
Fターム[4E001AA03]の内容
Fターム[4E001AA03]の下位に属するFターム
スポット溶接 (10)
Fターム[4E001AA03]に分類される特許
321 - 340 / 517
低温用鋼の片面サブマージアーク溶接用フラックスおよび溶接方法並びに溶接金属
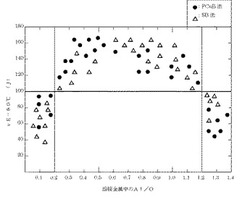
【課題】 低温用鋼の片面サブマージアーク溶接において、良好で安定した低温靭性を有する溶接金属が得られ、溶接欠陥の無い健全な溶込み形状とビード外観が得られる低温用鋼の片面サブマージアーク溶接用フラックスおよびそれとを組合せた溶接方法を提供する。
【解決手段】 質量%で、SiO2:10〜30%、TiO2:2〜15%、Al2O3:4〜20%、MgO:10〜35%、MnO:0.1〜3.5%、B2O3:0.1〜0.9%、Fe:8〜30%、CaO:3〜15%、CaF2:4〜16%、Si:0.1〜2.5%、Mo:0.1〜3.0%、Al:0.1〜2.5%、Ti:0.1〜2.5%を含有し、その他は脱酸剤、CO2、アルカリ酸化物および不可避不純物であることを特徴とする低温用鋼の片面サブマージアーク溶接用フラックス。
(もっと読む)
スラグ量が少ないメタル系フラックス入りワイヤおよび高疲労強度溶接継手の作製方法

【課題】従来のメタル系フラックス入りワイヤを用いたガスシールドアーク溶接に比べてスラグ発生量が格段に少ないワイヤ及び高疲労強度溶接継手の作製方法を提供する。
【解決手段】板厚が1.0〜5.0mmであり、かつ強度が440〜980MPaである鋼板をガスシールドアーク溶接するためのワイヤであって、ワイヤ全体の質量%で、SiC以外のC:0.001〜0.20%、SiC:0.6〜1.2、SiCおよびSiO2以外のSi:0.05〜1.2%、Mn:0.2〜3.0%を含有し、P:0.03%以下、S:0.02%以下に制限し、さらに、SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上を合計で0.05〜0.40%含有し、残部が鉄および不可避不純物からなり、かつ前記SiC、および、前記SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上は少なくともフラックスとして鋼製外皮内に含有するワイヤ。
(もっと読む)
異材接合方法
【課題】アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とを、容易に且つ高強度で接合することができる異材接合方法を提供する。
【解決手段】アルミニウム系被溶接材1と、鉄系被溶接材2とを溶接する異材接合方法において、鉄系被溶接材2はその表面に亜鉛系被覆層3を有し、アルミニウム系被溶接材1は少なくとも鉄系被溶接材2と接合する部位に塗布されたフラックス層4を有し、アルミニウム系被溶接材1をトーチ側に配置して前記2つの被溶接材を重ね合わせた状態で、溶融溶接法により、前記2つの被溶接材を接合することを特徴とする異材接合方法。
(もっと読む)
異材接合方法
【課題】アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とを、容易に且つ高強度で接合することができる異材接合方法を提供する。
【解決手段】アルミニウム系被溶接材1と、鉄系被溶接材2とを溶接する異材接合方法において、鉄系被溶接材2はその表面にアルミニウム系被覆層3を有し、アルミニウム系被溶接材1は少なくとも鉄系被溶接材2と接合する部位に塗布されたフラックス層4を有し、アルミニウム系被溶接材1をトーチ側に配置して前記2つの被溶接材を重ね合わせた状態で、溶融溶接法により、前記2つの被溶接材を接合することを特徴とする異材接合方法。
(もっと読む)
活性金属溶接用シールドボックス及び溶接台車
【課題】ジルコニウム等の活性金属のアーク溶接で必要な溶接継手の酸化及び窒化防止,自動溶接の施工及び操作性向上,品質良好な溶接部を得るのに有効な活性金属溶接用シールドボックス及び溶接台車を提供する。
【解決手段】ジルコニウム等の活性金属からなる継手部材1a,1bをアーク溶接する時に使用される活性金属溶接用シールドボックスにおいて、前記シールドボックス21は、溶接方向の前方から溶接ワイヤ12を送給及びアーク溶接部分をCCDカメラ14で撮像する開口部23と、この開口部23の中にTIG溶接トーチ10を配置するトーチ取付け機構16と、アーク溶接するTIG溶接トーチ10の周辺及び溶接後方の熱影響部分に不活性ガス32を放出させるガス放出機構部と、前記開口部23の一部を除いた前記シールドボックス21の側面外周囲に設ける軟質変形自在な耐熱性シート24とを備えている。
(もっと読む)
パルスアーク溶接方法
【課題】炭酸ガス主体のシールドガスを使用しても、溶滴及びアークの偏りが少なく、溶滴の大きさ、離脱時期、離脱方向がほぼ完全に一定していると同時に、1パルス群1溶滴移行の規則性が極めて高い溶滴移行を達成しスパッタ発生量及びヒューム発生量を大幅に低減できるパルスアーク溶接方法を提供する。
【解決手段】30乃至100Hzの低周波パルスを連続発振させると同時に、パルス周波数500乃至2000Hzの高周波パルスを上記低周波パルスに重畳させる。この場合に、溶接電流を平均ピーク電流IPavg;300〜700A、平均ベース電流IBavg:50〜300A、パルスピーク期間Tp:3〜25ms、ベース期間Tb:5〜30ms、高周波パルスのピーク期間の電流振幅IPa:50〜600A、高周波パルスのベース期間の電流振幅IBa:20〜200Aとする。
(もっと読む)
テンパービード工法
【課題】本発明は、母材中の硬化域の焼き戻しを簡便かつ確実に行うことができるようにして硬化域のない補修溶接を実現できるテンパービード工法を提供するものである。
【解決手段】本発明は、母材上に溶接により形成した初層上に、残層を1回以上溶接し、前記初層で生じた母材側の硬化域を前記残層の溶接熱によって焼き戻すテンパービード工法において、前記母材上に前記残層を溶接する際、既に形成した初層を縁取る形状の当て材を母材上に設置し、この当て材の内側面を基準として前記初層に重なるように溶接して前記残層を形成することを特徴とする。
(もっと読む)
ガスシールドアーク溶接方法
【課題】ガスシールドアーク溶接を行なうにあたって、アークの安定性およびスパッタ発生量の低減はいうまでもなく、優れたビード形状を得ることが可能な、鋼素線からなるガスシールドアーク溶接用鋼ワイヤを用いた溶接方法を提供する。
【解決手段】直流電流をピーク電流とベース電流との2水準に設定したパルスを溶接用電源から出力し、ピーク電流を250〜380Aの範囲内とし、F=〔I−(E/2)〕/Hで算出されるF値を1.0〜2.0の範囲内とし、かつ希土類元素を0.015〜0.100質量%含有する鋼素線からなる溶接用鋼ワイヤを用いて正極性でガスシールドアーク溶接を行なう。
(もっと読む)
溶接継手及びその製造方法
【課題】所謂「9%Ni鋼」に溶接施工の高能率化のための大入熱溶接を適用した場合にも破壊安全性の確保ができる溶接継手を提供する。
【解決手段】母材が、C:0.01〜0.2%、Si:0.01〜1.0%、Mn:0.1〜2.0%、Ni:6.0〜10.0%及びAl:0.005〜0.1%を含有し、残部はFeと不純物からなる溶接継手であって、オーステナイト系の溶加材を用いてガスメタルアーク溶接又はエレクトロガスアーク溶接によって接合され、溶接金属の組織がオーステナイトで、且つ、HVWMを溶接金属のビッカース硬さ、HVHAZを溶接熱影響部のビッカース硬さとして、「HVWM≦250」及び「0≦HVHAZ−HVWM≦200」を満足する溶接継手。母材はFeの一部に代えて、(1)Cu≦1%、Cr≦1%、Mo≦1%、B≦0.005%、(2)V≦1%、Nb≦1%、Ti≦1%、Zr≦1%、(3)Ca≦0.005%から選択される1種以上の元素を含有してもよい。
(もっと読む)
厚鋼板の狭開先突合せ溶接方法
【課題】ガスシールドアーク溶接法で厚鋼板の狭開先突合せ溶接を行なうにあたって、多層溶接の初層(すなわち開先の底部)においてもアークの安定性に優れ、安定した溶け込みが得られる溶接方法を提供する。
【解決手段】希土類元素を0.015〜0.100 質量%含有する鋼素線からなる溶接用鋼ワイヤを用いて、厚鋼板の多層ガスシールドアーク溶接を行なう狭開先突合せ溶接方法において、初層のガスシールドアーク溶接を、QL=I×E/〔S×(G+5×tanθ)〕/60で算出されるQL値が1.5〜10.0の範囲内を満足し、かつQH=〔G×S×60×(G+tanθ)/(I×E)〕+tanθで算出されるQH値が1.0以上の範囲内を満足する条件で溶接を行なう。
(もっと読む)
クランプ装置、接合装置および接合方法
【課題】2つの部材の円環状継手を仮止めすることなく接合することが可能になるクランプ装置を提供する。
【解決手段】クランプ装置1は、円形の凹所16を有するベース15と、凹所16内に嵌め入れられる円形の蓋18とを、蓋18の周縁部とベース15における凹所16の外周縁部とよりなる円環状継手19において全周にわたって接合する際に、蓋18をクランプする装置である。クランプ装置1は、クランプ本体2と、クランプ本体2における凹所16および蓋18の中心線の周りに回転自在となるようにクランプ本体2に取り付けられた押さえ具3とを備えている。
(もっと読む)
レーザ照射アーク溶接方法
【課題】ギャップを有する重ね継手の隅肉溶接において、均一で十分な溶け込み深さが得られ、継手強度が大きい溶接ビードを上板と下板とに橋渡しして形成することができ、疲労強度を向上させることができるレーザ照射アーク溶接方法を提供する。
【解決手段】上板と下板との間にギャップを有する重ね継手の隅肉溶接個所にレーザ光を照射すると共に、溶接ワイヤと重ね継手との間にEN比率を設定した交流電力を供給して消耗電極ガスシールドアーク溶接を行うレーザ照射アーク溶接方法において、ギャップの長さが増加するに従って、レーザ光のビームスポットの径を増加させると共にビームスポット径に対応させてレーザ出力を増加させ、かつ、レーザ光を下板側に照射させてビームスポットの外形が上板の下端部が下板の表面と重なる継手線にほぼ一致するようにレーザ光を照射する。
(もっと読む)
片面サブマージアーク溶接用裏当材
【課題】溶接熱から裏当治具を十分に保護することができると共に、裏当材のガス抜け性を向上させることができ、断熱性及び可撓性が優れていると共に、被溶接板に対する密着性が優れ、更には緩衝材としての性能も優れた片面ガスシールドアーク溶接用裏当材を提供する。
【解決手段】断熱材3の上に固形フラックス1が積層された裏当材本体と、この裏当材本体の断熱材3側の表面と裏当材本体の両側面の一部とを覆う粘着シート5とを有する。固形フラックス1の平均厚さは4mm以上8mm以下、断熱材3の厚さは2mm以上13mm以下である。粘着シート5は裏当材本体の両側面については、断熱材3側の表面から断熱材3の厚さtの1/2(=1/2t)以上の領域を覆い、固形フラックス1の断熱材3の反対側の表面から2mm以上の領域は粘着シート5で覆わない。
(もっと読む)
高温強度と靭性に優れた耐火構造用溶接継手
【課題】 溶接方法によらず、溶接継手全体として、700〜800℃までの温度における耐火性に優れ、かつ、構造物の安全性を確保し得る靭性を有する耐火構造用溶接継手を提供する。
【解決手段】 鋼材と溶接金属の化学組成を適正範囲に限定した上で、溶接金属の化学組成について、Nb当量=Nb%+0.47Mo%+0.25W%+0.65V%+0.4Ta%+0.2Zr%の式で定義されるNb当量を0.05〜1%とし、かつ、固溶Nbと固溶Vとの合計量を0.005〜0.1%とすることにより、溶接継手全体として、700〜800℃までの高温強度と低温靱性とを同時に確保する。
(もっと読む)
溶接方法
【課題】 本発明は塗装を施した一方の部材に他方の部材を溶接する場合に、溶接強度を低下させないようにすることを保護することを課題とする。
【解決手段】塗装を施した一方の部材1と他方の部材10とを溶接する場合、該一方の部材1の溶接個所6をマスキング材7を被覆した上で塗装を施し、塗装後該マスキング材7を該溶接個所6から除去し、該一方の部材1の溶接個所6に該他方の部材10を溶接する。したがって本発明においては、マスキング材7を取付けたり取りはずす場合の手間が省略出来る。
(もっと読む)
亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法
【課題】 アークの安定性に優れ、スパッター発生量が少なく、溶接金属部での欠陥発生を抑制し、継手の引張強さ、疲労強度が高い信頼性ある継手を作製することが可能な亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法。
【解決手段】 シールドガスとしてアルゴンに10〜25%の炭酸ガスが添加されたガスあるいはアルゴンに2〜6%の酸素ガスが添加されたガスを用い、溶接ワイヤ直径に応じて、1パルス当たりの平均ピーク電流Ipと平均時間幅Tpが所定範囲を満足する矩形波パルスが周期的に印可され、平均ベース電流Ibが所定範囲を満足するよう電流波形を制御し、溶接トーチの先端に取り付けられた磁気コイルから磁束密度3〜8MT、デューティー比30〜70%、周波数5〜30Hzの矩形波交流磁場を溶融池の表面に対して垂直方向に印加して溶融池を攪拌させながらアーク溶接を行う。
(もっと読む)
亜鉛めっき鋼板の消耗電極式アークスポット溶接方法
【課題】ギャップを有する板厚1mm未満の薄板亜鉛めっき鋼板の重ね溶接継手であっても、品質に優れる溶接を行うことができる亜鉛めっき鋼板の消耗電極式アークスポット溶接方法を提供する。
【解決手段】溶接作業を、アークを起動するスタート制御期間と、このスタート制御期間溶接に続き溶接を行う溶接出力制御期間と、この溶接出力制御期間に続きアーク消滅後の消耗電極の先端を整形する球滴制御期間に分ける。そして、シールドガスを炭酸ガスまたは炭酸ガスを主成分とするアルゴンとの混合ガスとし、アーク発生後の溶接出力制御期間における出力(アーク電圧Vavとワイヤ送給速度WF)を少なくとも3段階に変化させた後、所定の休止期間を設け、再び所定期間のアークを発生させた後、溶接を終了する。
(もっと読む)
レ形2段開先ガスシールドアーク溶接方法及びレ形2段開先専用ゲージ
【課題】作業効率のよい、生産性の高い、レ形2段開先ガスシールドアーク溶接方法及びレ形2段開先専用ゲージを提供する。
【解決手段】被溶接面を傾斜面とした厚さが25mm以上の第1鋼材と被溶接面を垂直面とした第2鋼材の各被溶接面を、所定のルートギャップ及び開先角度をおいて突き合わせ、突き合わせ部の裏面に裏当て材を当接させて、前記突き合わせ部に溶接ワイヤの溶融物を充填させつつ一体に溶接するレ形開先ガスシールドアーク溶接方法において、ルートギャップを4〜6mmとし、そして開先角度を、第1の開先角度が24〜26°とするとともに、第1鋼材の底面から21〜23mmの高さから始まる第2の開先角度を14〜16°としたことを特徴とするレ形2段開先ガスシールドアーク溶接方法及びレ形2段開先専用ゲージを使用する。その結果、作業効率のよい、生産性の高い、ガスシールドアーク溶接を行うことができる。
(もっと読む)
サブマージアーク溶接装置
【課題】溶接装置の重心が走行台車の中心から大幅にずれる場合、バランサが容易に移動されて、バランスを調整することができ、作業効率を向上させることができるサブマージアーク溶接装置を提供する。
【解決手段】走行台車と、走行台車に取り付けられ溶接ヘッドの走行方向の前方に設けられたフラックス散布機構と、フラックス中に溶接ワイヤを送給してアークを発生させる溶接ヘッドと、走行台車と溶接ヘッドとの間に取り付けられ溶接ヘッドを走行台車から離れた位置に設けるための長いアームと、溶接ヘッドへ供給する溶接ワイヤが巻かれ走行台車上で溶接ヘッドと反対側に設けられたワイヤリールと、走行台車上で溶接ヘッドと反対側に設けられて溶接ヘッドとのバランスを取るためのバランサが重心位置の変動に対応して水平方向にスライドされて固定されるバランサスライド機構とを備えたサブマージアーク溶接装置。
(もっと読む)
重ね隅肉溶接方法
【課題】優れた疲労特性が要求される自動車用薄鋼板の、レーザ溶接とガスメタルアーク溶接の複合溶接からなる重ね隅肉溶接方法を提供する。
【解決手段】先行溶接をレーザ溶接、後行溶接をガスメタルアーク溶接とし、レーザ溶接による溶融池が凝固する前に、溶融池にガスメタルアーク溶接のアーク放電を行う。レーザ溶接におけるレーザのビーム径D(mm)、レーザ出力P(W)および溶接速度V(m/min)は次式を満足する。 120<P/(S・V2)<170ここでS=π(D/2)2はレーザビーム照射面積。
(もっと読む)
321 - 340 / 517
[ Back to top ]