
Fターム[4E001AA03]の内容
Fターム[4E001AA03]の下位に属するFターム
スポット溶接 (10)
Fターム[4E001AA03]に分類される特許
241 - 260 / 517
電磁力を用いた溶接方法及び溶接装置
【課題】 アーク溶接、レーザ溶接などの溶融溶接において、熱源形態やビード形状制御や形状欠陥防止と冶金的問題を同時に解決できる溶接方法及び溶接装置を提供する。
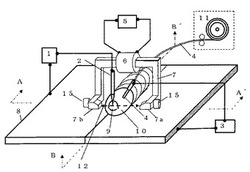
【解決手段】 母材8に対向してアーク9を発生させて溶融池10を形成し、アーク9及び溶融池内を流れる電流に交差させる方向で直流磁界成分を含む交流磁界を付与する溶接方法。また、母材8に対向してアーク9を発生させて溶融池10を形成する溶接装置において、非対称交流磁化電源5と溶融池10の近傍に対向磁極7a,7bを備え、非対称交流磁化電源により対向磁極を励起し、アーク10及び溶融池内を流れる電流に交差させる方向で直流磁界成分を含む交流磁界を発生させるようにした溶接装置。
(もっと読む)
多電極ガスシールドアーク溶接方法

【課題】溶接速度が150cm/分以上の高速溶接においても、確実にビード外観が良好で、ビード形状不良防止及び湯溜まりの安定化を得ることができ、これらに起因する耐気孔性の劣化を確実に防止できる多電極ガスシールドアーク溶接方法を提供する。
【解決手段】ガスシールドアーク溶接用フラックス入りワイヤを先行電極3及び後行電極4として使用し、先行電極と後行電極との極間距離を15乃至50mmに設定し、フィラーワイヤ5を先行電極3と後行電極4との間の溶融金属8中に挿入し、フィラーワイヤ4に正極性の電流(ワイヤマイナス)を流しながら溶接する。このとき、先行電極の溶着速度L(g/分)及び後行電極の溶着速度T(g/分)の和L+Tが100乃至500g/分であり、フィラーワイヤの溶着速度F(g/分)が0.03(L+T)乃至0.3(L+T)である。
(もっと読む)
溶接継手の製作方法
【課題】構造物における溶接部の製作において、溶込み不良等の溶接欠陥を抑えるとともに、溶接部が耐応力腐食割れ性等の材料特性にも優れる高信頼性溶接継手の製作方法を提供することを課題とする。
【解決手段】金属部材を溶接して溶接継手を製作する溶接継手の制作方法であって、金属部材を溶接する際に用いる溶接ワイヤが材料成分を%でイオウ(S)量が0.004〜0.010%且つディロング線図によるフェライト量が10〜15%に調節されている。本発明によれば、配管等をはじめとする溶接構造物の溶接継手製作において、溶込み不良等の溶接欠陥を抑え、耐応力腐食割れ性にも優れる初層用TIG溶接ワイヤを用いた高信頼性溶接継手の製作方法を提供することができる。
(もっと読む)
ギャップ調整機構及びそれを用いたアーク溶接装置
【課題】熟練した技術を必要とせずに、金型に熱的悪影響を一切与えることなく、金型の極微細な傷や極僅かな変形を補修し、補修後の金型に高い耐久性を付与し得る手段を提供すること。
【解決手段】ギャップ調整機構41と、そのギャップ調整機構41によって金属からなる母材32の溶接箇所から一定の距離の場所に配設される1次電極15と、母材32に電気的に接続される2次電極16と、1次電極15と2次電極16との間にパルス状に電流を通電して1次電極15と母材32との間に断続的にアークを発生させる電源装置と、アークの発生による熱で溶融した母材32の中へアークが消える前に金属からなる溶加材25を差し込む溶加材送給手段14と、を具備するアーク溶接装置1の提供による。
(もっと読む)
超音波付加溶接方法及びその装置
【課題】本発明は、溶融部の超音波による攪拌が均一に行うことができ、溶融手段の移動に同期させて超音波振動子を移動させて溶融部を攪拌することができる超音波付加溶接方法及びその溶接装置を提供することにある。
【解決手段】本発明は、溶接母材14を加熱して溶融させ、この溶融部15に対し超音波を非接触で照射して前記溶融部15を振動させながら凝固させるようにしたのである。さらに、溶接部15を溶融させる溶融手段(5,17)と非接触型超音波照射手段(11,13)との動きを同期させる同期手段(4)を設けたのである。
(もっと読む)
異種材料溶接のための構成および方法
異種材料の中間位置にアダプタを使用する、異種材料を溶接するための装置および方法が考察される。最も好ましいアダプタは、一体に溶接される異種材料と同一または類似の2つの異種材料から摩擦攪拌溶接により製造される。したがって、現場におけるアダプタを介する異種材料の結合は、現在採用できる従来の溶接方法に比べて大幅に簡略化される。 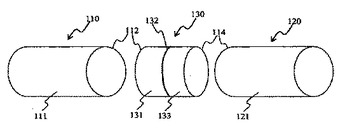 (もっと読む)
(もっと読む)
ガウジングレス完全溶込み溶接方法
【課題】ガウジング工程を要することなく、かつ、開先面内に継手拘束のための仮付け溶接が必要な長尺継手に対しても、高温ワレのない完全溶込みの両面溶接継手を得ることができるガウジングレス完全溶込み溶接方法を提供する。
【解決手段】先行溶接と後行溶接とにより両面開先継手をガウジングなしで完全溶込み溶接するガスメタルアーク溶接において、継手拘束のために開先面内に仮付け溶接を行う場合には、初層溶接の先行側の開先面内に仮付け溶接を行い、仮付けビードの有無にかかわらず、先行溶接側の溶接アークが開先ルートフェイスを貫通せず、かつ、開先ルート部が溶融するような溶接条件で先行側初層を溶接し、後行溶接では、溶込み深さが開先ルートフェイスの厚さ以上となるような溶接条件で初層後行側を溶接して、初層先行側と初層後行側の溶込みをラップさせることにより、ガウジングを行わずに開先ルート部の完全溶込みを得る。
(もっと読む)
UOE鋼管の縦シーム溶接継手
【課題】UOE鋼管の縦シーム溶接継手において、その溶接継手部の積層構造から高品質化、高性能化を図るとともに、溶接施工も効率的で、経済性にも優れた、縦シーム溶接継手を提案する。
【解決手段】開先加工を施した鋼板の両端部を、突き合わせてシーム溶接にて接合したUOEの縦シーム溶接継手である。上記開先をX開先とし、その板厚中央部の開先ルートフェイス部5を深溶込み溶接で接合すると共に、板厚方向両側の開先部分3,4をそれぞれ仕上げ溶接で接合することで、断面形状が3層の積層構造を有する溶接継手とした。
(もっと読む)
アルミ製品と鋼材製品との接合用継ぎ手及びそれを用いた接合方法
【課題】 アルミ製品と鋼材製品とを接合する場合に、既存・既設の接合工程及び設備を変更することなくそのまま利用してアルミ製品と鋼材製品とを接合組み立てることができ、既存・既設の接合条件管理レベルでもって接合加工することが可能なアルミ製品と鋼材製品との接合用継ぎ手及びそれを用いた接合方法を提供すること。
【解決手段】 対アルミとの密着性に優れる表面処理が施されたアルミ側鋼板C1と、対鋼材との溶接性に優れる表面処理が施された鋼材側鋼板C2とを溶接により一体化された接合用継ぎ手C、或いは1枚の鋼板の一部に対アルミとの密着性に優れる表面処理と対鋼材との溶接性に優れる表面処理が施された接合用継ぎ手D、これらの接合用継ぎ手を用いて、前記アルミ側鋼板C1又はアルミ側接合部D1にアルミ製品Aを一体化せしめ、然る後に前記鋼材側鋼板C2又は鋼材側接合部D2を鋼材製品Bにスポット溶接又はアーク溶接により一体化することによりアルミ製品Aと鋼材製品Bとを接合するようにした。
(もっと読む)
高強度鋼材付き鋼材及びその製作方法並びに連結構造
【課題】現場溶接が不可能な高強度鋼材を鋼管その他の母材に用いた場合に、母材同士の現場での接合を可能にする。
【解決手段】係止部2aを有する高強度鋼材2と、係止部2aが高強度鋼材2への引張力の作用方向に係止し得る被係止部3aを有する鋼材3を、係止部2aを被係止部3aに引張力の作用方向に係止させた状態で組み合わせ、高強度鋼材付き鋼材1を構成する。
2本の高強度鋼材付き鋼材1、1の両鋼材1、1を、双方の鋼材3、3を互いに対向させた状態で溶接することにより、高強度鋼材2、2を接合する。
(もっと読む)
金属構成要素の補修方法
【課題】以前は修復不可能であった工業用タービンブレード等の金属構成要素を補修する方法を提供すること。
【解決手段】金属構成要素の補修方法が記載されている。かかる方法における実施形態は、構成要素から被膜を取り除くステップと、構成要素から損傷を取り除くステップと、構成要素を溶接するステップと、構成要素を当初の寸法に修復するステップと、構成要素を熱処理するステップと、構成要素を検査するステップと、構成要素を再コーティングするステップと、を含む。
(もっと読む)
ワイヤ送給装置及びアーク溶接方法
【課題】溶接箇所ごとに2電極アーク溶接又は単電極アーク溶接を選択することができるワイヤ送給装置WFを提供する。
【解決手段】本発明は、1台の送給モータMと、前記送給モータMによってギアユニット5を介して回転駆動され、第1の溶接ワイヤ11を送給するための第1の送給ロール61及び第2の溶接ワイヤ12を送給するための第2の送給ロール62と、前記第1及び第2の送給ロール61、62に相対向して配置される第1及び第2の加圧ロール71、72と、前記第1及び第2の加圧ロール71、72それぞれに設けられ、外部からの押圧制御信号Pcに基づいて前記加圧ロールの前記送給ロールへの押圧のオン/オフを制御することができる第1及び第2の押圧機構81、82と、を備えたワイヤ送給装置である。
(もっと読む)
オーステナイト系ステンレス鋼溶接継手及びオーステナイト系ステンレス鋼溶接材料
【課題】クリープ強度が高くかつ経済的で溶接性にも優れたP含有量の高いオーステナイト系ステンレス鋼溶接継手の提供。
【解決手段】質量%で、C:0.05〜0.25%、Si:2%以下、Mn:0.01〜3%、P:0.05〜0.5%、S:0.03%以下、Cr:15〜30%、Ni:6〜55%、sol.Al:0.001〜0.1%及びN:0.03%以下を含有し、残部がFe及び不純物からなり、かつ「(Cr+1.5×Si+2×P)/(Ni+0.31×Mn+22×C+14.2×N+5×P)≧1.388」の式を満足するオーステナイト系ステンレス鋼溶接継手。なお、上記の式中の元素記号は、その元素の質量%での含有量を表す。
(もっと読む)
溶接構造体
【課題】脆性亀裂の伝播を停止させる溶接構造体であって、合金を多く含む高コストなアレスター材を用いず簡単な加工により、脆性亀裂が万一発生した場合でも大規模破壊に至る前にその伝播を停止させるようにした溶接構造体を提供する。
【解決手段】2枚の金属板2aが溶接により継ぎ合わされてなる接合板2と、接合板2に溶接により接合される被接合板4と、を備え、2枚の金属板2a間の溶接継手部6が、被接合板4に向かって接合板2と被接合板4との接合位置付近まで延びている溶接構造体において、溶接継手部6が被接合板4に向かう方向において、溶接継手部6と被接合板4とが接触しないとともに、溶接継手部6と被接合板4との間に接合板2と被接合板4とを接合する溶接部が存在しないように構成されている。
(もっと読む)
ガスシールドアーク溶接用メッキなしソリッドワイヤの組立体
【課題】スプール、コンタクトチップ及び該スプールに巻き取られたソリッドワイヤを含むメッキなしソリッドワイヤの組立体において、コンタクトチップの耐磨耗性を向上させるソリッドワイヤの組立体の提供。
【解決手段】ワイヤはワイヤの全重量を基準にC:0.03〜0.10%、Si:0.45〜1.05%、Mn:0.90〜1.90%、P:0.030%以下、S:0.030%以下、残部がFe及び不純物から構成され、下記の式で定義されるワイヤの消耗によるワイヤキャスト径の減少比が0.55以下であるガスシールドアーク溶接用メッキなしソリッドワイヤの組立体。
(ここで、Cfはスプールの上部に巻き取られたワイヤのキャスト径、及びCoはスプールの下部に巻き取られたワイヤのキャスト径を表わす)
(もっと読む)
アルミナイズ金属工作物をレーザー−アークハイブリッド溶接する方法
【課題】アルミニウムを含む表面皮膜を有する構造部材の溶接において、良好な機械的特性の得られる方法を提供する。
【解決手段】レーザービームを少なくとも1つの電気アークと組み合わせて金属を溶融し、前記工作物を溶接する。その際、溶融金属の体積を増大し、1.2%より大きい局所的なアルミニウム濃度をなくすことにより、これに起因する機械的特性の低下を防止する。
(もっと読む)
タングステン電極自動交換装置
【課題】新電極の供給をスムーズに行うことができる電極供給機構を備えた電極自動交換装置を提供する。
【解決手段】溶接トーチ移動装置に取り付けた溶接用トーチによって被溶接物を繰返し溶接を行って、消耗したタングステン電極を溶接用トーチから引き抜いて、新しい電極を挿入する装置において、シリンダを設けてタングステン電極をクランプ・アンクランプする溶接用トーチと、使用済み電極引き抜き位置21Pまで移動させた溶接用トーチの使用済みタングステン電極を引き抜く使用済み電極引き抜き機構21と、複数本の新タングステン電極を収納した電極ホルダ32をスライドさせて、スライド方向先端の新タングステン電極が電極ガイドブロック39に当接して停止して電極供給位置22Pで供給する電極供給機構と、新タングステン電極を電極突き出し位置まで駆動源で移動させる電極移動機構とを備えたタングステン電極自動交換装置。
(もっと読む)
溶接装置及び溶接方法
【課題】施工後の溶接金属に発生する残留応力を軽減することができる溶接装置及び溶接方法を提供する。
【解決手段】溶接の実施工をする溶接施工装置6と、溶接金属周辺部の温度を計測する温度計測手段2と、溶接金属周辺部を加熱する加熱装置7と、溶接施工装置6及び加熱装置7の作動制御を行う溶接制御装置5及び熱サイクル解析装置3とを備え、溶接制御装置5及び熱サイクル解析装置3は、施工後の一の溶接金属周辺部の計測温度が、一の溶接金属に熱的影響を及ぼす他の溶接金属をその時点で形成し始めれば他の溶接金属からの入熱により一の溶接金属の温度が逆変態終了温度以上になると想定される設定温度T1以上である場合、溶接施工装置6に他の溶接金属の形成開始を指示し、計測温度が設定温度に満たない場合、加熱装置7を作動させて一の溶接金属を加熱して計測温度以上にした上で溶接施工装置6に他の溶接金属の形成開始を指示する。
(もっと読む)
パイプの溶接方法及びこの方法に用いるパイプ保持器
【課題】 円筒状に曲げ加工したワークからパイプを作製する際に作業性及び生産性の向上を図れると共に、溶接欠陥の無い寸法精度の良いパイプを作製する。
【解決手段】 略U字状のパイプ保持器1により、円筒状に曲げ加工した複数個のワークPをそのスリット部Paが夫々揃うように直列状に連ねた状態で保持固定し、この状態で各ワークPをマンドレル4に装着して両端のワークPの外側位置にタブ材14を夫々配設し、次に、各ワークPの円周方向の両端を突合せた状態で両タブ材14と一緒にマンドレル4のバックバー5上へ押圧固定し、その後、一方のタブ材14とこのタブ材14に隣接するワークPの外側端と、各ワークPの隣接する部分同士と、他方のタブ材14とこのタブ材14に隣接するワークPの外側端とを夫々仮溶接し、最後に、一方のタブ材14から他方のタブ材14へ向かって各ワークPの突合せ部を順次本溶接する。
(もっと読む)
溶接構造、溶接部材、多層管およびその製造方法
【課題】被覆層の間に形成された多層管において、その直径を小さくした場合でも、機能層の形成面積を低下させることなく、貫通孔を形成可能な多層管およびその製造方法を提供する。
【解決手段】一対の被覆層およびこの一対の被覆層の間に形成された機能層を有する多層管において、前記貫通孔を形成するための開口部を有する筒状の内側被覆層用金属板および外側被覆層用金属板を準備する工程と、前記内側被覆層用金属板および外側被覆層用金属板の開口部に応じた形状を有するリング状の溶接部材を準備する工程と、前記内側被覆層用金属板と、前記溶接部材と、を溶接する工程と、前記溶接部材の形状に応じた開口部を有する機能層を、前記溶接部材を溶着させた内側被覆層用金属板上に配置する工程と、前記機能層上に、前記外側被覆層用金属板を配置する工程と、前記外側被覆層用金属板と、前記溶接部材と、を溶接する工程と、を有する多層管の製造方法。
(もっと読む)
241 - 260 / 517
[ Back to top ]