
Fターム[3J103EA03]の内容
ロール及びその他の回転体 (32,702) | ロールの製造方法 (1,730) | 切削、研削加工によるもの (176)
Fターム[3J103EA03]に分類される特許
61 - 80 / 176
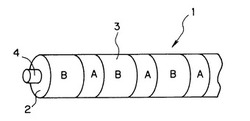
金属ローラおよびその製造方法
【課題】
加工機械に設置する金属ローラ表面の改質を行い、フィルム等基材の離型性(ローラ離れ)と指向性の向上を図り、皺のない高品質のフィルム等基材を得るための金属ローラを提供する。
【解決手段】
金属ローラ母材2表面がめっき処理されており、表面粗さがJIS−B0601:2001規定による算術平均粗さRaで、0.05〜25μmのめっき層3を有する金属ローラ1であって、該金属ローラ1の円周方向に測った少なくとも2種の表面粗さRaで、0.6〜15μmの差異を有する帯状層A・Bが、ローラ軸4の軸方向に交互に並んで配置形成される。
(もっと読む)
走行ローラ、走行ローラの製造方法、及び画像形成装置

【課題】複雑な機構や加工方法等を付与することなく被走行体を寄りの発生を防止して走行させる。そして、被走行体の走行を安定した状態に保ち走行ローラの薄い肉厚部の破損も防止して安全である。更に、高品質の画像を形成できる走行ローラを提供する。
【解決手段】連れ回りまたは回転駆動力が与えられて回転可能に支持される円筒形状のローラ本体1と、ローラ本体1が被走行体2の接触面2aに接触して被走行体2を走行させる円筒形の胴部3と、胴部3の表面中央部30から一方のジャーナル31側の螺旋進行方向に形成される螺旋形状の溝4と、螺旋形状の溝4と胴部3のローラ本体の表面の軸方向中央部30から対象に他方のジャーナル32側に形成される螺旋形状の溝4とは逆方向に螺旋回転する螺旋形状の溝5と、を備える。
(もっと読む)
帯電部材の製造方法
【課題】導電性支持体をキャビティに入れ、ゴムを主成分とする材料を充填して導電性支持体に半導線性弾性層を成形する帯電部材の製造方法において、キャビティに材料を充填する時間を遅くすると表面にヘジテーションマークが着くという問題がある。また、キャビティに材料を充填する時間を早くすると反りが大きくなるという問題がある。
【解決手段】キャビティへのゴムを主成分とする材料の充填時間を、キュラストメーターの測定で10%の硬化反応が進行する時間(T10)の60%〜76%(0.60×T10〜0.76×T10)とした。
(もっと読む)
搬送ローラおよびこれを備えた真空搬送装置
【課題】搬送部の被案内面に外周面を接触させて回転することにより前記搬送部を案内する搬送ローラにおいて、搬送部の被案内面が搬送ローラに衝突した時の耐久性を改善する。
【解決手段】搬送ローラ1を以下の方法で作製する。図2のミルポット内にジルコニア製のボール5を複数個入れるとともに、円柱体44に超硬合金製搬送ローラ1を外嵌して遊星ボールミルを作動させ、ボール5に、ミルポット内に発生する公転に伴う遠心力と自転に伴う遠心力を付与することで、ボール5を搬送ローラ1の外周面に衝突させて外周面の表層部に残留応力を導入するボールミル工程を行った後に、仕上げ研磨加工を行う。
(もっと読む)
フランジ部材付きパイプの製造方法
【課題】フランジ部材が端部に圧入固着されたフランジ部材付きパイプの製造方法であって、パイプの軸に対するフランジ部材の軸の同軸度を高めることができるフランジ部材付きパイプの製造方法を提供する。
【解決手段】フランジ部材付きパイプの製造方法は、素管1の外周面をスルーフィード研削する第1スルーフィード研削工程と、第1スルーフィード研削工程の後で、素管1の端部にフランジ部材2を圧入固着するフランジ部材圧入工程と、を含む。
(もっと読む)
サーモロール
荷重を支持するための円筒形の内部シャフト(2)と、内部シャフトを取り囲む金属製の外部層(4)と、内部シャフト及び外部層の界面との関係で配置される、伝熱剤のための流れ通路とを含む、繊維ウェブ機械の加熱及び/又は冷却ロール、即ち、サーモロール(1)。サーモロール(1)は、内部シャフトと外部層とを組み立てることによって製造される。サーモロールの流れ通路は、内部シャフトの外表面及び/又は外部層の内表面の上に内部シャフトと外部層との組立て前に形成される流れ溝から成る。 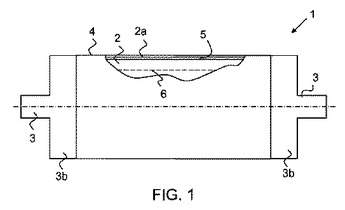 (もっと読む)
(もっと読む)
現像ローラ及びその製造方法、現像装置、プロセスカートリッジ、並びに、画像形成装置
【課題】スリーブ基材の表面の経年変化による搬送量低下に対して余裕度が高く、現像剤1の劣化(摩耗)による搬送量低下を抑制することができ、画像のむらを防止できる現像ローラ、プロセスカートリッジ、該プロセスカートリッジを有する画像形成装置、及び、該現像ローラの製造方法を提供する。
【解決手段】マグネットローラと、マグネットローラを内包しているとともに該マグネットローラの磁力により外表面に磁性粒子を吸着する現像スリーブと、を有する現像ローラにおいて、現像スリーブにおけるスリーブ基材の外表面に該スリーブ基材を構成する材料より硬い材料で構成されている耐摩耗性層が設けられているとともに、該耐摩耗性層に楕円形状の凹みがランダムに設けられている現像ローラ。
(もっと読む)
ゴムローラーの製造方法及びゴムローラーの製造装置
【課題】ゴム材料の吐出量のバラツキにかかわらずに、押し出される被覆物の外径を一定に保ち、ゴムローラーの外径のバラツキを抑え、寸法精度の向上を図る。
【解決手段】芯金送り装置5によって芯金3をクロスヘッドダイ7に連続的に供給するとともに、クロスヘッドダイ7内の芯金3の外周上に押出し機6によってゴム材料4を供給し、芯金3がゴム材料4で被覆されてなる被覆物をクロスヘッドダイ7から押し出す工程を有する、ゴムローラーの製造方法において、クロスヘッドダイ7から押出された被覆物の外径を測定センサー9で測定する第1工程と、測定センサー9で測定された外径の測定値に基づいて演算装置10で演算する第2工程と、演算装置10による演算結果を芯金送り装置5にフィードバックし、芯金送り装置5による芯金の送り速度を調整することによって、被覆物の外径を調整する第3工程と、を有する。
(もっと読む)
弾性ローラの製造方法および弾性ローラ
【課題】異なる長さのローラについても砥石形状の加工を必要とせず、かつ、低硬度の弾性ローラであってもフラット形状を確実に得ることができる弾性ローラの製造方法、およびそれにより得られる弾性ローラを提供する。
【解決手段】軸1の外周に弾性体層2を備える弾性ローラの製造方法である。弾性体層2の表面を、平形砥石10を用いて、トラバース研磨機により研削加工する研削工程を含む。弾性体層2のアスカーC硬度が30〜40°の範囲内であり、研削工程において、弾性体層2の両端部で、平形砥石10を所定時間停止させる。
(もっと読む)
導電性ローラとその製造方法
【課題】全体としての柔軟性と優れた表面状態とを兼ね備えた導電性ローラおよびその製造方法を提供する。
【解決手段】シャフト1の外側に配置された導電性スポンジ層2と、導電性スポンジ層2の外側に配置された導電性ソリッド層4と、導電性ソリッド層4の表面に形成された塗膜5とを含む積層構造である導電性ローラの製造方法であって、シャフト1を円筒状の導電性スポンジ層2に嵌装し、ダミーシャフト10を円筒状の導電性ソリッド層4に圧入した後、ダミーシャフト10を取り除いて筒状の導電性ソリッド層4を形成し、シャフト1を嵌装した導電性スポンジ層2を筒状の導電性ソリッド層4に圧入し、導電性ソリッド層4の表面に塗膜5を形成した。
(もっと読む)
定着装置
【課題】良好なトナー離型性を発揮し、高耐久、長寿命のローラを具備する定着装置を低コストで提供する。
【解決手段】未定着トナー像7を担持した記録シート6を、定着ローラ1と加圧ローラ2とが対向して構成されるニップで挟持搬送して、トナー像の定着を行う定着装置であって、定着ローラ1は、トナー像に接する側に弾性層12を具備し、加圧ローラは、記録シート5に接する側に弾性層22を具備しており、弾性層12,22は、変性シリコーンオイルを含有したゴム材により構成されていることとした定着装置を提供する。
(もっと読む)
円筒状基体の製造方法
【課題】精度の高い円筒状基体を低コストで生産性良く製造する。
【解決手段】円筒状金属素管の端面及び外面に切削加工を施して円筒状基体を得る。具体的には、円筒状金属素管に保持手段を圧接させて該素管を保持する工程と、保持手段によって保持された円筒状金属素管の端面を切削する複数回の端面切削加工工程と、保持手段によって保持された円筒状金属素管の外面を切削する外面切削加工工程とを有する。そして、複数回の端面切削加工工程及び外面切削加工工程が、保持手段を取り外すことなく施され、かつ、複数回の端面切削加工工程の第一回目が、円筒状金属素管に対して最初に施される切削加工である。
(もっと読む)
ゴムロールの製造方法
【課題】クラウン状のゴム層を有するゴムロールを研削する際にゴム層端部よりも中央部のほうが研削時のフレが大きくなることを抑制する。
【解決手段】芯金の外周面に、クラウン状のゴム層を形成するゴム層形成工程;および、逆クラウン状の研削面を有する砥石を用いて、該ゴム層形成工程で得られたゴム層をプランジ研磨するプランジ研磨工程を有し、該砥石の研削面の両端における半径をRs1、中央における半径をRs2とし、該ゴム層形成工程で得られるゴム層の両端における半径をRg1、中央における半径をRg2とし、Δs=Rs1−Rs2、Δg=Rg2−Rg1、としたとき、Δs<Δgとするゴムロールの製造方法。
(もっと読む)
帯電部材の製造方法及び電子写真画像形成装置
【課題】 高導電性と、形状変化の環境依存性との双方をより高いレベルで両立させることのできる帯電部材の製法を提供する。
【解決手段】 (1)ポリエーテル共重合体とアクリロニトリルブタジエンゴムとを混合してゴム混合物を調製する工程と、
(2)該ゴム混合物を含む層を導電性芯軸の外側に形成する工程と、
(3)該ゴム混合物を含む層中のポリエーテル共重合体、アクリロニトリルブタジエンゴムを架橋して弾性層を形成する工程とを含み、
該ポリエーテル共重合体は、エチレンオキサイド由来のユニットと、エチレンオキサイド以外のアルキレンオキサイド由来のユニットと、アリルグリシジルエーテル由来のユニットとを有し、
該工程(1)において、該アクリロニトリルブタジエンゴムはアクリロニトリル由来のユニットが25〜40モル%であり、かつムーニー粘度が70〜90である帯電部材の製造方法。
(もっと読む)
帯電部材、電子写真装置及びプロセスカートリッジ
【課題】 安定して感光体ドラムを帯電処理できる帯電部材を提供する。
【解決手段】 導電性基体上に導電性弾性層を有する帯電部材において、導電性弾性層の長手方向の表面粗さRzjisが2.0〜20.0μmであり、且つ下記(A)の関係にある事を特徴とする帯電部材。
(A)(導電性弾性体の帯電部位の長さ)/(8mm)=N(Nは小数点以下切上げの整数部分、N≧3)より、導電性弾性体部をN分割し、片端から順に1〜Nとする。この時に、表面粗さRzjis−ave.(1)及びRzjis−ave.(N)が2.0〜7.0μmであり、且つRzjis−ave.(2〜N−1)のうち少なくとも1点以上が、表面粗さRzjis−ave.(1)及びRzjis−ave.(N)の1.2〜5.0倍である。
(もっと読む)
電子写真用ローラ部材の製造方法
【課題】寸法精度の高い電子写真用ローラ部材の製造方法を提供することにある。
【解決手段】所定の弾性層の外周面にプラズマCVD法により被膜を形成する工程を有する弾性ローラの製造方法であって、(1)チャンバーの内部に平行に配置した第1及び第2の平板電極の間に、前記弾性層の表面と前記第1の平板電極との距離が20mm以上、100mm以下となるように配置する工程と、(2)前記チャンバー内に圧力が13.3Pa以上、666.6Pa以下となるように原料ガスを導入する工程と、(3)前記原料ガスを導入したチャンバー内で前記ローラ基体を、被処理面の周速が6mm/s以上、170mm/s以下となるように回転させつつ、出力0.3W/cm2以上、2.0W/cm2以下の電力でチャンバー内にプラズマを発生させ、前記弾性層の表面に被膜を形成する工程と、を含むことを特徴とする電子写真用ローラ部材の製造方法。
(もっと読む)
画像形成装置用弾性ローラ、画像形成装置用弾性ローラの製造方法、プロセスカートリッジ及び画像形成装置
【課題】画像形成装置内で長期使用にあたっても、良好な画像を与えることができる画像形成装置用弾性ローラを提供する。
【解決手段】芯材の外周に弾性層を有し、弾性層の外周面が凹部及び凸部を有し、凸部の先端が曲面形状を有すること画像形成装置用弾性ローラである。
(もっと読む)
帯電ロールの製造方法及びそれにより得られた帯電ロール
【課題】芯金の外周面上に一体的に形成されてなる柔軟性基層の両端部に、軸直角方向外方に向かう跳ね上がり部を有さない帯電ロールを有利に製造し得る方法を提供すること。
【解決手段】1)芯金の外周面上における両端からそれぞれ所定距離内にある部位を除く部位に、接着層を設け、2)未加硫ゴム組成物を用いて、芯金上の接着層を少なくとも覆うベース層を押出成形によって形成せしめ、3)芯金を第一のチャック部材にて挟持すると共に、第二のチャック部材にて、ベース層の両端部における接着層が直下に存在しない部位を把持し、その状態で、第二のチャック部材を、相対的に回転させつつ芯金の軸方向外方に向かって引っ張ることにより、ベース層両端部の一部を除去し、4)両端部の一部が除去されたベース層を加硫し、5)芯金の外周面上に一体的に形成された加硫後のベース層における両端部の一部を除去することにより柔軟性基層として、帯電ロールとする。
(もっと読む)
ゴムロールの製造方法及びゴムロール
【課題】ゴム弾性層表面を全面にわたって一様な表面平滑性に加工することを可能とするゴムロールの製造方法を提供する。
【解決手段】軸体の外周上に少なくとも一層のゴム弾性層を設け、円筒研削機3により該ゴム弾性層の表面を研削加工して該ゴム弾性層表面及び寸法を形成するゴムロールaの製造方法において、前記円筒研削機3の把持冶具eにて前記ゴムロールaの軸体部を固定する際、該ゴム弾性層端部と該把持冶具eとの間隙に補助冶具eを固定して研削加工を行なうことを特徴とするゴムロールaの製造方法。
(もっと読む)
ゴムロールの製造方法及び電子写真装置用ゴムロール
【課題】ゴム層の外形をクラウン形状に研削するのが容易であり、該研削に使用する幅広砥石の研削性の低下も抑制させたゴムロールの製造方法を提供する。
【解決手段】クロスヘッドダイでの芯金軸への未加硫ゴム層を形成する際に、芯金軸の送り速度を変化させ、該ゴム層をクラウン形状となし、硬化後のゴム層のプランジ研削加工を逆クラウン形状の幅広砥石で行う。なお、被研削ゴムロールのクラウン量Aと幅広砥石の逆クラウン量Bの比(A/B)が2.5から5.0であることが好ましい。
(もっと読む)
61 - 80 / 176
[ Back to top ]