
Fターム[3E094DA08]の内容
基本的包装技術−容器の閉鎖 (6,223) | 閉鎖位置部 (809) | 袋口部 (524) | 包装機内で袋を形成する時の横シール (267)
Fターム[3E094DA08]に分類される特許
121 - 140 / 267
固体食品の脱気包装方法及び装置
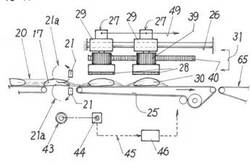
【目的】製袋充填包装機から産出される包装体を能率的に脱気.密封シールする。
【構成】順次運びだされる第2コンベヤ25上の複数の包材30に対して上方から複数の弾性ブロック38が、直動モータ27によって下降して各包装体30内部の固定食品を押し付け、各スライダー29のガイド26に沿う運動49で、ラック歯40に係合する平歯車39と一体に弾性ブロック38を回転させて複数の包装体30を90度角だけ回転し、各包装体30を縦長状から横長状に方向変換させたあと、第2ベルトコンベヤ65と同速で往復動する真空包装用の耐圧チャンバーに運びいれる。この場合、第2ベルトコンベヤ65の回転速度は、搬出コンベヤ25よりも低速であり、この速度差により第2ベルトコンベヤ65に移乗する包装体30の間隔を狭めるので、耐圧チャンバーの容積は縮小し、包装能率は向上する。
(もっと読む)
横型製袋充填包装機

【課題】 被包装体の搬送姿勢を乱す要因を削減して、被包装体を安定して搬送できる横型製袋充填包装機を提供する。
【解決手段】 筒状の包装体Yの中に間隔を有して並べられる被包装体Xを包装体Yと共に搬送する第1搬送部1と、一対のシール体30により被包装体Xを個装するシール部3と、個装される被包装体Xを搬送する第2搬送部4とを備える横型製袋充填包装機において、第1搬送部1及び第2搬送部4は、シール部3側の端部同士が被包装体Xの搬送方向に沿って相対的に接離可能に構成され、しかも、回転するシール体30と干渉するのを防止すべく、シール体30が被包装体Xの搬送路に進入する前に、シール部3側の端部同士が離間して、シール体30が被包装体の搬送路から退出した後に、シール部3側の端部同士が接近するように構成されることを特徴とする。
(もっと読む)
製袋包装機
【課題】包材を挟む着脱可能な部材が、包材の搬送中にずれることを防止することが目的とされる。
【解決手段】製袋包装機1は、成形機構13と、縦シール機構16と、横シール機構17と、受け部材31と、第1の支持部材131とを備え、帯状のフィルムから袋を製造しつつ、被包装物を包装する。成形機構13は、帯状のフィルムを筒状に丸めて筒状のフィルムを成形する。縦シール機構16は、筒状のフィルムが延びる方向に沿って縦に、筒状のフィルムの重なり部分を熱でシールする。横シール機構17は、筒状のフィルムを横断して、筒状のフィルムを熱でシールする。受け部材31は、縦シール機構16に対向した位置で、成形機構13に着脱可能に取り付けられ、縦シール機構16とともに重なり部分を挟む。第1の支持部材131は、受け部材31をフィルムの搬送方向の下流側で支持して、受け部材31が搬送方向へとずれることを阻止する。
(もっと読む)
ヒートシール装置
【課題】ヒートシールバー、とくに横ヒートシールバーのシールロール本体への着脱が容易なヒートシール装置を提案する。
【解決手段】平行に近接配置された一対のシールロール本体と、これらシールロール本体の周方向の複数個所に、搬送フィルムを横切る方向に延在させて設けられたヒートシールバーと、前記シールロール本体の、軸線方向へ離間する少なくとも二個所に、周面にて相互に接触する一対の位置規制用フランジとからなり、かつ前記ヒートシールバーを、シールロール本体に対して着脱可能に取付けてなるヒートシール装置において、前記ヒートシールバーが、シールロール本体に耐熱性磁石により取付けられているヒートシール装置。
(もっと読む)
シールロール用ヒートシール刃の工夫
【課題】出来上がった包装袋シール部分に対するデザイン上の要請により、この包装袋シール部分に模様を付加しないシールを施すことができると共に、フィルム同士の融着接合する際に発生する各種シール不良を抑えることが可能となるヒートシール刃を提供する。
【解決手段】ヒートシール刃24のシール作用面には、鏡面仕上げを施した平滑面加工部分30とV字状切れ込み加工部分32が交互に施され、ヒートシール刃25のシール作用面には、鏡面仕上げを施した平滑面加工部分31とV字状切れ込み加工部分33が交互に施されている。そして、このV字状切れ込み加工を施す際に採用する寸法は、溝の巾として0.14mmから0.18mmまでの値とし、溝の深さとして0.07mmから0.09mmまでの値とする。
(もっと読む)
ピロー包装機
【課題】 ピロー包装体における耳部(エンドシール部)の先端までシールすることのできるピロー包装機を提供すること
【解決手段】ピロー包装機のエンドシール装置を、筒状フィルムを挟んで上下に配置されるエンドシーラ35a,35bと、そのエンドシーラのシール面を対向させた状態を保持しながらそのエンドシーラを所定の軌跡で移動させる駆動機構とを備えるようにした。そして、上下のエンドシーラのシール面の所定位置に幅方向に延びる凹溝を設け、一方のエンドシーラに設けた凹溝内には上下方向に移動するカッター刃34を設け、他方のエンドシーラに設けた凹溝内には筒状フィルムに接触可能に受け板35を設けた。受け板が接触した筒状フィルムのフィルム部位はシールされ、カッター刃はその受け板にてシールされたフィルム部位をカットするように構成した。
(もっと読む)
シールロール用ヒートシール刃の工夫
【課題】ロールタイプ自動包装機の横シールロールヒートシール刃において、包装袋のシール部分のデザインとしてより複雑で多様な表現手段を備えたロールタイプ自動充填包装機のヒートシール刃を提供する。
【解決手段】ヒートシール刃のシール作用面に対して微細な凸凹粗面加工と平滑面加工を交互に施すことにより規則性の模様が形成される。この凸凹粗面同士のヒートシール動作では、二つ折りされた包装フィルムに対して一部に隙間が形成されることによりフィルムシーラント層への不要な熱伝達を有効に抑制しており、平滑面同士のヒートシール動作では、二つ折りされた包装フィルムに対して充分な押圧力とヒートシール刃からの充分なる熱伝達が行われて、包装袋内の内容物が漏れ出すことのない確実な融着接合部分が形成される。
(もっと読む)
縦形製袋充填機
【課題】モータを小型化して使用電力を小さくできる。
【解決手段】筒状の包材を挟んで加熱シールする一対のヒータブロックを開閉作動させる駆動源としてマスターモータM1とスレイブモータM2を設けた。マスターモータはトルク検出手段30と位置検出手段31を備え、スレイブモータM2はトルク検出手段33を備えた。マスターモータとスレイブモータの駆動を制御する制御手段32はマスターモータのトルク信号と位置信号を入力し、マスターモータに位置制御信号を出力して回転位置の制御を行う。制御手段はマスターモータのトルクの増減に応じてトルクを増減させてスレイブモータのトルクを制御する。マスターモータとスレイブモータの出力でヒータブロックを保持する第一横シーラブラケットと第二横シーラブラケット18を作動する。これによって一対のヒータブロックを開閉作動する。
(もっと読む)
ヒートシール装置
【課題】本発明は、熱融着部材の表面温度を検出しつつその表面温度を所定の温度範囲に維持して包装シートの熱融着を行うことのできるヒートシール装置を提供することを課題とする。
【解決手段】ヒートローラを具備し、該ヒートローラの表面を包装シートに当接させることにより、該包装シートを熱融着するヒートシール装置であって、前記ヒートローラの表面温度を検出する表面温度検出手段と、該表面温度検出手段の検出結果に基づいて、前記表面温度を所定の範囲に維持するよう制御する温度制御手段とが設けられ、前記表面温度検出手段は、非接触型測温体であることを特徴とする。
(もっと読む)
横型製袋充填機のエンドシール装置
【課題】横型製袋充填機のエンドシール装置において、夫々のシール体を夫々任意の位置に自動停止し、夫々のシール体のシール面の清掃や夫々のシール体の交換等のメンテナンスを容易にする。
【解決手段】筒状フィルム24に対しエンドシールを施すエンドシール装置1において、各駆動モ−タ7,10により互いに反対向きX3,X5へ回転する上下両回転軸3,5には、夫々、噛合い位置Pで相対向するシール面間に筒状フィルム24を挟んでエンドシールを施すシール体2,4を配設している。所定の信号入力に基づき、各回転軸3,5の回転速度または回転量を変化させて夫々のシール体2,4のシール面を予め設定された停止位置で停止させるように、各駆動モ−タ7,10を駆動制御する制御手段39を備えている。
(もっと読む)
横型製袋充填機のエンドシール装置
【課題】包装条件に対応してシール体の揺動を切換え設定できる横型製袋充填機のエンドシール装置を提供する。
【解決手段】可動枠体22に第1回転軸30が回転自在に配設される。第1回転軸30に揺動自在に配設された揺動枠体32に、第1回転軸30と平行な第2回転軸34が回転自在に配設される。第1回転軸30および第2回転軸34には、半径方向に突出する第1のシール体36および第2のシール体38が配設される。両シール体36,38は、第1サーボモータ48により相互に反対方向に回転される。第2サーボモータ58で駆動される揺動機構62により揺動枠体32は、第1回転軸30を支点としてフィルム移送方向の前後に揺動される。入力手段74aにより、シール体36,38を揺動する揺動運転と揺動しない揺動停止運転との運転モードが切換え可能になっている。
(もっと読む)
自動包装機
【課題】 超音波ホーンの先端部分の摩耗を抑制して、シール部分の仕上がり品質及び切断品質を長期間良好に維持することができると共に、生産性を向上させることができる自動包装機を提供する。
【解決手段】 超音波ホーン11は、その先端部分の軸方向中心軸を回転中心として回転可能に支持されると共に、位置制御可能な電動モータを含む超音波ホーン回転駆動機構23から回転動力を受け、例えば、前回の角錐パック成形処理の終了後に初期位置へ復帰される際に、超音波ホーン11の先端部分を予め設定された角度分だけ所定量回転させて前回位置とは異なる位置で停止保持させる。これにより、超音波ホーン11の先端部分の偏摩耗を効果的に抑制することができ、シール部分の仕上がり品質及び切断品質を長期間良好に維持することができると共に、長時間の連続運転等が可能となり生産性を向上させることができる。
(もっと読む)
ロータリカッタ、及び製袋装置
【課題】始動時の試運転を短縮でき、しかも螺旋刃の温度設定の変更に即応できるロータリカッタ、及び製袋装置を提供する。更には、フィルムの材質や厚みに関わらず、封筒の製造を高速化するのに有利な製袋装置を提供する。
【解決手段】ロータリカッタ1は、回転ドラム4と、回転ドラム4の周面41から突出した螺旋刃5と、回転ドラム4の両端を回転自在に支持する一対の軸受部材6,7と、回転ドラム4に内装された加熱手段8及び伝熱媒体9とを備える。加熱手段8は電熱線である。この他、螺旋刃5に渦電流を発生させる電磁誘導ヒータを利用して、螺旋刃5を加熱しても良い。伝熱媒体9はヒートパイプである。
(もっと読む)
操作装置及びそれを使用した包装装置
【課題】 移動する物品と機械的に制御可能な動作体との遭遇タイミングを時間軸上で静的に見せて誰でも簡単にタイミング調整ができるようにすること。
【解決手段】 落下する物品のような運動物品と制御可能な動作体との遭遇タイミングを、動作体の動作制御によって調整するようにした操作装置に時間軸を表示する表示手段Dを設け、その時間軸t上に前記運動物品の所定位置への到達タイミングTaと前記動作体の同位置への到達タイミングTbとを表示するようにする。
(もっと読む)
包装装置、包装方法、包装体
【課題】保持用開口を設けるために高価な刃物を必要とせずそのためのメンテナンスも不要となって製造コストを低減し、かつ取扱い易い包装体を形成する包装装置を提供する。
【解決手段】フィルムシート2の、後端溶着部5と投入済の被包装物3の後端との間を、シートの端部が重なり合っている部分より幅方向に広く加熱溶断して開口する加熱開口手段9を設ける。フィルムシート2の加熱開口部分と被包装物3の後端との間を幅方向全体にわたって熱溶着する横溶着手段10を設ける。フィルムシート2の折り合わされて互いに重なり合っている部分の横溶着部分から先端迄の部分を搬送方向に熱溶着する縦溶着手段11を設ける。この包装装置としては、これらのほかに、後端溶着部5を形成する後端溶着手段13と、包装済の包装体1を次工程方向へ搬送する搬送手段12とを備えている。
(もっと読む)
薄肉包装袋およびその製造方法
【課題】薄肉でかつバリア性の優れた包装袋及びその製造方法を提供すること。
【解決手段】基材層A11と基材層B12とが積層された包装フィルム10であり、基材層A11が、包装袋の外面となる第1面とその反対面である第2面とを有し、基材層B12が、包装袋の内面となる第1面とその反対面である第2面とを有し、基材層A11の第2面または基材層B12の第2面には、金属または金属酸化物の蒸着層15が形成され、基材層A11および前記基材層B12が、延伸されたポリプロピレン単独重合体フィルム層11、13を含み、少なくとも基材層B12が、延伸されたポリプロピレン単独重合体フィルム層13に加え、厚さ5μm以下で融点が150℃以下の熱融着層14を第1面側に含み、かつ腰感が5(GPa)2以下であり、包装フィルムを横シールする際、リークしやすい部分に対して、他の部分よりも大きな圧力である。
(もっと読む)
熱封止装置およびこれを備えた包装装置
【課題】包装物の特性に関わらず袋内の気密性を確保するための良好なシール状態を形成することが可能な熱封止装置およびこれを備えた包装装置を提供する。
【解決手段】製袋包装機1は、前側シールジョー51Aと、後側シールジョー51Bと、凸部61と、を備えている。前側シールジョー51Aは、加熱面に形成された歯溝60Aを有している。後側シールジョー51Bは、前側シールジョー51AとともにフィルムFを挟み込む際に、前側シールジョー51A側の歯溝60Aと係合する歯溝60Bを有している。凸部61は、前側シールジョー51Aあるいは後側シールジョー51Bの少なくとも一方の歯溝60A,60Bを形成する面に配置されており、前側シールジョー51Aと後側シールジョー51Bとが互いに対向する方向に交差する方向に突出している。
(もっと読む)
縦型製袋充填装置の横シール制御方法および装置
【課題】縦型製袋充填包装機において、横シール時における被包装物の形状を調整でき、また製品のはねかえりによる横シールへの噛み込みを防止する方法及び装置を提供する。
【解決手段】本発明の縦型製袋充填包装機は、横シール開始位置を任意の高さで調整可能である。また、間欠動型作の縦型製袋充填包装機において、フィルムの下降を一定時間停止した横シール後前記フィルムの下降動作中も横シールを続行する2段階横シール動作を行い、フィルムの下降動作中に次の被包装物を投下する。
(もっと読む)
熱溶着性合成樹脂袋への粉粒体充填封緘方法
【課題】袋に充填した粉粒体が部分シール部の通気孔を通して飛び出してしまうことがなく、袋の形を整えやすい熱溶着性合成樹脂袋への粉粒体充填封緘方法を提供すること。
【解決手段】熱溶着性合成樹脂製の筒体の一方の口部2aを熱溶着により一線熱シール3を施して封止する。袋内に粉粒体を充填する。粉粒体を充填した後の袋の他方の口部2b内側に、他方の口部2bに沿って表裏面が接着されてなるシール部4と表裏面が接着されていない通気孔部5とが交互に配列されてなる部分シール部6を熱溶着により形成する。部分シール部6の通気孔部5を通じて袋内に残存している空気を袋外に抜く。空気抜きを行った後の袋の他方の口部2bと部分シール部6との間に、部分シール部6に沿って、熱溶着により一線熱シール7を施し、袋の他方の口部2bを封止する。
(もっと読む)
縦型製袋充填装置の被包装物の噛み込み防止制御方法及び装置
【課題】縦型製袋充填包装機において、横シール時における被包装物の噛み込みを防止する方法及び装置を提供する。
【解決手段】本発明の縦型製袋充填包装機の被包装物の噛み込み防止制御方法は、横シールカット装置の上部に横シ−ル時に被包装物の落下を遮断するシャッターを備え、該シャッターが閉じた一定時間後に上記横シ−ルの閉じ動作を開始する。また、上記横シールカット装置の上部のシャッターの左右の先端は上下に段差を有し、互い違いの状態に閉じる。
(もっと読む)
121 - 140 / 267
[ Back to top ]