
Fターム[3F027AA02]の内容
Fターム[3F027AA02]に分類される特許
161 - 180 / 211
折丁減速装置及び方法
本発明の第1の典型的な実施形態において、折丁を減速するための装置は、可動なベルト装置(7)と、可動なベルト装置(7)を周期的な速度プロフィルに従って制御可能に移動させるための、可動なベルト装置(7)に接続されたモータ(1)とを有する。本発明の特徴によれば、可動なベルト装置(7)は、折丁係合区分を通過させられ、その際、周期的な速度プロフィルにより、モータは、可動なベルト装置を、折丁係合区分において折丁(8)に係合しながら第1の速度から第2の速度に減速する。折丁(8)は、第1の速度で折丁係合区分に進入し、第1の速度よりも低い第2の速度で折丁係合区分から退出する。周期的な速度プロフィルにより、可動なベルト装置(7)は、折丁(8)が折丁係合区分から退出すると、次の折丁が折丁係合区分に進入する前に、再び第1の速度に加速する。 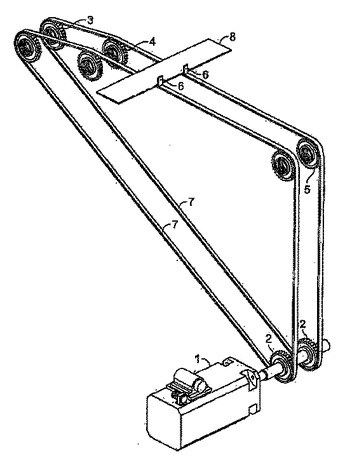 (もっと読む)
(もっと読む)
物品検査装置

【課題】不良品を表示手段に表示して作業者が不良品を容易且つ確実に特定でき、作業者の負担を軽減し、除去ミスを無くして不良品が後段に流出することを防ぎ、また、製造ラインから不良品だけを取り除くことで生産統計値が合致する。
【解決手段】被検査物を搬送する搬送手段と、搬送手段によって搬送される被検査物を検査する検査手段8と、検査手段8による検査結果と設定条件とを比較して被検査物の良/不良を所定の判定位置で判定する判定手段9と、判定手段9により不良と判定された場合に搬送手段2を停止させる搬送制御手段10とを備える物品検査装置1において、搬送手段2が停止したときに被検査物が停止する位置を予め入力する入力手段7と、この停止位置に基づいて不良品の停止位置を所定の表示状態で表示する表示手段13とを備える。
(もっと読む)
コンベヤアセンブリ

【課題】相当な数のトレイがある場合に、トレイの位置決めを含め、多くの欠点を解消するコンベヤアセンブリを提供する。
【解決手段】スリップコンベヤアセンブリは複数のスリップコンベヤ13,14を備える。各スリップコンベヤ13,14はコンベヤ表面20を含むトレイを有する。これらトレイは、製品を長手方向のどちらにも搬送できるように配列されうると共に往復動させることができ、該トレイの少なくとも2つは、コンベヤアセンブリからの製品の排出を可能とするため、それらの間に間隙32を設けるよう配列可能である。
(もっと読む)
コンベア設備
【課題】簡単かつコンパクトに構成でき、被搬送物を徐々に減速して確実に搬送できるコンベア設備を提供する。
【解決手段】傾斜ローラコンベア21を、ローラ25に対して駆動ベルト40を当接させるベルト駆動形式に構成するとともに、搬送方向において複数に分割し、これら分割コンベア部21A,21Bを、下流側ほど低速として駆動するように構成した。各分割コンベア部では、駆動ベルトによりローラ群を所定の回転速度で駆動回転させることで、それぞれの搬送速度によって被搬送物を駆動搬送可能にできる。簡単かつコンパクトに構成できるものでありながら、傾斜ローラコンベアでの被搬送物の駆動搬送は、被搬送物の形状や重量などに関係なく、常に所定の速度で衝突させることなく、かつ段階的に減速させて確実に行えるとともに、高速で搬入された被搬送物を所定の速度に徐々に減速でき、以て傾斜ローラコンベアでの被搬送物の駆動搬送を、衝撃を少なくして円滑にかつ損傷させることなく行える。
(もっと読む)
メッシュベルト伸び検出装置及び熱処理装置
【課題】メッシュベルトが所定量を超えて垂れ下がったことを正確に検出し、この検出結果に基づいてメッシュベルトのメンテナンスを適正なタイミングで行うことができるようにする。
【解決手段】伸び検出機構20は、アーム21、錘22、リミットスイッチ23及び表示器を備えている。アーム21は第1の端部21Aと第2の端部21Bとの中間部分を支点21Cとして揺動自在に支持されており、アーム21における支点21Cよりも第1の端部21A側がメッシュベルト2の垂れ下がり部分に下方から対向する。錘22は、第2の端部21Bを下方に付勢する。リミットスイッチ23は、第2の端部21Bの上方への変位を検出して検出信号を出力する。表示器は、リミットスイッチ23から出力される検出信号に基づいてメッシュベルト2のメンテナンスが必要である旨を報知する。
(もっと読む)
コンベヤベルトセンサシステムを自己同期させる方法
【課題】コンベヤベルトセンサ検出を同期させて検出誤差を最小限に抑える。
【解決手段】本発明の可動コンベヤベルトシステムは、ベルト86に沿って間隔を置いて配置された複数のセンサ8と、検出器ヘッド90,92を通過するセンサ88の存在を検出し識別する検出器ヘッド90,92とを有する。ベルト86は、ベルト86に沿って間隔を置いて配置された複数のタグ96と、読取りヘッド94を通過するタグの存在を検出し識別するタグリーダ94とをさらに含む。検出され識別された機能しているタグ96に基づいて、次のセンサS1について較正テーブルから関連する時間および距離目標値が取得され、時間および距離のカウンタが開始される。時間および距離目標値を超える前に次のセンサS1が検出されなかった場合にはコンベヤベルト86を停止することができる。
(もっと読む)
包装機の物品供給装置
【課題】1列または2列で集合した物品の供給が切換え設定でき、また包装機の物品供給不良を改善し得るようにする。
【解決手段】移送コンベヤ10から整列用コンベヤ12に送り込まれた物品Wは、1列化すると共に縦向き姿勢で搬送される。整列用コンベヤ12からプールコンベヤ14に送り込まれた物品Wは、縦向き姿勢のまま搬送されて移送終端から上流側に所定数貯留される。プールコンベヤ14に貯留されている先頭の物品Wは、切出しコンベヤ20により横向き姿勢で1個づつ整列コンベヤ24に送り出される。整列コンベヤ24では、所定個数の物品Wを集合整列し、この整列物品Wを側部コンベヤ26に送り込む。側部コンベヤ26で搬送される整列物品Wは、横送り手段により横向き姿勢の整列状態のまま供給コンベヤ22に横送りされる。
(もっと読む)
パレット検査装置
【課題】パレットのうねりや厚さばらつきと同程度の寸法を有するパレット表面の異物をより確実に検出する。
【解決手段】検査装置は、パレット10の表面の異物12を検査するように構成される。検査装置は、パレット10を搬送するコンベアと、コンベアによって搬送されているパレット10の表面の高さにならって昇降する第1従動部30及び第2従動部40と、第1従動部30に取り付けられた第1部分52及び第2従動部40に取り付けられた第2部分54を含むフォトセンサとを備える。第1部分52と第2部分54との間に異物12を検出するための検出光路56が形成される。
(もっと読む)
画像処理を用いた制御システム
【課題】 生産ラインにおけるベルトコンベア等搬送装置上の部品の数は生産状況に応じて変化し、この変化に応じて搬送装置の速度を調整しなければならない。従来は作業者がその都度速度設定値を再設定していたが、常に生産ラインを監視しなければならない等手間がかかるという課題を解決する。
【解決手段】 搬送装置上の部品を撮影し、この画像情報から部品の到達距離や密集度などの特徴量を抽出して、この特徴量に基づいて搬送装置の速度設定値を求めて、速度コントローラに設定するようにした。自動的に搬送装置上の部品の状況に応じて速度を変化させることが出来る。
(もっと読む)
駆動系診断装置
【課題】アクチュエータおよびアクチュエータの動力を伝達する伝達機構を備える駆動系の動作を、効率的に診断可能な駆動系診断装置を提供する。
【解決手段】理論値取得手段101は、駆動系による駆動速度の理論値を取得する。実測値取得手段102は、伝達機能の運動に基づいて駆動系による駆動速度の実測値を取得する。診断手段103は、理論値取得手段101により取得された理論値および実測値取得手段102により取得された実測値を比較することで駆動系の動作を診断する。また、アラーム通知手段104は、診断手段103における診断結果に応じてアラームを通知する。
(もっと読む)
パイプコンベヤ
【課題】永久磁石を有効に利用して、丸められた搬送ベルトの捩れや潰れを、簡単に、効率よく検出しうるとともに、搬送ベルトの閉止性を向上しうるようにしたパイプコンベヤを提供する。
【解決手段】パイプ状に丸められたときに互いに重合する搬送ベルト3の両側部3a、3bの対向面に、互いに吸着する永久磁石6、7を設け、かつパイプ状に丸められた搬送ベルト3が通過する箇所における固定体に、永久磁石6、7が通過するときの磁力の強さを検出する複数の磁気センサ8を、搬送ベルト3を囲む円周方向に並べて設けるとともに、磁気センサ8により検出した磁力の強さを比較して、ピーク値P1を検出した磁気センサ8の位置により、搬送ベルト3の捩れを判別する捩れ判別手段11を設ける。
(もっと読む)
ベルト駆動制御装置および画像形成装置
【課題】 複数のローラに張架された無端状のベルトの移動速度の制御を安定して精度よく行うことができるベルト駆動制御装置および画像形成装置を提供する。
【解決手段】
搬送ベルトの移動速度の変動を、エンコーダ13により検出される角変位検出ローラの角変位に基づいて検出して、検出された搬送ベルトの移動速度変動に対応した信号から従動ローラの回転周期変動成分の周波数波形を検出し、この検出した周波数波形に基づいて前記信号を補正して、この補正結果に基づいてベルト駆動モータ15をフィードバック制御して搬送ベルトを駆動制御する。
(もっと読む)
食品生地の搬送装置及び搬送方法
【課題】
本発明は、例えばピザ生地やクッキー生地等の変形容易な食品生地を搬送速度の異なる搬送装置の間で移し換える搬送装置及び搬送方法を提供するものである。
【解決手段】
低速と高速による交互の搬送速度で食品生地を搬送する可変速コンベアと、複数のフリーローラを回動自在に備えたローラコンベアと、低速な搬送速度で食品生地を搬送する低速コンベアを直列に配列し、前記各コンベア間近傍の上方に食品生地の有無を検出する検出装置と、前記検出装置からの検出信号に基づき前記可変速コンベアの搬送速度を変速制御する制御装置を設けた食品生地の搬送装置、及び該搬送装置を用いた食品生地の搬送方法。
(もっと読む)
板状材の支持装置
本発明は、板状材(12)内の少なくとも一カ所の加工工程に合わせ板状材(12)を受け入れる装置に関する。本装置は、加工工程期間中に少なくともX方向に移動可能の加工装置(14)と、それに垂直に配設した板状材(12)をY方向に前進させる機構と、第1の支持面(23)を備える第1の支持台(17)と、第2の支持面(23)を適合させた少なくとも一つの第2の支持台(18)とを備える。各支持台(17,18)は、別個に駆動されるコンベヤ(21)で取り囲んでいる。 (もっと読む)
物品受渡装置
【課題】 搬送面上に形成された物品受容部に物品を載置して搬送するコンベヤと、前記物品受容部に対してトラッキング動作しながら該物品受容部との間で前記物品の授受を行なう物品保持機と、を具備する物品受渡装置に於いて、異常が発生した際の急停止時にコンベヤと物品保持機の同期が崩れるのを防止する。
【解決手段】 前記トラッキング動作中に前記コンベヤ及び前記物品保持機を急停止させるときには、前記物品保持機の前記トラッキング動作を中断し、物品保持状態で減速可能な値として予め設定さている物品保持機の設定減速度、又は、コンベヤの設定減速度うち、小さい方の設定減速度を用いてコンベヤ及び物品保持機を停止させる。
(もっと読む)
選別装置
【課題】異常物品を排斥する選別装置において、異常物品が排斥されたことをより確実に検知する。
【解決手段】正常物品及び異常物品を含む物品のうち異常物品を排斥する選別装置100は、物品1を搬送する搬送路10と、異常物品1が排斥される排斥領域30と、搬送路10を通る物品1のち異常物品1を排斥領域30に排斥する排斥機構20と、搬送路10から排斥領域30に排斥される異常物品1が通過する領域52a、54aを上方から監視しながら搬送路10から排斥領域30に異常物品1が排斥されたことを検知するセンサ52、54を含み排斥機構20が排斥動作をした際に排斥領域30に異常物品1が排斥されたことをセンサ52、54によって確認する排斥確認ユニット50とを備える。
(もっと読む)
搬送物管理装置
【課題】 搬送物に取り付けられた電子タグの情報を読み取るスキャナが、周囲の電波から干渉を受けない搬送物管理装置を提供することを目的とする。
【解決手段】 搬送物に取り付けられた非接触型電子タグの情報を読み取るスキャナを備えた搬送物管理装置に於けるものである。スキャナの周囲を電波吸収壁4で包囲している。さらに、電波吸収壁4の一部乃至全部は、スキャナが配設される内側18から外側19に向かって第1樹脂層7、第1抵抗膜10、空気層9、第2抵抗膜11、第2樹脂層8を順次積層状に形成された透明の電波吸収体5を有しているものである。
(もっと読む)
コンベヤベルトの摩耗検出装置
【課題】コンベヤベルトの摩耗量を、運転中に自動的に、しかも簡単かつ正確に検出できるようにしたコンベヤベルトの摩耗検出装置を提供する。
【解決手段】厚さ方向に磁化した複数の磁石シートM1〜M5を、表面に現れる極性が同方向であって、ベルト本体2の長手方向に向かって段階的に深くなるように埋設し、磁石シートM1〜M5の磁力の変化を検出する磁気センサ4を、磁石シートM1〜M5が通過する位置に配設する。
(もっと読む)
物品の搬送方法及び搬送装置並びにパウチ容器の搬送装置
【課題】多列で送出されるパウチ容器を1列に整列させた状態で搬送する場合であっても、パウチ容器が損傷を受けにくいパウチ容器の搬送方法及び搬送装置を提供する。
【解決手段】各容器送出用ガイドレール71がそれぞれの容器送出位置θ1〜θ4において接続され、各容器送出位置θ1〜θ4に送出されるパウチ容器SPを、それぞれのスパウトS部分で吊り下げた状態で、所定の搬送経路に沿って案内する容器搬送用ガイドレール81と、容器搬送用ガイドレール81に沿ってパウチ容器SPを搬送する容器搬送手段82とを備えている。容器搬送手段82は、駆動プーリ83及び従動プーリ84に掛け渡されたベルト85に、各容器送出位置θ1〜θ4を通過するように、数5に示す式によって算出されたピッチで取り付けられた多数の容器搬送プレート86を備えており、ベルト85を数6に示す式によって算出されたピッチで間歇的に循環移動させるようになっている。
(もっと読む)
帯状部材の搬送切断方法および装置
【課題】 省スペース化を図りながら、帯状部材12の切断角度Sの変更時における作業能率を向上させる。
【解決手段】 切断手段15による帯状部材12の切断角度Sが変更されると、変更された切断角度Sに応じて第3コンベア36によるシート片16の旋回角度を変更し、第2コンベア17にシート片16が常に所望の姿勢で搬送されるようにする。このように第3コンベア36によるシート片16の旋回角度を変更するだけで対処することができ、この結果、第2コンベア17を揺動させるための広い設置スペースが不要となって、省スペース化を図ることができるとともに、容易に作業能率を向上させることもできる。
(もっと読む)
161 - 180 / 211
[ Back to top ]