
Fターム[4D075DA29]の内容
流動性材料の適用方法、塗布方法 (146,046) | 被塗体の形状、構造、表面 (9,578) | 成形用金型、型面 (42)
Fターム[4D075DA29]に分類される特許
21 - 40 / 42
住宅設備材料および住宅設備材料の表面形成方法
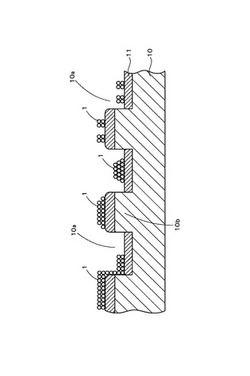
【課題】凹凸が形成された基材の表面に多数の微小突起を形成して、もとの基材とは異なる模様や機能を付加させた住宅設備材料を提供する。
【解決手段】凹凸10a、10bが形成された基材10の表面に、凹凸10a、10bよりも微細な多数の微小突起1を、インクジェット方式によるインク噴射によって形成している。
(もっと読む)
塗装方法とその装置

【課題】可視光線や不可視光線の何れかを使用しても、硬化可能な液体塗料、又は熱硬化型の液体塗料によって、モールドの内部において、射出成形などの方法で作製された仕掛品の表面にコーティング薄膜を形成可能である塗装方法とその装置を提供する。
【解決手段】固定側プレートと、可動側プレートと、固定側コアと、可動側コアと、コア固定板と、固定側固定板と、可動側固定板と、仕切板と、上押出プレートと、下押出プレートなどから構成されるモールドの内部から塗装を施す塗装装置において、透光性材料で作製され、表面に反射層がコーティングされた固定側コアと、前記固定側コア内に嵌め込まれている一つ以上の光線発生器と、前記固定側コア内に嵌め込まれている一つ以上のカメラと、前記固定側コア内に嵌め込まれている一つ以上の光センサーと、前記固定側コアの底部に固定されているパッドを含む。
(もっと読む)
塗膜判定装置及び塗膜判定方法
【課題】被塗布物の表面粗さが悪化しても、その表面に塗膜が形成されたか否かを正確に判定することのできる塗膜判定装置及び塗膜判定方法を提供する。
【解決手段】塗膜判定装置は、第1及び第2光学センサーと、各光学センサーの測定結果に基いて、塗膜が形成されたか否かを判定する解析装置とを備え、該解析装置では、塗布処理前後での第1または第2光学センサーの反射光強度の差A1またはA2が所定の基準値以下である場合には、塗布処理前での第1光学センサーと第2光学センサーとの反射光強度の差B1と、塗布処理後での第1光学センサーと第2光学センサーとの反射光強度の差B2とを比較して、金型の表面に塗膜が形成されたか否かを判定するので、金型の表面粗さが悪化した場合でも、表面に塗膜が形成されたか否かを正確に判定することのできる。
(もっと読む)
皮膜を有する部材及び皮膜形成方法
【課題】撥水性、非粘着性及び耐久性に優れた皮膜を有する部材及び該皮膜の形成方法を提供する。
【解決手段】合金鋼、炭素鋼、鋳鉄、アルミニウム、アルミニウム合金等の金属基材又はセラミックス基材表面に、アミノ基含有シラノール誘導体を0.1ー10容量含む溶液をはけ塗り法、カーテンコート法、遠心塗布法、ディピング法、スプレー法等で塗布することにより形成された皮膜を有するプレス金型用部材、インジェクション金型用部材、ゴム成形用金型部材、樹脂成形用金型部材等の部材。
(もっと読む)
空気調和装置の意匠パネルを製造する方法および空気調和装置の意匠パネル
【課題】端部における意匠パネルのR面の確保や見栄えの良さの確保を実現できる空気調和装置の意匠パネルを提供する。
【解決手段】意匠パネル80は、樹脂成形で樹脂層10を成形後、金型内に塗料注入して樹脂層10の上に塗装層20を形成させ、切断加工で仕上げられるもので、視認面81b,81cを含む第1部81、R面83aを持つ湾曲端部83、および両者81,83の間で視認面81cとR面83aとを結ぶ平面82aを持つ第2部82を備える。第1部81では樹脂層10の上に塗装層20が形成され、第2部82および湾曲端部83は樹脂層10のみから成る。平面82aは、第1部81の樹脂層10の第2部近傍の表面81aに対して傾斜している。第1部81の塗装層20の第2部近傍部分は、平面82aと連続した平面81cとなっている。
(もっと読む)
加飾成形品および加飾成形品のハードコート層形成方法
【課題】加飾が施された樹脂成形品に対し必要な箇所に必要な厚さのハードコート層を形成することができるハードコート層形成方法および加飾成形品を提供する。
【解決手段】少なくとも表示用の透明窓部20aとその透明窓部の周囲に着色された加飾部分20bとを有し、上記透明窓部と上記加飾部分に跨がってハードコート層が形成されている加飾成形品において、上記透明窓部に形成されたハードコート層の膜厚が、上記加飾部分に形成されたハードコート層の膜厚に対して相対的に厚く形成されていることを特徴とする。
(もっと読む)
インモールドコーティング法及び被覆成形体
【課題】 大型の成形体であっても、非塗装欠陥部を生じることなく、均一な被覆剤塗膜を形成することができるインモールドコーティング法及びこれによって得られる被覆成形体を提供する。
【解決手段】 雄型及び雌型を対とする金型で形成されるキャビティ内に樹脂材料を注入する樹脂成形に引き続き、樹脂成形体と金型とで形成される被覆剤塗布空間に、金型に設けた被覆剤注入口から、被覆剤を注入して樹脂成形体表面に被覆剤層を形成させるインモールドコーティング法において、樹脂成形体の被覆剤塗布表面積が2m2以上であり、その90℃における硬化開始時間が60秒以上、200秒以下であり、且つ、粘度が3,500mPa・s以下である被覆剤を用い、且つ、被覆剤塗布空間内の全ての点について、その点から各被覆剤注入口までの流動距離のうち最短のものが1.3m以下となるように、被覆剤注入口を設けることを特徴とするインモールドコーティング法。
(もっと読む)
離型剤塗布方法および離型剤塗布装置
【課題】離型剤塗布よる金型に対する冷却を適正に行い、離型性を高める。
【解決手段】鍛造成形加工用の下型1および上型3が成形加工後に型開きした状態で、これら相互間に離型剤噴射ノズル5を配置し、その各噴射口9a〜9eおよび11a〜11eから、下型1および上型3の対応する各部位1a〜1eおよび3a〜3eに向けて離型剤を噴射する。この際、下型1および上型3の各部位1a〜1eおよび3a〜3eに個別に設けた温度センサ13の検出温度に応じて、離型剤の噴射時間や噴射圧力、離型剤噴射ノズル5の配置といった噴射条件を変化させる。
(もっと読む)
弾性体ローラ成形用金型の表面粗さ回復方法
【課題】筒状金型の中で発泡体形成材料を発泡成形させて形成される弾性体ローラの発泡弾性体層の外周面を特定する、金型内周面に施されたフッ素樹脂入りフッ素コート層の、前記発泡弾性体層の成形に伴う摩耗によって低下する表面粗さを低コストで回復させることのできる弾性体ローラ成形用金型の表面粗さの回復方法を提供する。
【解決手段】金型21を300〜400℃の温度に30〜100分間保持する熱処理を行ったあと、0〜50℃の範囲にまで急冷することによりフッ素樹脂入りフッ素コート層4を回復させる。
(もっと読む)
樹脂積層体の製造方法
【課題】帯電防止性、耐擦傷性、透明性に優れた表面層を有する樹脂板を高生産性で製造することを提供する。
【解決手段】帯電防止成分と、特定の重量平均分子量の重合物とを含む帯電防止膜を少なくとも一表面に有するフィルムの該帯電防止膜を型側とし、紫外線硬化性塗料(A)を介在させて、前記フィルムを型に貼り付ける第1の工程、前記フィルムを介して紫外線を照射し、塗料(A)を硬化する第2の工程、型上に塗料(A)が硬化した塗膜およびその上に積層された帯電防止膜を残して前記フィルムを剥がす第3の工程、塗料(A)が硬化した塗膜およびその上に積層された帯電防止膜を有する前記型を用いて鋳型を作製する第4の工程、前記鋳型に樹脂原料を注入し注型重合を行う第5の工程、および、重合終了後、形成された樹脂成形体と、帯電防止膜と、硬化塗膜とが順次積層された樹脂積層体を鋳型から剥離する第6の工程、を含む樹脂積層体の製造方法
(もっと読む)
機能性樹脂基体およびその製造方法
【課題】耐久性の優れた撥水、撥油性樹脂基体を提供することを目的とする。
【解決手段】表面に加水分解可能な樹脂層を有する樹脂基板表面にシロキサン結合を有する膜を設けた樹脂基体としたもので、この構成によると、加水分解可能な樹脂層とシロキサン結合を有する膜が強固に結合し、また、加水分解可能な樹脂層と樹脂基板は熱膨張の差が小さいため密着力に優れるため、耐久性の優れたシロキサン結合を有する膜が設けられた基体を提供できる。
(もっと読む)
型内塗装用塗料、型内塗装方法及び型内塗装製品
【課題】型内塗装特有のメタリックムラやウェルドラインの発生を防止し、良好なメタリック外観を得る。
【解決手段】型内塗装製品は、型成形された樹脂成形品1の意匠面2に、アスペクト比が1〜5の光輝材4を配合してなる型内塗装用塗料を型内塗装して形成された型内塗装塗膜3を備えている。型内塗装塗膜3には前記アスペクト比を維持した光輝材4が分散している。光輝材4としては、ポリエステル樹脂よりなる母材粒子5に微細なアルミニウム箔片6を接着剤で接着したものを例示できる。
(もっと読む)
スプレーポイント調節方法およびスプレー装置およびそのノズル
【課題】 スプレーポイントの確認に好適なスプレーポイント調節方法およびスプレー装置およびそのノズルを提供する。
【解決手段】 スプレーノズル1の内部にノズル開口12を透過させて被塗物表面に向けて可視光を照射する照射ユニット6を内蔵させ、ファイバーケーブル7を介して発光ユニット8よりのレーザ光を導入し、照射ユニット6の先端に設けた拡散レンズ6Aを介して噴霧口12の開口に向けて末広がりに拡散したレーザ光を照射するようにした。
(もっと読む)
成形工具
成形工具(20)であって、この成形工具(20)は、基材(21)と、成形工具(20)の少なくとも作業面(22)に金属ガラスの層(23)とを有し、この成形工具は、
a)押し出しプレスの成形工具、
b)伸線機のダイス、
c)高分子加工装置のロール、
のうちの一つであることを特徴とする。 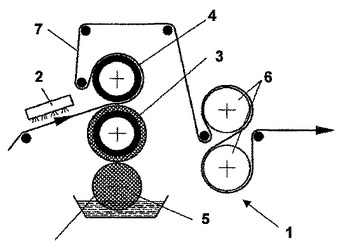 (もっと読む)
(もっと読む)
コーティング層およびその形成方法
【課題】 シリコーンオイルなどを用いることなく、粘着物に対しても十分な非粘着性を確保しうるコーティング層およびその形成方法を提供する。
【解決手段】 基材1を被覆するコーティング層であって、架橋フッ素樹脂を10重量%〜50重量%含むフッ素樹脂層から形成される表層5を備え、表層の輪郭曲線の算術平均高さRaが1.5μm〜25μmである。
(もっと読む)
型内被覆成形用金型及び型内被覆成形方法
【課題】型内被覆成形品の基材樹脂を射出成形で成形するにあたっては、金型や押出しピン等が変形して成形品裏面に波うちや凹凸が発生する。特に、薄肉の成形品においては塗料の圧力により基材樹脂の変形が容易に起きるため被覆後の成形品表面を平滑とすることが困難である。このような成形不良の発生を解消して、良好な被覆表面を得られる型内被覆成形手段を提供する。
【解決手段】押出し機構は、コア型13に嵌入された可動駒31と、エジェクター板34と、先端が可動駒31に基部がエジェクター板34に係合され前記コア型13を貫通するエジェクターロッド32で構成されるとともに、可動駒31とコア型13との係止により後退位置となるエジェクター板34を備えた型内被覆成形用金型100の提供による。
(もっと読む)
物品表面への材料物質の堆積被着方法
本発明は物品表面(1)に材料物質を堆積被着させる方法に関し、該方法は、前記表面(1)に堆積被着させるべき材料物質(2)を準備する工程、臨界未満の液体二酸化炭素(12)を含む搬送媒体を準備する工程、材料物質(2)と搬送媒体(12)とを混合して該材料物質(2)と該搬送媒体(12)との混合物を得る工程、及び該混合物を前記表面(1)に供給する工程を備えたことを特徴とする。  (もっと読む)
(もっと読む)
スプレーノズルチップおよびそれを用いた熱硬化性樹脂の製造方法
渦流発生の効率が良く、噴霧される熱硬化性樹脂の噴霧パターンの広がりが大きく、しかも、霧化された液滴が小さく、気泡の巻き込みも少なく、金型上に熱硬化性樹脂を噴霧することができ、薄く、均一で、機械的強度に優れた熱硬化性樹脂成形品を得る。 熱硬化性樹脂の流路が形成されたケーシング本体と、ケーシング本体の噴霧開口部に設けられたオリフィス部と、オリフィス部の噴霧開口部側と反対側に設けられたコア部と、オリフィス部とコア部との間に形成され、前記オリフィス部のオリフィス出口と連通する渦流形成室とを備え、オリフィス部には、オリフィス出口の軸線に対して垂直な方向に、かつ前記渦流形成室の内周壁に接線方向に連通する旋回溝が形成されている。 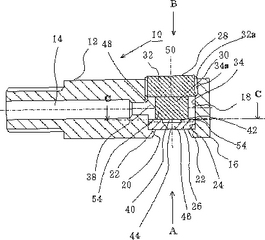 (もっと読む)
(もっと読む)
噴霧器及び噴霧方法
【課題】 各種液体を所定の方向に(即ち、方向性良く)噴霧することができる噴霧器及び噴霧方法を提供すること。
【解決手段】 ここで開示される「1種又は2種以上の液を2つ以上の噴出口からミスト状にして噴出す噴霧器1」は、少なくとも2つの相互に独立して設けられたミスト流路4、5と、該ミスト流路の上流部に前記液を供給する液供給手段7と、該ミスト流路の上流部にガスを供給するガス供給手段9とを備えている。ここで、それぞれの前記ミスト流路は、その先端に噴出口36、38が形成されているとともに、該噴出口に連なり、相互に略平行に形成された先端流路部を有することを特徴とする。好ましくは、前記液供給手段は、前記ミスト流路ごとに異なる液を供給可能に構成されている。
(もっと読む)
燃料系統部品
【課題】
簡単な設備で製造が容易で、燃料バリア性の優れる燃料容器等の燃料系統部品を得る。
【解決手段】
2つ以上の部材を該部材の周縁部で接合して一体化させた燃料系統部品であって、該部材の少なくとも1つが、予め成形された熱可塑性ポリマー樹脂製成形部品の少なくとも一部の表面に表面処理を施した上で燃料バリア性塗料を塗装して燃料バリア層を形成させたものであることを特徴とする燃料系統部品。
無
(もっと読む)
21 - 40 / 42
[ Back to top ]