
Fターム[3F027DA04]の内容
Fターム[3F027DA04]に分類される特許
1 - 20 / 82
鋼板の精整ライン搬送方法
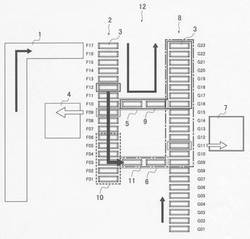
【課題】退避位置に鋼板を退避させ、また搬送経路を変更することもできる鋼板の搬送方法の提供。
【解決手段】剪断後の鋼板を搬送する精整ラインであり、第1渋滞判定ゾーンの鋼板占有率がA%未満の場合は第2搬送テーブル列に鋼板を搬送し、第1渋滞判定ゾーンの鋼板占有率がA%以上で且つ、第1搬送テーブル列の後方に設定された第2渋滞判定ゾーンの鋼板占有率がB%以上の場合は第1仮置場に鋼板を仮置し、第1渋滞判定ゾーンの鋼板占有率がA%以上、第2渋滞判定ゾーンの鋼板占有率がB%未満且つ、第2トランスファー以降第2搬送テーブル列前方に設定された第3渋滞判定ゾーンの鋼板占有率がC%以上の場合は第2仮置場に鋼板を仮置し、第1渋滞判定ゾーンの鋼板占有率がA%以上、第2渋滞判定ゾーンの鋼板占有率がB%未満且つ、第3渋滞判定ゾーンの鋼板占有率がC%未満の場合は第2搬送テーブル列に鋼板を搬送する。
(もっと読む)
物品搬送装置

【課題】 第1搬送コンベア装置上を複数列で搬送されてくる物品を、第2搬送コンベア装置にて一列に配列変換して搬送する際に、物品同士が接触することなく移し替えることができる物品搬送装置を提供すること
【解決手段】 ランダム状態の物品を複数列で搬送する第1搬送コンベア装置1と、その第1搬送コンベア装置の搬出側に、所定の空間をおいて搬送方向が交差するように配置し、物品を1列に並べて搬送する第2搬送コンベア装置2と、空間に配置し、第1搬送コンベア装置から搬出される物品を受け取ると共に、第2搬送コンベア装置に渡す第3搬送コンベア装置3とを備える。第3搬送コンベア装置は、第1搬送コンベア装置上を搬送する複数列の物品の列毎に設け、列ごとに独立して速度制御を行うようにした。
(もっと読む)
物品箱詰設備及び物品箱詰方法
【課題】本発明は、容器支持手段に支持された容器を他の容器へ入れ替える時であっても、横搬送コンベヤと横搬送コンベヤよりも下流側のコンベヤとの接続部に青果物が溜まることがなく、しかも、物品を均一に搬送することができる物品箱詰設備及び物品箱詰方法を提供することを目的とする。
【解決手段】物品箱詰設備10において、主投下コンベヤ24(a)及び副投下コンベヤ24(b)が容器14へ青果物16を投下する時に、制御手段30は、横搬送コンベヤ20に第一の横搬送速度V1で青果物16を搬送させ、入替手段13が容器支持手段12(a)及び(b)に支持された容器14を他の容器14へ入れ替える時に、制御手段30は、主投下コンベヤ24(a)及び副投下コンベヤ24(b)に青果物16の投下を停止させ、横搬送コンベヤ20に第一の横搬送速度V1よりも低速の第二の横搬送速度V12で青果物16を搬送させるように構成した。
(もっと読む)
外形検出システム
【課題】搬送装置によって所定方向へ搬送される対象物の外形を検出すること。
【解決手段】対象物Mを所定方向Dへ搬送する第1搬送装置110と、第1搬送装置110の設置位置よりも所定方向Dへ間隔を置いて配置されて、第1搬送装置110によって搬送されてきた対象物Mが受け渡されて所定方向Dへ搬送する第2搬送装置120と、第1搬送装置110と第2搬送装置120との間において、第1搬送装置110及び第2搬送装置120の各搬送面よりも低い位置に配置されて、所定方向Dと直交する方向に並ぶ縞模様が上面に設けられた板体130と、板体130の上方において、第1搬送装置110及び第2搬送装置120の各搬送面よりも高い位置に配置されて、所定方向Dと直交する方向に延びる撮像領域を撮像する撮像装置140と、撮像装置140が撮像した画像データに基づいて、対象物Mの外形を検出する外形検出装置200とを備える。
(もっと読む)
郵便物処理装置及び郵便物処理方法
【課題】大きさ、厚さ、重さが多種多様な郵便物を途切れずに一通ずつ搬送して処理することが可能な郵便物処理装置及び郵便物処理方法を提供する。
【解決手段】郵便物Pを一通ずつ送る一通送り部11と、連続して配置されるバッファ10及び9と、一通送り部11及びバッファ10の満杯を検知する量検知センサ15c及び15bと、バッファ10内の郵便物を一通送り部11へ搬送する搬送ベルト13bと、バッファ9内の郵便物をバッファ10へ搬送する搬送ベルト13aとを有する郵便物処理装置の郵便物処理方法であって、量検知センサ15cにより一通送り部11の満杯が検知されていない場合、搬送ベルト13bに郵便物を一通送り部11に搬送させ、量検知センサ15bによりバッファ10の満杯が検知されていない場合、搬送ベルト13aに郵便物をバッファ10に搬送させる。
(もっと読む)
パレット支持装置及びパレット支持方法
【課題】コンベア及びパレットの磨耗を低減する技術を提供する。
【解決手段】コンベアにより搬送されるパレットであって、底面の一部に形成されコンベアに支持されるベース部と、底面内でベース部に対し搬送経路の幅方向の異なる位置に形成されたガイド部とを有するパレットと、ガイド部に対し幅方向の同じ位置に配置される第1ローラと、ガイド部に対し幅方向の同じ位置に配置され且つ第1ローラより搬送方向側に設けられ且つ第1ローラの径に等しい径を有する第2ローラとを備え、ガイド部は、搬送方向へ向かって高くなるように形成された第1スロープと、第1スロープより搬送方向側に設けられ且つ搬送方向へ向かって高くなるように形成された第2スロープとを有し、第2スロープ下端の高さは、第1スロープ上端の高さ以上であることを特徴とするパレット支持装置である。
(もっと読む)
フリーフローコンベヤにおけるセンサーユニット
【課題】接点の継断時の電気的スパークが発生することないため、フリーフローコンベヤが設置されるクリーンルーム内を高いクリーン度に保つことができ、製品の品質を保った状態で搬送する。電気抵抗値が増大するのを回避し、製品の搬送位置を長期にわたって正確に検出でき、センサーユニットを交換する必要がなく、長時間にわたって装置等の運転することができ、製品の製造効率低下を防止する。
【解決手段】各センサーユニット21a・21b、23a・23bを、一腕部に検知回転体31が回転可能に支持されると共に他腕部に弾性体33が取付けられ、弾性体33の弾性力により検知回転体31が単位コンベヤの搬送面から突出する位置と上記弾性体31の弾性力に抗して上記搬送面より下方の位置の間で回動可能に軸支される回動アーム27と、回動アーム27に設けられた作動片27cの通過に伴って検知信号を出力する無接点型センサ35とから構成する。
(もっと読む)
フリーフローコンベヤにおけるセンサーユニット
【課題】接点の継断時の電気的スパークが発生することないため、クリーンルーム内を高いクリーン度に保つことができ、製品の品質を保った状態で搬送することが可能なフリーフローコンベヤを提供する。
【解決手段】各センサーユニット21a・21b、23a・23b、一腕部に検知回転体31が回転可能に支持されると共に他腕部の両側に作動部27aが設けられ、軸29を中心に搖動するように支持された搖動アーム27、搖動アーム27を、常には中立位置に付勢して上記検知回転体を製品に当接可能にする弾性部材35、搖動アーム27の各作動部27a側に設けられ、搖動アーム27の搖動に伴って移動する作動部27aにより検知信号を出力する一対の無接点型センサ37,39、から構成する。
(もっと読む)
ピッキング設備およびピッキング設備におけるバッテリの充電方法
【課題】ピッキング作業終了の都度、投入表示器用のバッテリの残量をチェックするといった面倒な作業を不要にし得るピッキング設備を提供する。
【解決手段】ピッキング棚に収納された物品を所定の搬送ラインBに沿って順次搬送される集品容器10に投入するようにされると共に、集品すべき物品を指示する物品要求情報を表示する投入表示器が各集品容器10に設けられてなるピッキング設備において、搬送ラインBの所定位置に投入表示器のバッテリに充電を行う充電器82が配置された充電エリアFBを設け、所定個数の集品容器10を、予め決められた稼動日間隔でもって、ピッキング作業終了後に、自動的に充電エリアFBにて停止させると共に、充電すべき集品容器10であることを、当該集品容器10の投入表示器に表示させるようにしたもの。
(もっと読む)
ストック装置
【課題】順次投入される複数品種の箱を一時的にストックするストック装置において、設備コストや設置床面積を抑えると共に品種の切り替わりや品種数の増減に対して柔軟に対応可能とし、高い稼動効率の実現を図る。
【解決手段】ストック装置1は、箱Wを移動させると共にストックするコンベア2と、コンベア2に沿って配置された開閉ストッパ31〜33と、コンベア2の下流の停止ストッパ30と、各ストッパの位置における箱Wの有無を検出する箱検出センサ40〜43と、コンベア2に投入される箱Wの品種情報を取得する品種情報取得センサ5と、各部の動作を制御する制御部6とを備える。制御部6は、新たに投入された箱Wに対し、品種情報に基づいて品種切替有りと判断した際に、箱検出センサ40〜43によって箱Wが検出されていない最下流位置の開閉ストッパ31〜33を閉状態として、品種切替前後の箱Wを互いに区分してストックした状態とする。
(もっと読む)
搬送品のトラッキング方法及びコンベア搬送装置
【課題】搬送品を高速に搬送させるとき搬送品のトラッキングが正確にできるトラッキング方法を提供することを目的とする。
【解決手段】トラッキング方法は搬送方向に所定間隔で配置された識別コードを複数有する環状コンベアで搬送品を搬送し搬送品をトラッキングする。トラッキング方法は、環状コンベアに載置される前に搬送品に関する情報を順次入力し搬送品の情報レコードを生成する搬送品レコード生成工程(S11)と、搬送品が搬入場所で識別コードを読み取る第1識別コード読み取り工程(S16)と、搬送品が環状コンベア上に載置され搬送品の搬送方向の後端を検知した際に識別コードと情報レコードとを関連付ける関連付け工程(S19)と、搬入場所とは異なる場所で識別コードを読み取る第2識別コード読み取り工程(S20)とを備える。
(もっと読む)
弁当盛り付け用コンベア装置
【課題】搬送停止中に盛り付け材料の盛り付けができて、盛り付け作業を容易にするとともに、弁当の種類毎に適格な弁当容器の搬送がなされる弁当盛り付け用コンベア装置の提供。
【解決手段】弁当容器を搬送するベルトコンベアと、該ベルトコンベアを駆動する3相モータからなる駆動モータと、該駆動モータとベルトコンベア回転軸との間に介在させた電動のクラッチと、前記3相モータの駆動と電動クラッチの断続動作をコントロールする制御装置とを備え、前記制御装置には、シーケンサーとインバータとを備え、該シーケンサーによって前記クラッチの断続と駆動モータのインバータを介した回転速度とを制御させることにより、前記ベルトコンベアの所定速度での所定時間の動作と、所定時間の一時停止とを繰り返し動作させる。
(もっと読む)
コントローラ、ローラコンベア装置、ローラコンベア装置の制御方法、ならびにプログラム作成支援プログラム
【課題】構成部品の削減が可能であり、制御方法の自由度を向上可能なコントローラ、ローラコンベア装置、ローラコンベア装置の制御方法、ならびにプログラム作成支援プログラムを提供する。
【解決手段】モータを有したローラコンベア装置を、制御可能なコントローラであって、モータ制御基板を有し、モータ制御基板は、ロジック内蔵ドライバ14と、書き換え可能なメモリ16と、CPU16とを有する。CPU16と、書き換え可能なメモリ16とを有したモータ制御基板は、略コンピュータである。よって、PLC等の外部の制御装置、ならびにPLCを収納する制御盤を削減できる。
(もっと読む)
コンベア動作制御装置、ワーク搬送装置およびコンベア動作制御方法
【課題】電力消費量を抑えたワーク搬送装置を提供する。
【解決手段】コンベア動作制御装置110は、ワーク131のバルク130を、上流側の供給位置から下流側の排出位置へと一列に整列させつつ搬送する複数のコンベア101〜103の動作を制御するためのコンベア動作制御装置であって、複数のコンベア101〜103に含まれる第1コンベアにより搬送されるワーク131の最前部よりも前に、当該第1コンベアに対して下流側で隣接する第2コンベアにより搬送されているワークの最後部が到達したことを検知すると、上記第1コンベアを起動させるコンベア起動手段111を備える。
(もっと読む)
紙幣搬送システム
【課題】搬送に要するエネルギーコストを低減すると共に、駆動部品の使用時間の蓄積に伴う早期の劣化による故障の発生頻度を低減する。
【解決手段】幣搬送システム1は、搬送ライン3内の1以上の投入部3aから投入された紙幣2を搬送する。紙幣搬送システム1は、紙幣2を一時停止可能に搬送し、隣接する装置6・6間で搬送方向の上流側と下流側とを相互に連結することにより搬送ライン3を形成する複数の搬送ユニット装置6と、搬送ライン3の下流側の終端位置に配置され、該搬送ライン3により搬送された紙幣2を保管する金庫装置4と、搬送ライン3における紙幣2の位置情報を取得し、該搬送ライン3における紙幣2の保管スペースが埋まるように各搬送ユニット装置6毎に搬送動作と一時停止動作とを行わせる搬送制御装置5とを有する。
(もっと読む)
コンベアシステム
【課題】上流から供給される荷物を複数のコンベアのいずれかに振り分ける際に、振り分け先を的確に判定することのできるコンベアシステムを提供すること。
【解決手段】第一コンベア50と第二コンベア60とを備えるコンベアシステム10であって、第一コンベア50または第二コンベア60に送り出される荷物の形状を示す情報を取得し、取得した情報から、荷物の形状と所定の形状との近さの度合いを示す定形度を算出する定形度算出部25と、定形度算出部25により算出された定形度に基づいて、荷物を第一コンベア50または第二コンベア60のいずれに送り出すかを判定する分岐制御部40と、分岐制御部40の判定結果に従って、荷物を第一コンベア50および第二コンベア60のいずれか一方に送り出す分岐装置45とを備える。
(もっと読む)
仕分け設備
【課題】仕分け指示のある仕分け容器の視認性を高め、誤仕分けの可能性を低減でき、仕分け作業の精度を向上できる仕分け設備を提供することを目的とする。
【解決手段】複数の仕分け容器21を搬送できる仕分けライン41A,41Bを備え、前記仕分けライン41A,41Bをそれぞれ構成する無端チェーンに、仕分け容器21が載置される物品支持体48を取り付け、これら物品支持体48上の仕分け容器21の載置位置に対応して物品支持体48に、無端チェーンの回動により移動する移動表示器51を取り付け、移動表示器51の第1ランプ52により、ピッキング対象の仕分け容器21を指示する構成とする。この構成によれば、仕分け容器21とともに、物品21の仕分けを指示する移動表示器51が移動されることにより、仕分け容器21の視認性が高まり、誤仕分けの可能性を低減でき、仕分け作業の精度を向上できる。
(もっと読む)
物品供給装置
【課題】複数個単位で切り出された集合品を、各物品が略隙間無く寄せられた状態で供給する。
【解決手段】供給コンベヤ22の上流側に接続される切り出しコンベヤ20は、物品貯留時には各コンベヤ20a,20b,20cに1個ずつ物品10を載置して停止し、物品切り出し時には切り出し数に対応する数のコンベヤ20a,20b,20cの走行を一斉に開始して供給コンベヤ22に切り出し数分の物品10を送り出す。供給コンベヤ22の搬送途中に、集合品を一対の支持片40,42で前後から挟んで各物品10を略隙間無く寄せた状態とする集合手段44が配設される。集合品の集合動作後に、前方に位置する一方の支持片40は搬送路外へ退避し、後方に位置する他方の支持片42は前進移動を停止または減速して次の集合品の集合動作を待機する。
(もっと読む)
パック列を形成するための装置および方法
【課題】本発明の目的は、パック列、特に1または複数の物品、特に飲料品の複数のパックを形成するための新規な方法を提供すること。
【解決手段】本発明の方法は、列形成デバイスを備え、パックを保管するためのパック保管デバイスが少なくとも1つの輸送経路を介して列形成デバイスに接続される、方法を包含しており、該方法は、パックを少なくとも1つの輸送経路に沿ってパック保管デバイスから列形成デバイスへ輸送するステップを備え、パックの輸送は、パックが所定の時間に列形成デバイスに導入されるように制御される。
(もっと読む)
物品供給装置
【課題】包装機への物品送出タイミングに一時的遅れが発生する場合の物品搬送処理を良好に行う。
【解決手段】駆動モータ7により走行駆動される複数の搬送コンベヤ3のうち包装機に向けて物品9を供給するタイミングに遅れが生じた際に包装機と第一搬送コンベヤC0,C1とを停止させる。第一搬送コンベヤC0,C1より上流側に配設された第二搬送コンベヤC2〜C6のうち特定の搬送コンベヤC2,C3が物品9を受け入れる際に、特定の搬送コンベヤC2,C3の上流側に隣接する搬送コンベヤC4〜C6で搬送される物品9の検知に基づき、特定の搬送コンベヤC2,C3を物品略一つ分ずつ搬送するよう間欠的に走行駆動して物品9を貯留し、包装機が運転可能な状態となり、特定の搬送コンベヤC2,C3への物品貯留数が所定数を越える時に、第一搬送コンベヤC0,C1の走行を再開させて、物品9を第一搬送コンベヤC0,C1に向けて搬送する。
(もっと読む)
1 - 20 / 82
[ Back to top ]