
Fターム[3H041CC15]の内容
Fターム[3H041CC15]に分類される特許
21 - 40 / 220
一軸偏心ねじポンプ
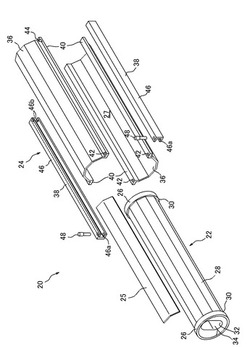
【課題】ステータを外筒とライニング部材とに容易に分別することが可能であり、締め代を容易に調整可能な一軸偏心ねじポンプの提供を目的とした。
【解決手段】ステータ20は、内周面が雌ねじ型となるように一体形成された筒状のライナー部22と外筒部24とを有する。ライナー部22の両端部には、径方向外側に向けて突出したフランジ部26,26が設けられており、これらの間に外筒装着部28が設けられている。外筒部24は、外筒装着部28に非接着状態で装着されており、両端部がフランジ部26,26に当接している。ライナー部22と外筒部24との間にシム25を挿入あるいは脱離させることにより、締め代を調整することができる。
(もっと読む)
内接歯車式ポンプ用ロータ

【課題】吐出量の増大を図って駆動時の振動を抑制する。
【解決手段】歯数差が1枚のインナーロータ2とアウターロータ3を偏心させて組み合わせた内接歯車式ポンプである。インナーロータ2の回転中心OIとアウターロータ3の回転中心OOを結ぶ偏心軸Pに対し噛み合い点Gが、常時、その両ロータ2、3の回転方向後方に位置するとともに、両ロータ2、3の偏心軸Pより吸入ポート7側の歯間隙間最小部位T0がインナーロータの回転中心OIと噛み合い点Gを結ぶ直線Qに対しその両ロータ2、3の回転方向後方に位置する。この構成の内接歯車式ポンプ用ロータは、歯丈が高くなって吐出量の増大が望めるとともに、両ロータ2、3の歯同士の衝撃力が小さくなり、吐出量が多くて振動の小さい内接歯車式ポンプを得ることができる。
(もっと読む)
内接歯車式ポンプ用ロータ
【課題】インナーロータ2とアウターロータ3の理論偏心位置でのチップクリアランスtが、トップの位置(図(a)の状態)に対し、その位置からインナーロータ2が一歯の半分の角度回転した半歯の位置(同図(b)の状態)で大きくなることを抑制する。
【解決手段】歯数がnのインナーロータ2と歯数が(n+1)のアウターロータ3とを、偏心eさせて組み合わせた内接歯車式ポンプ用ロータである。そのインナーロータ2がその小径LIs、歯数nが同じサイクロイド歯形と比較して歯丈が高いものであって、偏心量e<(インナーロータ2の大径(LIo)−インナーロータ2の小径(LIs))/4とする。このように、従来の(LIo−LIs)/4より偏心量eを小さく、例えば、0.1mm小さくすると、同図(a)と(b)から理解できるように、両位置(図aとb)のチップクリアランスtが同じ(0.030mm)となって、ポンプ室4の容積効率の低下を招かなくなる。
(もっと読む)
オイルポンプ装置
【課題】電動ポンプを容易に設置することができるオイルポンプ装置を提供する。
【解決手段】吸入ポート15、17と吐出ポート16、18とを有するポンプハウジング10のポンプ組込空間13に対し、エンジンにより駆動されるインナギア21及びこのインナギア21に噛み合うアウタギア23を有するメカニカルポンプ20と、モータ部により駆動されるアウタギア37及びこのアウタギア37に噛み合うインナギア35を有する電動ポンプ30とが軸方向に隣接して組み込まれる。メカニカルポンプ20と、電動ポンプ30との間には、吸入ポート15、17と吐出ポート16、18との連通を遮蔽する遮蔽板40が配設されている。
(もっと読む)
オイルポンプ装置
【課題】電動ポンプを容易に設置することができるオイルポンプ装置を提供する。
【解決手段】吸入ポート15、17と吐出ポート16、18とを有するポンプハウジング10のポンプ組込空間13に対し、エンジンにより駆動されるインナギア21及びこのインナギア21に噛み合うアウタギア23を有するメカニカルポンプ20と、モータ部により駆動されるアウタギア37及びこのアウタギア37に噛み合うインナギア35を有する電動ポンプ30とが軸方向に隣接して組み込まれる。メカニカルポンプ20のインナギア21及びアウタギア23と、電動ポンプ30のインナギア35及びアウタギア37との径寸法が大小に設定されることで、メカニカルポンプ20のインナギア21とアウタギア23との間に形成されるオイル閉込め部25と、電動ポンプ30のインナギア35とアウタギア37との間に形成されるオイル閉込め部39とが連通しない構成にしてある。
(もっと読む)
ギヤポンプ
【課題】 部品点数及び製造コストの低減、シール性及び組み付け性の向上を図ることができるギヤポンプの提供。
【解決手段】 ギヤ(第1ギヤ15及び第2ギヤ18)と、一対のサイドプレート(第1サイドプレート14(第2サイドプレート17)とシール部材7)と、シールブロック(14e(17e))と、を有し、サイドプレートの一方(14(17))とシールブロック(14e(17e))とを一体に形成したシーリング部材(第1サイドプレート14(第2サイドプレート17)と、シールブロック(14e(17e))の外周に形成された溝(14i(17i))とサイドプレートの他方(シール部材7)に掛けて装着され、シーリング部材(第1サイドプレート14(第2サイドプレート17))とサイドプレートの他方(シール部材7)との間を密着した状態にする保持部材(16(19))とを備えることとした。
(もっと読む)
ポンプ装置とパワーステアリング装置およびハウジングの組立方法
【課題】ポンプボディに形成された第1駆動軸挿通孔とポンプカバーに形成された第2駆動軸挿通孔との同軸性を向上させる。
【解決手段】ポンプカバー49側に向けてそれぞれ突出する第1,第2位置決めピン59,60をポンプボディ46に圧入固定する一方、それらの第1,第2位置決めピン59,60に嵌合する第1,第2ポンプカバー側位置決め溝53,54をポンプカバー49の外周面52に形成する。そして、第1,第2ポンプカバー側位置決め溝53,54の外壁面53a,54aを第1,第2位置決めピン59,60に対して当接させることでポンプボディ46とポンプカバー49とを位置決める寄せ組みを、第1,第2駆動軸挿通孔48,50の共加工時とその共加工後の再組立時とで同様の条件で行う。
(もっと読む)
可変流量オイルポンプ
【課題】油圧戻し口を開閉する油路切り替えバルブを有する可変流量オイルポンプにおいて、ポンプ全体の製造工数及び部品点数の増加を抑えて生産性向上、コスト低減及び小型軽量化を図る。
【解決手段】油路切り替えバルブ51とオイルポンプ36,37とが互いに別体に設けられ、前記オイルポンプ36,37に形成されたバルブ取り付け面に吸入ポート36b,37b及び吐出ポート36c,37cが開口し、前記油路切り替えバルブ51における前記バルブ取り付け面と整合するボディ取り付け面54にオイル導入口61,65及びオイル導出口62,64が開口する。
(もっと読む)
オイルポンプ構造
【課題】オイルポンプ構造において、そのポンプケーシングに、吸入油路及び/又は吐出油路を形成すべくポンプケーシング外端面に開口する加工穴が穿設されても、その加工穴の開口端を塞ぐ封止部材を、ポンプケーシングに近接する補機を利用した簡単な構造で確実に抜け止めできるようにする。
【解決手段】吸入油路Li及び吐出油路Loのうちの少なくとも一方を形成するために、ポンプケーシングCには、そのポンプケーシングCの外端面に開口する加工穴Hが穿設され、その加工穴Hには、該加工穴の外方開口端Haを塞ぐ封止部材Pが液密に挿入され、その封止部材Pの外端には、ポンプケーシングCに近接配置されてトランスミッションハウジングMに結合される補機Bの外端面Bmfが対向していて、その補機Bにより該封止部材Pの加工穴Hからの抜け出しが阻止される。
(もっと読む)
流体機械およびそれに用いられるシール部材
【課題】軸方向長を短縮化する。
【解決手段】Oリング73bを軸方向において吸入口81と並ぶ第1部分73baと、吸入口83と並ぶ第2部分73bbと、これらの間を繋ぐ第3部分73bcとを有した形状とする。そして、第1部分73baと第2部分73bbとを軸方向においてずらして配置し、ポンプ本体100を径方向から見たとき第3部分73bcが吸入口81と吸入口83との間を周方向と異なる方向に横切るように配置する。これにより、軸方向において両吸入口81、83を近づけることが可能となる。したがって、ポンプ本体100の軸方向長を小型化することが可能となり、回転式ポンプ装置の小型化を図ることができる。
(もっと読む)
回転式ポンプ装置
【課題】より組付け誤差の少なくでき、ポンプ効率を向上させることが可能な回転式ポンプ装置を提供する。
【解決手段】ロータ室100a、100bを構成するシリンダ71の中心孔71a内および回転式ポンプ19、39のアウターロータ19a、39aおよびインナーロータ19b、39bに駆動軸54が挿通される回転式ポンプ装置において、中空形状の樹脂部材111a、112aおよび環状ゴム部材111b、112bを有するシール機構111、112を回転式ポンプ19、39に対してシリンダ71と反対側に配置する。シール機構111、112における樹脂部材111a、112aの中空部内に金属製リング111f、112fを配置し、金属製リング111f、112fの内周に最小隙間で駆動軸54が挿通されるようにする。
(もっと読む)
ポンプ装置
【課題】 軸の高い位置決め精度を確保しつつ、組付性を向上することができるポンプ装置を提供すること。
【解決手段】 各ギヤと各シール部材との間に形成された各閉じ込み区間でのギヤの歯先とシール部材のシール面との間に押圧力を与える押圧機構を備え、押圧機構で押圧された状態を維持しつつ、閉じ込み区間側で各軸受部材内周と駆動軸外周および従動軸外周とを当接させた。
(もっと読む)
電動ポンプ
【課題】コンパクトで、且つ、液体の吸引・吐出を適切に行う。
【解決手段】内部が隔壁24により収容空間S1、S2に区画されたケース2を備える。収容空間S1には、インナーロータ3、アウターロータ4、回転子5及び固定子6が収容され、収容空間S2には、プリント基板7が収容されている。固定子6の磁界により回転子5、アウターロータ4、インナーロータ3を回転させ、オイルをポンプ室Prに吸引し、ポンプ室Prから吐出する。回転子5は、延出端側に開放する凹状空間S3を有する。隔壁24には、収容空間S2側に開放し、電装部品72を収容する収容凹部24bが形成された突出部24aが回転子5の凹状空間S3に挿入位置するように突設されている。突出部24aの突出端面は、ケース2の回転軸方向他端側の内面とで、インナーロータ3及びアウターロータ4を摺動可能に回転軸方向両端側から挟み込んでシャフトShの回転軸方向両端を軸支する。
(もっと読む)
車両用内接歯車型オイルポンプ
【課題】高圧吐出側の容積効率の低下を抑制しつつ、ポンプ駆動トルクを低減することができる車両用内接歯車型オイルポンプを提供する。
【解決手段】所定の油圧室30aが高圧吐出油路の開口と低圧吐出油路の開口との間に位置させられて各吐出油路と直接的に連通していないときにおいて、上記所定の油圧室30aと第1吐出油路とを連通させるために、ポンプ室40の側面42の第1吐出油路50の開口縁の一部から所定の回転方向の前方側へ周方向に延設された第1油逃がし油路58と、上記所定の油圧室30aと第2吐出油路とを連通させるために、ポンプ室40の側面42の第2吐出油路52の開口縁の一部から前記回転方向の後方側へ周方向に延設された第2油逃がし油路60とを含む。
(もっと読む)
流体ポンプ
【課題】作業の簡素化を図ることができ、異音の発生を防止できる流体ポンプを提供する。
【解決手段】回転軸10の一側に設けられた回転子46と、回転軸10の他側に設けられ、回転子46と同期回転可能なポンプロータ6と、回転軸10、回転子46、およびポンプロータ6を内包するハウジング2,3と、を備え、ポンプロータ6に対する回転軸10の延出方向を変更可能にする係合孔62と係合軸部61とを、ポンプロータ6と回転軸10とに各別に形成してある。
(もっと読む)
流体流動装置、流体噴射装置
【課題】部品点数を増加させることなく回転体と支持部との固着を抑制することができる流体流動装置、流体噴射装置を提供する。
【解決手段】重合反応して硬化するインクを流動させるポンプ室43と、ポンプ室43内に設けられた第1,第2の軸受部48,49に第1の軸線A1を中心として回転可能に支持された駆動軸39と、駆動軸39を回転駆動するモーター31と、モーター31の駆動力に基づく駆動軸39の第1の軸線A1を中心とした回転運動を軸方向に沿う往復運動に変換する運動方向変換機構53とを備えた。
(もっと読む)
油圧式パワーステアリングシステムの油圧コントローラ
【課題】油圧式パワーステアリングシステムの油圧コントローラにおいて、ハンドルスリップ現象を軽減するためのプラグ部材を安価に製作して、コストダウンを図る。
【解決手段】プラグ部材94をプレス加工可能な板材によって形成し、プラグ部材94の外周縁側に、該外周縁側とトロコイドロータ82との間に介在する環状のシール材97を嵌合させる環状のシール材嵌合部96を、該プラグ部材94を構成する板材をプレス加工によって凹ませることにより形成する。
(もっと読む)
一軸偏心ねじポンプ
【課題】各部品単位での累積誤差によらず、ステータの組み付け時の軸方向の寸法管理を容易に行なうことのできる一軸偏心ねじポンプを提供する。
【解決手段】この一軸偏心ねじポンプは、ステータ4が、ゴム製の一つのステータ内筒4aと、このステータ内筒4aの外側に嵌め込まれる円筒部4eおよび該円筒部4eの端部に設けられてステータ内筒4aの軸方向両端部に対向する端面部4dを有する金属製の二つのステータ外筒4b,4cとから構成され、各ステータ外筒4b,4cの端面部4dとステータ内筒4aの軸方向両端部4tとの対向面間を密封するように吸入側および吐出側のそれぞれに配設された円環状のステータパッキン12,14を備え、これらステータパッキン12,14は、吸込側と吐出側の両側から二つのステータ外筒4b,4cによって挟み込まれて介装されることで、ステータ4の軸方向を位置決めする構造となっている。
(もっと読む)
一軸偏心ねじポンプ
【課題】分解組立性や清掃性・洗浄性を向上させつつも、ステータのスラスト方向の摩擦抵抗を抑制し得るステータ支承構造を備えた一軸偏心ねじポンプを提供する。
【解決手段】この一軸偏心ねじポンプは、駆動軸3に直結された雄ねじ状のロータ2と、ハウジング7内に軸受を介して回転可能に支承されるとともにその回転軸線L1がロータ2の回転軸線L2に対して偏心して配置される雌ねじ状の内面を有するステータ4とを備え、ロータ2が回転しつつステータ4の軸心に対して偏心運動を行うことによって流体を吸入側8から吐出側9へ圧送するようになっており、前記軸受は、食品衛生法に適合した樹脂で作られるとともに、ステータ4の両端を回転自在に支承する円筒形の自己潤滑樹脂製のラジアル軸受5,6と、3層構造のグリス密封式のスラスト軸受30,40とから構成されている。
(もっと読む)
歯車ポンプ用歯車製造方法
【課題】 内歯車と外歯車の厚さが同じ歯車ポンプ用歯車を製造すること。
【解決手段】
歯車ポンプで用いる内側に歯車9が形成された外歯車1と、外側に歯車が形成された内歯車2とをプレス加工により成形する歯車ポンプ用歯車製造方法において、平板材料10を絞り加工により底平面部15とその外周に傾斜側面部18を有する第1加工物11を成形する第1工程と、底平面部15から内歯車2を打ち抜く第2工程と、内歯車2が打ち抜かれた第1加工物11を外型43にはめ、プレス加工により傾斜側面部18の外周縁を外型43で拘束し、非拘束の内径側に塑性流動させ、平板形状の第2加工物13に成形する第3工程と、第2加工物13から外歯車1を打ち抜く第4工程と、を有することにより、一枚の素材から内歯車2と外歯車1を共取りすることができる。
(もっと読む)
21 - 40 / 220
[ Back to top ]