバッグを最初に水平に押して前記支持体上に連続して供給し、これらをスリーブ形成チューブの開口部に移送させ、ついで、垂直に移送して配列全体を降下させ、所定数のバッグが前記スリーブ内に包装された状態で積み重ねることにより包装を完了させる工程と;g)該スリーブにより形成され完成させた包装体の薄膜頂部を横切るようにして横断方向に溶接し、この形成された包装体を、次の包装体の底部を同時に形成させるようにして切断、分離する工程とを具備してなる。この方法を実施するための装置。熱接着性プラスチックから作られた薄膜状包装材料からなるスリーブ状物の内部にスナックを収容した複数のバッグを一緒に包装するための方法およびそれを実施するための装置。この方法で得られるスナック収容バッグの包装体。
(もっと読む)
横シール機構およびそれを備えた縦型充填包装機
【課題】包装袋の横シール部への内容物の噛み込みの発生を抑制することが可能な横シール機構等を提供する。
【解決手段】本発明に係る横シール機構は、筒状フィルム1’を間において対向配置されたヒータバー21およびヒータバー受け24を備え、これら一対の部材で筒状フィルムを挟み込み熱シールすることで、筒状フィルム1’の密封を行う。ヒータバー21の加圧面21aが曲面状に形成されている。ヒータバー21は、その加圧面21aを筒状フィルム1’に当接させながら、回転軸27a周りに回動しながら熱シールを行うように構成されている。
(もっと読む)
粉粒体袋封止機
【課題】ヒートシール部を均一確実に貼着してシール強度を向上させ、且つ、粉粒体袋封止作業の自動化を可能にする。
【解決手段】コンベア32に加熱ステーションST1、加圧ステーションST2及び冷却ステーションST3を順次設け、加熱ステーションST1には、粉粒体袋31のヒートシール部28を受け止めてヒートシール部28を加熱する可動式熱板41を配設する。又、加圧ステーションST2には、ヒートシール部28を受け止めてヒートシール部28を加圧する可動式押付けブラシ66を配設し、冷却ステーションST3には、ヒートシール部28を受け止めてヒートシール部28を冷却する可動式冷却板73を配設する。熱板41、押付けブラシ66及び冷却板73と対峙するコンベア32の他側部には、粉粒体袋31の他側部を受け止めるための可動式のストッパ42、67及び74を設ける。
(もっと読む)
製袋包装機
【課題】筒状包装材に形成の際に、既に形成された縦シール部の倒れが生じようとしても、その影響が縦ヒートシーラ内の縦シール部や側縁部に及ぶまで大きくなるのを防止することができる製袋包装機を提供する。
【解決手段】縦ヒートシーラ15によって形成された縦シール部52が縦ヒートシーラ15から送り出されたときに、その倒れを防止する規制部材20が設けられている。製袋包装機10の間欠的な動作に伴って縦ヒートシーラ15が間欠的に閉じ動作するときに、縦ヒートシーラ15内部に位置している縦シール部52及び未シール部としての側縁部は起立状態にあって縦ヒートシーラ15によって正しく挟み込まれる。したがって、縦シール部52は、倒れた状態で縦ヒートシールされることが防止され、既に形成されている縦シール部と綺麗に繋がった連続性のある縦シール部が形成される。
(もっと読む)
粉体充填包装袋の口封機及び口封方法
【課題】粉体を充填した包装袋の封止部の熱圧着性の接着剤を、効率よく加熱して粉体充填包装袋を確実に封止する粉体充填包装袋の口封機及び口封方法を提供する。
【解決手段】封止部101に熱圧着性の接着層102を有し、粉体充填包装袋100−1の封止部101を加熱して封止する、粉体充填包装袋の口封機10であって、粉体充填包装袋100−1を搬送する第1の搬送手段20と、第1の搬送手段20により搬送された粉体充填包装袋100−1の姿勢を傾斜させる姿勢傾斜手段30と、姿勢傾斜手段30により傾斜させた粉体充填包装袋100−1を、傾斜姿勢を維持して搬送する第2の搬送手段40と、第2の搬送手段40により搬送された粉体充填包装袋100−1の封止部101に押圧接触して、接着層102を加熱及び/又は冷却させる接触部51を有し、接触部51を可動させて接触時間及び/又は接触面積を調整する接触調整手段50とを備える。
(もっと読む)
シール条件算出方法、シール条件算出装置及び製袋機
【課題】適切な内面到達温度となる加熱体温度、シール時間といったシール条件を、迅速にかつ容易に算出でき、生産効率、生産コスト、品質を向上するシール条件算出方法、シール条件算出装置及び製袋機を提供する。
【解決手段】3つのシール条件(内面到達温度、熱板設定温度、シール時間)をそれぞれ座標軸とした座標空間に、3点A,B,Cの3つのシール条件の実測値に基づいて定義されるシール条件平面、テーブルを作成し、入力された内面到達温度に基づいて、シール条件平面、テーブルから熱板設定温度、シール時間を選択した。
(もっと読む)
41 - 60 / 88
[ Back to top ]