
Fターム[3F027FA03]の内容
Fターム[3F027FA03]に分類される特許
21 - 40 / 48
タンデム駆動式ベルトコンベヤ装置
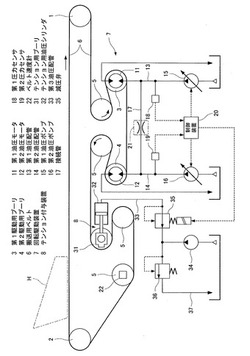
【課題】搬送用ベルトの駆動用プーリを駆動するための2台の油圧モータに圧油をそれぞれ供給する油圧ポンプを備えるとともに、ベルトの滑りをなくし得るベルトコンベヤ装置を提供する。
【解決手段】2つの駆動用プーリ3,4にてタンデム駆動され且つテンション用油圧シリンダ32にて作動されるテンション用プーリにより搬送用ベルト6にテンションを作用させ得るタンデム駆動式ベルトコンベヤ装置であって、各駆動用プーリをそれぞれ回転させる油圧モータ11,12と、各油圧モータに油圧配管13,14を介して別個に接続された2台の油圧ポンプ15,16と、各油圧配管における圧力を検出する圧力センサ18,19と、油圧ポンプ及び上記油圧シリンダを制御する制御装置20とを具備し、この制御装置に、両圧力センサにて検出された検出圧力を入力して両者が等しくなるように各油圧ポンプの吐出量を制御する油圧ポンプ制御部を具備したもの。
(もっと読む)
基板搬送装置および基板処理装置

【課題】装置寸法を長くすることなく、効率的に基板の搬送速度を途中で変更できる搬送技術を提供する。
【解決手段】直列配置された2つの搬送機構の境界を越えて基板を搬送するにあたり、基板がこの境界上を移動して受渡されている受渡期間(時間T15〜時間T16)を含んだ時間帯(時間T11〜時間T12)で、2つの搬送機構の搬送速度を整合させつつ減速させる同期制御を行う。この減速過程における時間−速度の関係をS字曲線とすることにより、基板に加わる加速度の急激な変化を防止できる。また、受渡期間を減速期間として利用することにより、それ以前に減速を完了させたり、基板の受渡し後に減速を開始させたりする場合と比較して搬送が効率的となる。
(もっと読む)
ベルトコンベアーの連結運転機構
【課題】低速のベルト又はチェインコンベアーより高速のコンベアーに乗り移るとき両コンベアーの間に存在する谷間の落込みを除去し、円滑に自動的に乗り移ることを可能にする。
【解決手段】共用架台1の駆動軸5に多数の第一コンベアー用右端駆動用歯付ホイール9と同じ個数の同幅で同じ直径の第二コンベアー用左端従動用歯付ホイール14を1個づつ交互に重ねてはめ込み、第一と第二のコンベアーの細幅のベルト又はチェインは同じ駆動軸5で同じ直径の歯付ホイール9及び14で支持されることにより、第一コンベアー上の物又は人は段差なく、水平に第二コンベアーに移し換えることができ、2台の減速機付モーター4及び12の回転数を変えることにより、移し換えにより搭載物を増速又は減速して輸送できるようにする。
(もっと読む)
ローラコンベヤ用ユニットおよびこれを用いたローラコンベヤ
【課題】ローラコンベヤ用ユニットをローラコンベヤから着脱容易にすると共に、それぞれのローラコンベヤ用ユニットにおける回転応答性を向上させることで、メンテナンス性に優れ、搬送速度の制御性を向上させたローラコンベヤを提供する。
【解決手段】 搬送物200を搬送する搬送面を構成する単数または複数のローラ体12と、ローラ体12を個別に回転駆動させる駆動手段であるモータ14と、ローラ体12およびモータ14をそれぞれ保持する保持フレーム16と、搬送面上に搬送物200が載置されていることを検出する搬送物検出手段18と、搬送物検出手段18の検出結果に基づいてモータ14への動力供給を制御する制御部30と、を有していることを特徴とする。
(もっと読む)
箱詰め装置
【課題】箱詰めする物品を安定して移送することができるとともに、物品の処理能力を向上させることができる箱詰め装置を提供する。
【解決手段】無端搬送路12上に物品を収容可能な間隔で設けられた一群のフィン13を備え、各フィン13が無端搬送路12の円弧状反転部12cの物品受取位置にきたときに物品を受け取るように構成された整列コンベア2と、整列コンベア2を駆動させる第1サーボモータと、第1サーボモータの駆動を制御するコントローラとを備えており、コントローラが、最後尾のフィン13が物品受取位置で物品を受け取ったあと上記第1サーボモータを第1設定速度を超えないように加速させ、最後尾のフィン13が往路部12b近傍に至ったとき第1サーボモータを第1設定速度を超えないように加速させるときより大きい加速度で加速させるように構成されてなる。
(もっと読む)
検査支援方法及びプログラム
【課題】搬送装置の異常動作又は異常状態が発生したときに、その原因である制御プログラムの不具合を検出することを支援する。
【解決手段】搬送される被搬送体の位置を管理する工程と、搬送路の任意の位置に、被搬送体が通過した時点で制御プログラムの実行を一時停止させるための制御プログラム停止位置を設定する工程と、被搬送体が前記制御プログラム停止位置に達したか否かを判断する工程と、被搬送体が前記制御プログラム停止位置に達したと判断した場合、前記制御プログラムの実行を一時停止させる工程と、を有する。
(もっと読む)
物品検査装置
【課題】最適な搬送速度または検査能力の限界に対する稼動中の検査能力の余裕の度合いを搬入間隔から求めることができる物品検査装置を提供する。
【解決手段】搬送部3と、搬入センサ4と、搬入センサ4によって搬送部3に被検査物Wが搬入されたことが検出されてから基準時間経過後に搬送部3に搬入された被検査物Wの品質データを取得する品質データ取得手段と、品質データ取得手段により取得した品質データに基づいて被検査物Wの品質の良否を判定する品質判定手段24と、を備えた物品検査装置において、搬入センサ4によって検出された被検査物Wの搬入間隔を測定し記憶する搬入間隔測定記憶部8と、搬入間隔測定記憶部8によって測定し記憶された搬入間隔の内の所定範囲内の搬入間隔に関する統計量を算出する統計手段9aとを備える。
(もっと読む)
物品検査装置
【課題】設定されている被検査物の長さに対する検査された被検査物の長さの対比から適切な検査精度や検査効率になるように対応をとることが可能な物品検査装置を提供すること。
【解決手段】被検査物を搬送する搬送手段と、前記被検査物の搬送方向における先部および後部を検出する搬入センサ4と、前記搬入センサ4によって検出された前記被検査物Wの品質データを取得し、前記品質データに基づいて前記被検査物の良否を判定する品質判定手段と、を備えた物品検査装置において、前記搬入センサ4により前記被検査物の搬送方向における先部が検出されてから後部が検出されるまでの検出時間に基づいて、前記搬送方向における前記被検査物Wの長さを表す被検査物長Lを算出する被検査物長算出手段8aと、前記被検査物長算出手段8aにより算出された前記被検査物長Lに関する統計量を算出する統計手段9aと、を備えた。
(もっと読む)
傾斜又は垂直コンベアの逸走防止装置
【課題】ハンガーを暴走後に停止させる際の衝撃を緩和して、逸走防止装置の小型軽量化及び低コスト化を図る。
【解決手段】コンベアにより移動するハンガーの下流側面に当接して係止するドッグが設けられた無端状チェーン11、無端状チェーン11が係合する駆動スプロケット8及び従動スプロケット、駆動スプロケット8を駆動するギヤドモータ13、ハンガーの暴走時に無端状チェーン11を停止させる制動装置、並びに、ハンガーの暴走を検知する暴走検知装置を有する逸走防止装置であって、ギヤドモータ13の出力軸14と駆動スプロケット8との間にトルクリミッタ5を設け、トルクリミッタ5の回転伝達トルクの限界値を、制動装置による制動トルクよりも小さく設定した。トルクリミッタ5により前記回転伝達トルクの限界値を超えるトルクが遮断されるため、ハンガーを暴走後に停止させる際の衝撃が緩和される。
(もっと読む)
搬送設備
【課題】本発明は、チェーンが切断される恐れを回避するために、チェーンに予め弛みを持たせる必要がある搬送設備において、緊急停止を実現できる搬送設備を提供することを目的とする。
【解決手段】本体フレームの搬送方向上流端および下流端に回転自在に設けた左右一対のスプロケット38,39と、左右一対の上流端のスプロケット38と下流端のスプロケット39と間にそれぞれ、スプロケット39からの復路側に弛みを持たせて張設された左右一対の無端チェーン40と、左右の無端チェーン40間に渡って設けられ物品を支持する複数の物品支持体を備え、設備を停止するとき、制動装置32は上流端のスプロケット38を制動し、サーボアンプ61は、エンコーダ33から出力されるパルスを回転指令値としてサーボモータ34を駆動し、下流端のスプロケット39をスプロケット38に同期して停止する。
(もっと読む)
コンポーネント制御装置、システム、及び方法
本発明は、運搬システムにおいてコンポーネントの速度を変速するための装置、システム、及び関連方法に関する。装置は、入口端部と出口端部との間に延在し、コンポーネントを受容するようにサイズが設定されたコンポーネントトラック(55)と、コンポーネントトラックに隣接して搭載され、コンポーネントトラック内を移動するように構成された突出部(19)を備える速度制御装置と、コンポーネントトラックに接近するコンポーネントの速度を検出するためにコンポーネントトラックの入口端部の上流に位置決めされるセンサー(100)と、センサーと連通し、コンポーネントトラック内のコンポーネントを減速するために、コンポーネントトラックに接近するコンポーネントの速度に基づいてコンポーネントトラック内の突出部の速度を調節するように構成された制御装置、とを備える。  (もっと読む)
(もっと読む)
搬送装置、画像読取装置及び画像記録装置
【課題】搬送異常の発生及びその原因を早期に判定することのできる搬送装置、画像読取装置及び画像記録装置を提供する。
【解決手段】搬送対象物を搬送するリニアモータ4と、リニアモータ4に対して駆動電流を供給するモータ駆動部34と、リニアモータ4の搬送状態を検出するロータリエンコーダ20と、ロータリエンコーダ20による検出結果に基づいてモータ駆動部34をフィードバック制御する搬送制御部と、ロータリエンコーダ20による検出結果に基づいて搬送異常の判定を行う異常判定部36と、異常判定部36による判定結果を出力する表示部38と、を備えている。
(もっと読む)
折丁減速装置及び方法
本発明の第1の典型的な実施形態において、折丁を減速するための装置は、可動なベルト装置(7)と、可動なベルト装置(7)を周期的な速度プロフィルに従って制御可能に移動させるための、可動なベルト装置(7)に接続されたモータ(1)とを有する。本発明の特徴によれば、可動なベルト装置(7)は、折丁係合区分を通過させられ、その際、周期的な速度プロフィルにより、モータは、可動なベルト装置を、折丁係合区分において折丁(8)に係合しながら第1の速度から第2の速度に減速する。折丁(8)は、第1の速度で折丁係合区分に進入し、第1の速度よりも低い第2の速度で折丁係合区分から退出する。周期的な速度プロフィルにより、可動なベルト装置(7)は、折丁(8)が折丁係合区分から退出すると、次の折丁が折丁係合区分に進入する前に、再び第1の速度に加速する。 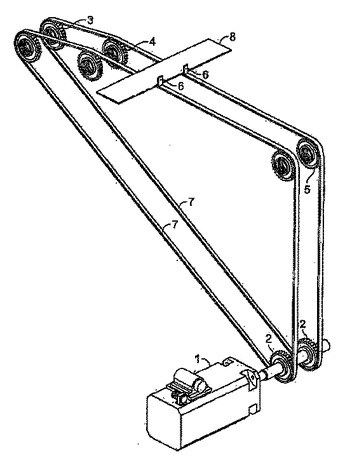 (もっと読む)
(もっと読む)
インライン集卵方式における卵の処理方法
【課題】 例えば、卵の供給量が低下した場合に発生する洗浄不良や乾燥不良等の問題点を抑制することのできるインライン集卵方式における卵の処理方法を提供する。
【解決手段】 分配整列装置5の入口側近傍に設けられた卵供給量検出手段7にて集卵コンベア4から供給されてくる卵の供給量を検出するとともに、前記検出された単位時間当たりの卵の供給量が制御手段8内に予め設定された規定値を下回った場合、前記検出された卵の供給量に応じた処理能力となるよう、自動選別包装装置6のコンベア(図示せず)の搬送速度を自動制御するようにした。
(もっと読む)
コンベア設備
【課題】簡単かつコンパクトに構成でき、被搬送物を徐々に減速して確実に搬送できるコンベア設備を提供する。
【解決手段】傾斜ローラコンベア21を、ローラ25に対して駆動ベルト40を当接させるベルト駆動形式に構成するとともに、搬送方向において複数に分割し、これら分割コンベア部21A,21Bを、下流側ほど低速として駆動するように構成した。各分割コンベア部では、駆動ベルトによりローラ群を所定の回転速度で駆動回転させることで、それぞれの搬送速度によって被搬送物を駆動搬送可能にできる。簡単かつコンパクトに構成できるものでありながら、傾斜ローラコンベアでの被搬送物の駆動搬送は、被搬送物の形状や重量などに関係なく、常に所定の速度で衝突させることなく、かつ段階的に減速させて確実に行えるとともに、高速で搬入された被搬送物を所定の速度に徐々に減速でき、以て傾斜ローラコンベアでの被搬送物の駆動搬送を、衝撃を少なくして円滑にかつ損傷させることなく行える。
(もっと読む)
包装機の物品供給装置
【課題】1列または2列で集合した物品の供給が切換え設定でき、また包装機の物品供給不良を改善し得るようにする。
【解決手段】移送コンベヤ10から整列用コンベヤ12に送り込まれた物品Wは、1列化すると共に縦向き姿勢で搬送される。整列用コンベヤ12からプールコンベヤ14に送り込まれた物品Wは、縦向き姿勢のまま搬送されて移送終端から上流側に所定数貯留される。プールコンベヤ14に貯留されている先頭の物品Wは、切出しコンベヤ20により横向き姿勢で1個づつ整列コンベヤ24に送り出される。整列コンベヤ24では、所定個数の物品Wを集合整列し、この整列物品Wを側部コンベヤ26に送り込む。側部コンベヤ26で搬送される整列物品Wは、横送り手段により横向き姿勢の整列状態のまま供給コンベヤ22に横送りされる。
(もっと読む)
画像処理を用いた制御システム
【課題】 生産ラインにおけるベルトコンベア等搬送装置上の部品の数は生産状況に応じて変化し、この変化に応じて搬送装置の速度を調整しなければならない。従来は作業者がその都度速度設定値を再設定していたが、常に生産ラインを監視しなければならない等手間がかかるという課題を解決する。
【解決手段】 搬送装置上の部品を撮影し、この画像情報から部品の到達距離や密集度などの特徴量を抽出して、この特徴量に基づいて搬送装置の速度設定値を求めて、速度コントローラに設定するようにした。自動的に搬送装置上の部品の状況に応じて速度を変化させることが出来る。
(もっと読む)
搬送物合流及び整列装置
【課題】多列のコンベヤより搬入される搬送物を単列のコンベヤに合流させ、搬送物を所望の方向に転換させ、且つ整列させて搬出させる搬送物合流及び整列装置を提供する。
【解決手段】本発明の搬送物合流及び整列装置は、多列の搬入コンベヤ11と合流コンベヤ12で構成された合流装置部、カーブコンベヤ13と、送出コンベヤ14と、カーブコンベヤ13上に設けられた整列ガイド16とで構成された整列装置部よりなる。各コンベヤの速度は任意に設定できるようになっており、搬入コンベヤ11の列数が“n”、n列の搬入コンベヤ11より送り出される時間あたりの全搬送物量が“X”(個/分)、等間隔に設置してある搬入コンベヤ11の設置間隔が“Y”(m)であるとき、合流コンベヤ12の速度(V12)は、V12=XY/(n+1)に設定する。
(もっと読む)
電気駆動機械の監視装置
【課題】センサ部23の設置に対する制限が少なく、センサ部23を容易に設置できる監視装置21を提供する。
【解決手段】センサ部23をモータの外部に配置する。センサ部23には、モータの稼働時に発生する磁束を検出して電気信号を出力する磁気電気変換素子35を設ける。センサ部23から出力する電気信号に基づいてモータの稼働を判定する回転判定部43を設ける。回転判定部43の判定に基づいてモータの起動回数や稼働時間を積算する積算部44を設ける。積算部44で積算された稼働時間を表示する表示部27を設ける。
(もっと読む)
ベルト駆動制御装置および画像形成装置
【課題】 複数のローラに張架された無端状のベルトの移動速度の制御を安定して精度よく行うことができるベルト駆動制御装置および画像形成装置を提供する。
【解決手段】
搬送ベルトの移動速度の変動を、エンコーダ13により検出される角変位検出ローラの角変位に基づいて検出して、検出された搬送ベルトの移動速度変動に対応した信号から従動ローラの回転周期変動成分の周波数波形を検出し、この検出した周波数波形に基づいて前記信号を補正して、この補正結果に基づいてベルト駆動モータ15をフィードバック制御して搬送ベルトを駆動制御する。
(もっと読む)
21 - 40 / 48
[ Back to top ]