
Fターム[3E094GA05]の内容
基本的包装技術−容器の閉鎖 (6,223) | 制御又は検査 (601) | 被加工物の搬送又は位置 (42)
Fターム[3E094GA05]に分類される特許
21 - 40 / 42
充填包装機
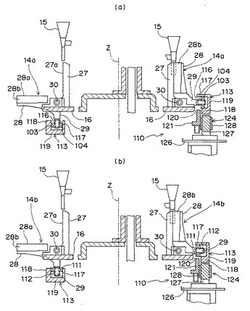
【課題】単ピッチ充填方式と倍ピッチ充填方式を、任意に切り換えることができるとともに、倍ピッチ充填方式における充填量を2倍以上に増やすことができる充填包装機を提供する。
【解決手段】軸(Z)の周りに環状に配置された複数のシール部(14)と、軸の周りを複数のシール部(14)と共に回転可能に設けられた回転板(16)を有し、連続的に供給される帯状の包装材(12)を折り合わせ、次に、折り合わされた包装材(12)を2つのシールバー(27、28)で挟持して、包装材(12)を該包装材の長手方向に所定の間隔をあけて該包装材を幅方向にヒートシールして袋部(44)を形成し、該袋部(44)に充填物(47)を充填する充填包装機において、複数のシール部(14)を、一つおきに、第1のシールバー(27)と第2のシールバー(28)が包装材(12)を挟持可能な作動状態と包装材を挟持不能な非作動状態に切り換える切換機構(110)を備えた。
(もっと読む)
連続糊付装置

【課題】包装箱を搬送方向へ搬送速度Vで搬送する搬送装置と、前記搬送方向に垂直な方向から、前記包装箱表面の糊塗布域に接着糊を噴射するノズルと、前記包装箱表面に於ける前記糊塗布域の形成位置を設定する糊位置設定手段と、を具備する連続糊付装置に於いて、製品の生産速度等の変更に伴って前記搬送速度Vが変化しても、糊塗布域が適正位置からずれないようにする。
【解決手段】前記糊塗布域13と前記ノズル22との前記垂直な方向の対向距離δ及び糊噴射速度V1に基づいて、前記ノズル22から噴射された接着糊が前記糊塗布域13に到達するまでに経過する遅延時間「δ/V1」を演算する遅延時間演算手段を設け、前記糊塗布域13が前記ノズル22に対向する時より前記遅延時間「δ/V1」だけ前の時点で、前記接着糊を噴射させる。
(もっと読む)
粉体充填包装袋の口封機及び口封方法
【課題】粉体を充填した包装袋の封止部の熱圧着性の接着剤を、効率よく加熱して粉体充填包装袋を確実に封止する粉体充填包装袋の口封機及び口封方法を提供する。
【解決手段】封止部101に熱圧着性の接着層102を有し、粉体充填包装袋100−1の封止部101を加熱して封止する、粉体充填包装袋の口封機10であって、粉体充填包装袋100−1を搬送する第1の搬送手段20と、第1の搬送手段20により搬送された粉体充填包装袋100−1の姿勢を傾斜させる姿勢傾斜手段30と、姿勢傾斜手段30により傾斜させた粉体充填包装袋100−1を、傾斜姿勢を維持して搬送する第2の搬送手段40と、第2の搬送手段40により搬送された粉体充填包装袋100−1の封止部101に押圧接触して、接着層102を加熱及び/又は冷却させる接触部51を有し、接触部51を可動させて接触時間及び/又は接触面積を調整する接触調整手段50とを備える。
(もっと読む)
包装袋のシール装置
【課題】包装袋Aの横置搬送と縦置き搬送の両シール態様を一台でできるようにする。
【解決手段】コンベア20とシール機30の少なくとも一方を装置フレーム10に上下方向に移動可能かつその所要移動位置で固定可能に設け、シール機30は上下方向に揺動可能でそのシール部30aが下向き及び横向き位置で固定可能となったものとする。シール機30を上下方向に揺動させてそのシール部30aが下向きになるように固定して、包装袋Aの開口部aが上向きの場合のそのシールを行い、シール部30aが横向きになるように固定して、包装袋Aの開口部aが横向きの場合のそのシールを行う。そのとき、コンベア20等を上下方向に移動させて、包装袋Aの開口部aがシール部30aの高さになるように調整する(コンベア20で搬送される包装袋Aの開口部aがシール部30aに臨んでシールされる高さに調整する)。コンベア20は前後に移動・固定可能にする。
(もっと読む)
包装装置及び包装方法
【課題】連続して送り出される包装シート(12)を筒状連続体(20)に整形するフォーマ(13)と、筒状連続体(20)の上流端内に被包装物(A)を供給する物品供給装置(34)と、筒状連続体(20)に整形された包装シート(12)の両側縁を溶着するセンタシール装置(16)と、その下流側のエンドシール装置(6)を具備し、前記エンドシール装置(6)は、前記筒状連続体(20)の最下流部に位置する包装単位数の被包装物(A)の組と、これの上流側に隣接する被包装物(A)の組の相互間にて前記筒状連続体(20)を挟圧することにより溶着すると共に切断する包装装置に於いて、包装シート(12)の必要量を少なくする。
【解決手段】筒状連続体(20)の最下流部に位置する被包装物(A)の組が充填されている切断対象部(S)を、前傾姿勢にする傾斜機構(4)が設けられ、エンドシール装置(6)は、前記姿勢に傾斜された前記切断対象部(S)の後端を溶着すると共に切断する。
(もっと読む)
自動包装機の超音波横シール機構における圧力制御
【課題】超音波ヒートシールを用いた横シール機構を搭載した自動包装機において、超音波ヒートシール機構と包装フィルムを挟み込んで引き下ろす機構を一つの機構で実施して自動包装機の動作速度を速くすると共に機器のコストを安くする自動包装機の横シール機構を提供する。
【解決手段】超音波シール装置を用いた横シール機構において、円筒形状の包装フィルムを挟み込んで超音波ヒートシールを施す場合は、エアーレギュレータ92からの低いエアー圧力を選択するように電磁弁91を切り替え、円筒形状の包装フィルムを挟み込んだ状態のままで一つの包装袋分だけ下方に引き下ろす場合は、エアーレギュレータ93からの高いエアー圧力を選択するように電磁弁91を切り替える。
(もっと読む)
タブ付きテープ貼付装置
【課題】タブ付きテープ貼付装置において、物体の外形誤差の影響を受けることなく、物体に貼付されるタブ付き粘着テープの前後端のタブ片の長さを均一化する。
【解決手段】貼付装置10は、タブ格納部18から送られるタブ基材16を所望寸法に切断形成したタブ片を、テープ格納部14から送られる粘着テープ12の粘着面12aに添着するタブ添着部22と、粘着テープにタブ片を添着したタブ付き粘着テープを切断して移動物体に貼付するテープ貼付部26とを備える。テープ貼付部26は、タブ添着部から送給されるタブ付き粘着テープのタブ片の通過を所定位置で検出するタブ検出部106と、タブ付き粘着テープの粘着テープとタブ片とを一括切断するテープ切断刃108と、タブ検出部からのタブ片通過検出信号に従い、テープ切断刃を駆動して、タブ片を2つに分断する指定位置で、タブ付き粘着テープを切断させるテープ切断刃駆動部110とを備える。
(もっと読む)
肉部位の包装方法及びその装置
【課題】大きさを基準に分別した副種類の肉部位を基幹路で縦列運搬し、順次、副種類の包袋を自動的に選択して包装すると共に、前記包袋の口を仮シールする。
【解決手段】基幹路を縦列移動する部位10の大きさを制御器はそれぞれ分別して記録するが、据え付け吸盤30横の旋回アーム50に支持する可動吸盤12は、前記の記録情報を基に、複数の容器載積ユニット60から選択した大きさの包袋14を取り出して前記の据え付け吸盤30に運び出し、その後、前記両吸盤12、30で前記包袋を開口すると共に、前後動コンベヤ20押し出して部位10を前記包袋14内に搬入し、仮シールバー70で包袋14を点シールする。
(もっと読む)
未封緘封書検出方法および装置
【課題】既存の封緘機に簡単に設置でき、フラップの口糊に水が塗布されているか否かにより未封緘封書を検出する未封緘封書検出方法と装置を提供する。
【解決手段】封筒を走行させながら封筒フラップに加温した水を塗布することにより封筒フラップの温度を上昇させ、封筒本体が水塗布位置を通過した後の所定の時間帯において封筒フラップの温度が所定閾値Tc以上の温度であるときには封緘が正常であると判定し、それ以外のときには封緘が異常であると判定するようにした未封緘封書検出方法とその方法を適用した装置。
(もっと読む)
分配包装装置及び方法
【課題】分配包装装置の分配能力を増大させかつ分配包装方法をより効率的にすること。
【解決手段】分配包装装置は連続した体積流れを作り出すためのポンプを具備する充填材料用コンベヤー装置(170、270)と、充填チューブ(20、220)と、前記充填チューブ(20、220)の下流に配置されかつ充填動作中にチューブ端部ひだ部分を形成且つ前記チューブ端部ひだ部分の周りで閉鎖要素(162)を閉じるために充填された前記包装ケース(30)を局所的に圧縮するように構成した閉鎖装置(150、250)と、を具備し、前記閉鎖装置(150、250)は選択された部分寸法及び連続した前記体積流れに基づいて圧縮及び閉鎖運転をするための制御信号を作り出しかつ前記閉鎖装置(150、250)の駆動装置に制御信号を出力するように構成した制御装置(290)も具備する。
(もっと読む)
縦型製袋包装機および計量包装システム
【課題】 横シール部の原点サーチを良好に実行できる縦型製袋包装機、および計量包装システムを提供する。
【解決手段】 センサの状態に基づいてシールジョーの回動位置を確認する(S101)。シールジョーの回動位置が禁止領域内となる場合には、包材から離反するように、架台が逆回転方向に回転させられる(S102)。架台は、シールジョー35aの回動位置が禁止領域外となった時点から(S103)、さらに所定角度回転させられる(S104)。続いて、架台の回転方向が反転させられて架台が正回転方向に回転させられるとともに(S105)、センサの監視処理が実行される(S106)。そして、センサが「オフ」状態から「オン」状態に遷移すると、架台はその遷移した位置からさらに所定角度だけ回転させられる(S107)。これにより、シールジョーの回動位置が原点位置となり、原点サーチ処理が終了する。
(もっと読む)
包装体および包装装置
【課題】平坦形状の被包装物を1枚の樹脂フィルムシートで包み、樹脂フィルムシートの側端同士が重なった折り合わせ部を熱溶着した包装体において、型崩れや被包装物の離脱の心配がなく開封も容易な包装体を得るとともに、このような包装体を作成可能な、構成が簡単で耐久性も高い小型の包装装置を提供する。
【解決手段】折り合わせ部3eにおいて少なくとも1ヵ所熱溶着された縦シール部3gを有し、この縦シール部3gの前後に熱溶着されていない非シール部3hを有する包装体1とすることにより、型崩れや離脱を防ぎ、かつ非シール部3hを手がかりに開封が容易である。縦シール部3gを形成するヒータは小型で済み、かつこれを少なくとも1回樹脂フィルムシート3に押付けるだけで良いので、装置を小型に構成できる。
(もっと読む)
ピロー包装機
【課題】被包装物の高さに関係なく所望の位置をエンドシールでき、フィルムのずれに伴い被包装物の噛み込みを抑制できるピロー包装機を提供。
【解決手段】連続供給される帯状フィルムを筒状に形成する製袋器20と、筒状フィルム21のセンターシール装置24と、センターシール装置の下流側に幅方向にシールとカットをするエンドシール装置30を備える。エンドシール装置は、上下に配置されるトップシーラ35a,35bと、トップシーラを所定の軌跡で移動させる駆動機構とを備える。駆動機構は、トップシーラの前後進移動と上下移動を、それぞれ別の駆動モータで動作する。トップシーラを前後進移動させる機構は、少なくともシール面が筒状フィルムに接触してから、上下一対のトップシーラのシーラ面同士が完全に筒状フィルムを挟み込むまでの期間の前進移動速度が、筒状フィルムの移動速度よりも遅くなるように制御する。
(もっと読む)
カップ部を備えた成形シートとカバーシートとのシール装置
【課題】カップ部(2)付きの成形シート(1)をカバーシート(3)と接合して密封する装置において、成形シートのカップ部(2)と、送りロール(5)の凹陥部(6)との精確な位置決めを確実に実現できるものを提供する。
【解決手段】カップ部(2)のための凹陥部(6)を周面に備え、ロール駆動部(4)によって駆動可能な送りロール(5)と、この送りロール(5)に組み合わさって回転可能なシールロール(8)とを備え、これらロールの間を通過するようにして、成形シート(1)及びカバーシート(3)を処理可能である。送りロール(5)の寸法を変化させることで、カップ部(2)と凹陥部(6)との間の位置・姿勢の関係を正しく補正することができるように、送りロール(5)には、圧力室(15)が設けられ、該圧力室(15)は圧力媒体配管(16)を通じて圧力媒体供給源(17)に接続されている。
(もっと読む)
超音波シール装置
【課題】シーム部の溶着を確実にして、疑似溶着の発生を無くすことができ、しかもこれをメンテナンス性に優れた簡易な構成で実現できる超音波シール装置を提供すること。
【解決手段】互いに接近及び離間する方向に相対移動可能なホーン1とアンビル2で狭持した溶着対象部を、超音波振動により発生する摩擦熱で溶着する超音波シール装置であって、ホーン1又はアンビル2の少なくとも何れか一方を移動させる駆動装置Aを備える。駆動装置は、エアーシリンダ21と、エアーシリンダのロッド22の伸縮動作をホーン又はアンビルの移動方向に変換するカム機構23とを含む構成とした。
(もっと読む)
ガゼット形成装置及びピロー包装機
【課題】包装される物品の高さが変わっても、ガゼット近傍のフィルムに皺や弛みなどの不具合を生じさせないガゼット形成装置及び当該ガゼット形成装置を備えたピロー包装機を提供する。
【解決手段】エンドシール装置の駆動力に基づきカム90が回転させられ、アーム100が、カム90の回転によって作動する。そして、このアーム100及びリンク110を介してガゼット爪80が駆動される。ここで、カムフォロア102の接触するカム90の輪郭92,93を切り替えることによって、ガゼット爪80の進入距離を切り替える。なお、カム90の輪郭92,93は、シールバー41,42による筒状フィルム11の押さえ込み量と、ガゼット爪80による筒状フィルム11の押し込み量との関係を、エンドシール装置による一連のシール動作の各タイミングにおいて適切に保持するものとする。
(もっと読む)
トレイにカバーフイルムを被せシールする包装装置
【課題】 被包装物を収容したトレイを、上部から作用するフイルムの緊張圧により破損させない包装装置の提供。
【解決手段】 デッキプレート45の周りに配置するシール台45は、ねじ棒27の正逆転により往復動する全体フレーム20と同調移動すると同時に、下域のクランクアーム63の回転運動を受けて上下動し、一方上域のシーラ80も、前記全体フレーム20と同調移動すると同時に、上域のクランクアーム83により上下動する。つまりシール台45及びシーラ80は、前記全体フレーム20の前後動と、それぞれの上下動との合成によりボックスモーションし、フイルム24を移送中のトレイ10のフランジに溶着するのであるが、前記シール台45の上昇限を、前記トレイ10のフランジの下面とするので、被包装物50を介してトレイ10に作用するフイルム24の緊張圧を、デッキプレート32が受け止める。
(もっと読む)
封緘装置
【課題】封緘処理数が例えば1〜1000部前後の多様な寸法の封筒を、簡易な構造で安価な装置を用いて効率的に封緘することができる封緘装置を提供する。
【解決手段】封緘装置は、フラップ折り返し位置決め板6と、載置板15が設けられ、フラップ折り返し位置決め板6の先端にフラップE1の折り返し位置を合わせ、フラップE1を補助ローラ4側に突き出すように封筒が位置決めされる。フィルム基材上にほぼ全幅にわたって粘着剤を塗布または貼付した粘着シート1が転写ローラ19に掛け渡される。補助ローラ回動手段32によって補助ローラ4がフラップ折り返し位置決め板6の先端を中心点として回動してフラップE1を折り返し、さらにフラップE1を転写ローラ19に押圧して、フラップE1に粘着剤を転写する。
(もっと読む)
フィルムシール装置
【課題】内容物の収容されたフィルムをシール及び切断するに際し、確実に切断作用を行わせるフィルムシール装置を提供する。
【解決手段】フィルムFを送り出し方向に駆動して、シール部を所定位置に送り出すフィルム駆動部と、シール部をシールして切断するフィルムシール部と、フィルム駆動部とフィルムシール部の作動を制御する制御部40とを備え、フィルムシール部は、フィルムFのシール部近傍を挟持する第1・第2挟持体14,16と、シール部を圧着・加熱する第1・第2圧着体4,5と、シール部を切断する切断ワイヤー7とを備え、制御部40は、フィルムを所定位置に送り出して停止させた後、第1・第2挟持体14,16及びヒーター6を作動させてフィルムを圧着させると共に切断ワイヤー7によるシール部に対する切断作用を行わせ、その後、第1・第2圧着体4,5の圧着状態を解除すると共に、フィルムFを戻し方向に所定量駆動するように制御する。
(もっと読む)
包装袋の製造方法及び製造装置
【課題】 熱塑性変形が起きやすい基材フィルムから寸法精度の高い包装袋を製造する。
【解決手段】 帯状をなす長尺の基材フィルムを折り重ね又は複数枚重ね合わせてなる複葉の基材フィルムをその長手方向に搬送しつつ、前記基材フィルムの内面同士を向かい合わせたのち、加熱されたシール部材の間に前記基材フィルムを挟み込んでヒートシールすることにより包装袋10を連続して製造するに際して、ポリエステルまたはナイロンからなる保護フィルム30A,30Bを基材フィルム11のシール部材に向かい合う側に重ね合わせ、基材フィルム11とシール部材との間に保護フィルム30A,30Bが介在する状態で、保護フィルム30A,30Bを介して前記シール部材の熱を前記基材フィルム11に伝導させることにより前記基材フィルム11の内面同士をヒートシールした後、保護フィルム30A,30Bを基材フィルム11から取り外す。
(もっと読む)
21 - 40 / 42
[ Back to top ]