
Fターム[4E001AA03]の内容
Fターム[4E001AA03]の下位に属するFターム
スポット溶接 (10)
Fターム[4E001AA03]に分類される特許
41 - 60 / 517
T字継手の溶接方法及び装置
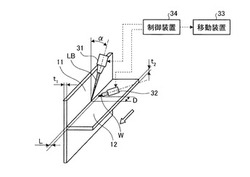
【課題】T字継手の溶接方法及び装置において、溶接時間を短縮して作業効率の向上を図ると共に、未接合部の発生を防止して溶接品質の向上を図る。
【解決手段】レーザビームLBを照射可能であると共にレーザ溶接用シールドガスを吹付け可能なレーザ加工ヘッド31と、溶接ワイヤWを供給可能であると共にアーク溶接用シールドガスを吹付け可能なアークトーチ32と、レーザ加工ヘッド31及びアークトーチ32と各被溶接部材11,12とを溶接方向に沿って相対移動させる移動装置33と、レーザ加工ヘッド31とアークトーチ32と移動装置33を制御する制御装置34とを設け、制御装置34は、レーザ加工ヘッド31によるレーザ出力を1〜6kWに設定すると共に、レーザビーム角α及び第2被溶接部材12の板厚に基づいて第1被溶接部材11からのレーザ狙い位置までの距離Lを設定する。
(もっと読む)
交流パルスアーク溶接の出力制御方法

【課題】交流パルスアーク溶接の手動溶接において、簡単な操作によって溶着金属量を変化させることなく、入熱量を変化させて溶接することができるようにすること。
【解決手段】電極プラス極性のピーク電流及びベース電流の通電と電極マイナス極性の電極マイナス極性電流の通電とを繰り返し、電極マイナス極性電流比率設定値Rnrに応じて前記電極マイナス極性電流の値及び/又は前記電極マイナス極性電流の通電期間を設定する交流パルスアーク溶接の出力制御方法において、トーチスイッチTsを予め定めた判定期間Th内にオン/オフするクリック操作をしたときは前記電極マイナス極性電流比率設定値Rnrを予め定めた第1修正値Δdだけ変化させ、前記トーチスイッチTsを前記判定期間Th内にオン/オフ/オン/オフするダブルクリック操作をしたときは前記電極マイナス極性電流比率設定値Rnrを予め定めた第2修正値Δuだけ変化させる。
(もっと読む)
多関節型のタンデム溶接ロボット
【課題】簡単かつ安価な多関節型のタンデム溶接ロボットを提供する。
【解決手段】2本の溶接トーチ3、4を取り付けた多関節型溶接ロボットにおいて、多関節ロボットの最先端にある手首軸2に取り付けられた前記各溶接トーチ3、4と、ロボット全軸の複合動作により前記各溶接トーチを開先幅方向に揺動させる揺動機能とを有し、前記各溶接トーチのトーチ角度を一定に保ったまま、前記各溶接トーチを開先幅方向に同じ位相かつ同じ振幅で揺動させるとともに、ルートギャップまたは前層ビード幅に応じて、前記手首軸を旋回させることにより、溶接方向に対する開先幅方向の電極間距離を所定の値に変更することで、前記開先幅方向の電極間距離とともに前記揺動の幅を制御してタンデム溶接を行う。
(もっと読む)
溶接装置
【課題】2本の金属線条物の端面同士を安全かつ短時間で容易に溶接することができる溶接装置を提供する。
【解決手段】2本の金属線条物21、22の端面同士を溶接する溶接装置を、金属線条物21、22が載置可能な断面半円状の溝16が一端から他端まで貫通する下型1と、その溝1と対向する位置に同一形状の溝17を形成した上型2とを備え、上型2の溝17の内面に溶接ワイヤ9と不活性ガスとを供給すると共に、その溶接ワイヤ9と下型1の溝16の内面との間に所定の電圧を印加することから構成する。
(もっと読む)
管材の溶接方法およびシールドガス充填用発泡剤
【課題】シールドガス保持性能および施工性を向上できる管材の溶接方法およびシールドガス充填用発泡剤を提供すること。
【解決手段】この管材の溶接方法では、管材1の内部に泡沫層Sが形成され、この泡沫層Sにより封止された空間にシールドガスが充填された後に、管材1、1の溶接が行われている。このとき、泡沫層Sの形成にあたり、ケラチンタンパク質を含むシールドガス充填用発泡剤が用いられている。また、スプレー装置2にシールドガス充填用発泡剤が充填され、そのノズル22を介して管材1の内部にシールドガス充填用発泡剤が噴射されている。
(もっと読む)
交流パルスアーク溶接制御方法
【課題】消耗電極式交流パルスアーク溶接において、電極マイナス極性電流比率を30%以上に設定しても、安定した溶接を行えるようにすること。
【解決手段】電極マイナス極性ピーク期間Tpn中は電極マイナス極性ピーク電流Ipnを通電し、続けて電極プラス極性ピーク期間Tp中は電極プラス極性ピーク電流Ipを通電し、続けて電極プラス極性ベース期間Tb中は電極プラス極性ベース電流Ibを通電し、続けて電極マイナス極性ベース期間Tbn中は電極マイナス極性ベース電流Ibnを通電して溶接を行う交流パルスアーク溶接制御方法において、電極プラス極性ピーク期間Tp又は電極プラス極性ベース期間Tb中に溶滴移行が行われなかったときは、電極プラス極性ベース期間Tbと電極マイナス極性ベース期間Tbnとの間に電極プラス極性ピーク期間Tp及び電極プラス極性ベース期間Tbを再度設ける。
(もっと読む)
厚板の鋼板や鋼管の狭開先溶接方法
【課題】開先加工に従来のガス切断やプラズマ切断を使い、機械加工を必要とせず、厚板の鋼板や鋼管においても狭開先溶接施工を可能にする溶接技術を提供すること。
【解決手段】被溶接物である2枚の鋼板又は鋼管の狭開先溶接において、ガス切断又はプラズマ切断で開先加工する工程と、継手部に矩形状インサートをはさみ仮付溶接を行い継手部を構成する工程と、開先内の矩形状インサート開先内表面に深溶け込み活性剤を塗布した工程と、継手部をアーク溶接する工程からなる。
(もっと読む)
溶接材料の選定方法及び発電用プラント
【課題】異材溶接継手での脱炭層形成有無を予測して、部材の組合せや使用部位に応じた最適な溶接材料を選定する方法を提供する。
【解決手段】一の金属母材の炭化物生成能パラメータと、一の金属母材と材質が異なる別の金属母材の炭化物生成能パラメータとの差の絶対値Δgを算出する。一の金属母材と別の金属母材とが溶接材料で溶接された部材の使用温度及び時間から、時効パラメータLを算出する。予め作成された、脱炭層が形成される条件の領域と脱炭層が形成されない条件の領域とを炭化物生成能パラメータの差の絶対値と時効パラメータとで表したグラフにおいて、算出されたΔgと、算出されたLとの交点が、脱炭層が形成される条件の領域にある場合に、溶接材料としてインコネル系溶接材料を選定する。交点が、脱炭層が形成されない条件の領域にある場合に、溶接材料としてフェライト系溶接材料を選定する。
(もっと読む)
アーク溶接方法
【課題】高速なワイヤ送給を維持しながら1本のトーチで複数本トーチと同等以上の大電流、高溶着を実現し、なおかつワイヤ先端の高速回転を抑え、スパッタの発生を激減させて安定した溶接を行えるアーク溶接方法を提供する。
【解決手段】アルゴンガスを含む混合シールドガスを用い、溶接ワイヤ3とワーク7との間にアークを発生させてワーク7の溶接を行う消耗電極式のアーク溶接方法であって、板厚が8mm以上のワーク7に対し、溶接ワイヤ3に流れる電流密度を略300A/mm2以上として溶接を行う際に、最初溶接ワイヤ3がプラス極となる逆極性とし、その後、溶接ワイヤ3がマイナス極となる正極性とに少なくとも1回切り換えるようにした。
(もっと読む)
パルスアーク溶接の出力制御方法
【課題】ピーク電流及びベース電流を変化させてアーク長制御を行うパルスアーク溶接において、過渡応答性を改善すること。
【解決手段】第n回目のパルス周期の開始時に、溶接電圧設定値と溶接電圧処理値との誤差に基づいてピーク電流設定値Ipr及びベース電流設定値Ibrを算出し、基準ピーク期間Tps、基準ベース期間Tbs及び基準パルス周期Tsを予め設定して目標溶接電流平均値Iar=(Ipr×Tps+Ibr×Tbs)/Tsを算出し、ピーク電流設定値Iprをピーク電流上限値Ipuとピーク電流下限値Ipdとの範囲に制限してピーク電流を通電し、ベース電流設定値Ibrをベース電流上限値Ibuとベース電流下限値Ibdとの範囲に制限してベース電流を通電し、第n回目のパルス周期における溶接電流平均値が前記目標溶接電流平均値Iarと等しくなるようにピーク期間及びベース期間を変化させる。
(もっと読む)
四角形鋼管の製造設備
【課題】折り曲げが不安定で、直角状折曲げ部が鈍角または鋭角のいずれに折り曲げられているときでも、遊端部分を上下から正確に突き合わせできる四角形鋼管の製造設備を提供する。
【解決手段】四箇所を直角状に折り曲げて、三辺を定寸平板部4とし一辺を一対の半寸平板部5でその遊端部分2を突き合わせることで四角形状鋼管7としたのち、仮付け溶接8を施工し、駆動ローラコンベヤ32により形成した仮付け溶接ライン31上で突き合わせ部を横向きとして、仮付け作業部50に、外面矯正装置51と仮付け溶接機95を設け、外面矯正装置は、左右一対で相対的に接近離間自在な側部押え体55と、昇降自在な上部押え体67からなる。四角形状鋼管内において移動自在で、仮付け作業部の部分に停止自在な内面矯正装置100を設け、内面矯正装置は、本体101の前後方向の複数箇所にそれぞれ左右一対の内加圧体118を相対的に接近離間自在に設けた。
(もっと読む)
アーク溶接方法
【課題】溶融亜鉛めっきを施す鋼製の構造物において、めっき施工時のめっき割れを防止し、構造物を高品質に製作できるアーク溶接方法を提供する。
【解決手段】溶融亜鉛めっきに先立って構造物30を溶接により組立てる際に、2層2パス以上の溶接積層を行い、その溶接積層のうち最終層の溶接パスBは、当該最終層前までに実施された溶接Aによって溶融亜鉛めっき割れを防止しようとする側の部材に生じた溶接熱影響部Hをテンパーするように積層する。
(もっと読む)
アーク溶接方法
【課題】溶融亜鉛めっきを施す鋼製の構造物において、めっき施工時のめっき割れを防止し、構造物を高品質に製作できるアーク溶接方法を提供する。
【解決手段】このアーク溶接方法は、溶融亜鉛めっきに先立ってアーク溶接により組立てる際のアーク溶接方法であって、溶融亜鉛めっきの施工時にめっき割れの発生しやすい箇所近傍を除いた部分を溶接する本溶接工程(溶接パスA)と、前記めっき割れの発生しやすい箇所近傍を溶接する回し溶接工程(溶接パスB)とを含み、両工程の間で一旦溶接を中断する。
(もっと読む)
表面改質溶接方法およびその装置
【課題】攪拌力を所定の周波数で所定の照準位置範囲に付与することにより、凝固方向が断続的に変化した微細な凝固組織を形成し、構造材料表面の耐食性を向上させ、応力腐食割れの発生を効率的に抑制する。
【解決手段】オーステナイト系金属または合金のアーク溶接の際に生成する溶融池に対して攪拌溶接をおこなう表面改質溶接方法において、コイル11から生じる1〜20Hzの磁束中心12を、被溶接面におけるアーク中心に対しアーク移動方向の後方0〜15mm、かつアーク移動方向の接線に対して±30°の照準位置範囲14内の一点あるいは複数の点に入射する。
(もっと読む)
二重構造ホース及びその端末装置
本発明は、二重構造ホース及びその端末装置に関するものである。本発明は、外部ホース102とその内部に位置する内部ホース104とが備えられる。上記内部ホース104と外部ホース102との間には少なくとも1つの支持隔板106が設けられる。これによって、上記内部ホース104を通じた移送通路Aと上記内部ホース104と外部ホース102との間の移送通路Bが形成され、これを通じて互いに異なる流体またはガスを分離して移送することが可能である。また、上記外部ホース102及び内部ホース104と連結される端末装置200が提供される。上記端末装置200は、円筒形状の胴体210が備えられ、上記胴体210には上記胴体の一部と上記外部ホース102とを結合する第1蓋部220、及び上記胴体210の他端と結合し、引出しユニット234を収容する第2蓋部230が結合する。上記引出しユニット234は、上記移送通路Aを通じて移送された流体またはガスを移送するように、一端は上記内部ホース104と連結され、他端は内部ホースニップル236と連結される引出しシャフト234bが設けられる。また、上記胴体210には取付孔216が形成されて上記移送通路Bを通じて移送された流体またはガスを外部に供給するように外部ホースニップル240が取り付けられる。そのような本発明によれば、作業時、ホース捩れなどが発生しないので、作業性が改善され、互いに異なる流体またはガスを容易に分離して引出しできるようになる利点がある。  (もっと読む)
(もっと読む)
ガスシールドアーク溶接とサブマージアーク溶接を組み合わせた複合溶接方法およびその複合溶接機
【課題】多電極のガスシールドアーク溶接と多電極のサブマージアーク溶接とを組み合わせて鋼板を溶接するにあたって、ガスシールドアーク溶接とサブマージアーク溶接の電流密度をそれぞれ適正範囲に維持して、HAZの靭性劣化を防止し、かつ施工能率に優れた複合溶接方法およびその複合溶接機を提供する。
【解決手段】鋼板の突き合わせ部にガスシールドアーク溶接を行ない、その後方でサブマージアーク溶接を行なう複合溶接方法およびその複合溶接機において、ガスシールドアーク溶接を2電極以上で行なうとともにガスシールド第1電極でワイヤ径1.4mm以上の溶接用ワイヤを使用しかつガスシールド第1電極の電流密度を320A/mm2以上とする。
(もっと読む)
アーク溶接装置
【課題】溶接速度に応じてガス流量を増加させる場合に、溶接速度の増加と同時にガス流量を増加させていたことに起因するシールド不足による溶接欠陥を防止する。
【解決手段】アーク溶接装置1は、マニピュレータ14、ティーチペンダント15、溶接速度設定信号Vwを出力するロボット制御装置16、溶接速度設定信号Vwに応じたガス流量設定信号Gwを出力するガス流量設定回路18、ガス流量設定信号Gwを入力としてガス流量を調整するガス流量自動調整器19を備える。ロボット制御装置16は、溶接速度を増加させる溶接速度変更点が教示されているときは、溶接トーチ7が溶接速度変更点に到達する時刻よりもシールドガス安定時間だけ遡った時刻に溶接速度変更点での溶接速度に応じた溶接速度設定信号Vwを出力する。先行してガス流量を増加させるようにしたことによってシールド不足を防止することができる。
(もっと読む)
高強度薄鋼板の溶接方法
【課題】引張強さ980MPa以上かつ板厚6.0mm以下の高強度薄鋼板を溶接するにあたって、溶接部の低温割れを抑制する溶接方法を提供する。
【解決手段】引張強さ980MPa以上かつ板厚6.0mm以下の高強度薄鋼板の溶接方法において、溶込み深さを板厚の20%以上とし、溶接金属のビッカース硬さを270以下とする。
(もっと読む)
タンデムパルスアーク溶接制御装置、及び、そのシステム
【課題】良好な溶接品質を得ることができるタンデムパルスアーク溶接制御装置を提供することを目的とする。
【解決手段】タンデムパルスアーク溶接制御装置3,3aは、パルス波形選択回路32と、電圧検出器18bと、電圧設定器24bと、パルスピーク電流基準値設定回路36と、パルスベース電流基準値設定回路38と、パルスピーク電流増減値とパルスベース電流増減値とを算出する誤差増幅器25bと、パルスピーク電流増減値とパルスピーク電流基準値とを加算してパルスピーク電流値を算出する加算器37と、パルスベース電流増減値とパルスベース電流値を算出する加算器39と、パルスピーク期間のときはパルスピーク電流値を出力し、パルスベース期間のときはパルスベース電流値を出力するパルス波形選択回路40と、第2溶接ワイヤ19bの電流値を制御する出力制御回路35bとを備える。
(もっと読む)
2電極アーク溶接のアーク終了制御方法
【課題】良好な溶接ビードを形成可能な2電極アーク溶接終了制御方法を提供すること。
【解決手段】シールドガスを吐出するためのシールドガスノズル内に配置された消耗電極Wおよび非消耗電極を備えた溶接トーチBを用い、消耗電極アーク6aおよび非消耗電極アーク6bを発生させることにより溶接する2電極アーク溶接のアーク終了制御方法であって、消耗電極アーク6aおよび非消耗電極アーク6bを発生させながら溶接トーチBを溶接順方向に移動させる定常溶接処理の後に、消耗電極Wを送給する消耗電極送給速度Fwを、上記定常溶接処理における大きさよりも小さくして行われる第1の溶接終了処理と、消耗電極Wの送給および消耗電極アーク6aを停止して行われる第2の溶接終了処理と、を行う。
(もっと読む)
41 - 60 / 517
[ Back to top ]