
Fターム[4E001AA03]の内容
Fターム[4E001AA03]の下位に属するFターム
スポット溶接 (10)
Fターム[4E001AA03]に分類される特許
301 - 320 / 517
2電極アーク溶接終了方法
【課題】消耗電極アーク溶接において、1トーチ内で2本のワイヤを送給して溶接するアーク溶接の終了方法の改善に関するものである。溶接速度が速いときに、ビード幅が減少したり、溶け込み不足が発生したり、ハンピングビードが生じる場合があり、溶接終了位置付近の溶接ビードが均一で美麗な外観を得ることができない。
【解決手段】1つの溶接トーチ内で先行ワイヤ及び後行ワイヤを送給して溶接する消耗2電極アーク溶接終了方法において、溶接終了に際して前記後行ワイヤの送給及び通電を停止し、前記後行ワイヤのアーク力によって窪んだ溶融池を埋める方向に前記溶接トーチを移動させて前記先行ワイヤがクレータ処理を行う消耗2電極アーク溶接終了方法である。
(もっと読む)
2電極大脚長水平すみ肉ガスシールドアーク溶接方法

【課題】 厚板の水平すみ肉ガスシールドアーク溶接でビード形状、外観が良好で、かつ溶接部にスラグ巻き込みや溶込み不足などの溶接欠陥がない大脚長のすみ肉ビードを高能率に得る。
【解決手段】 フラックス入りワイヤを使用する2電極大脚長水平すみ肉ガスシールドアーク溶接方法において、先行電極のワイヤ狙い位置をルート部から下板側に5〜10mm、後行電極のワイヤ狙い位置をルート部から上板側に0〜5mmとし、先行電極と後行電極の電極間距離は30mm以上の2プールで、先行電極電流(AL)と後行電極電流(AT)の比(AL/AT)を0.4〜0.8、和(AL+AT)を450〜850Aとする。
(もっと読む)
溶接プロセス
溶接シームによる周継手に沿った第2のパイプの端部への第1のパイプの端部の接続のための溶接プロセスにおいて、該第1のパイプと該第2のパイプとが、該周継手の形成に必要な位置に互いに対して配置され、冷却材の放出を行う冷却本体は、該第1のパイプおよび/または該第2のパイプの中に挿入され、それにより放出された冷却材が、溶接される端部の範囲において該パイプのうちの少なくとも1つを冷却し得、該パイプおよび溶接トーチが、該周継手に沿って互いに対して動かされ得、該溶接トーチによって溶接され得、該冷却材は、所定の間隔で放出される。 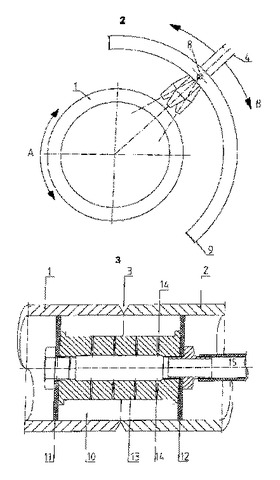 (もっと読む)
(もっと読む)
ハイブリッド溶接用シールドガスおよび該ガスを用いたハイブリッド溶接方法
【課題】レーザ溶接とアーク溶接とを併用して2枚の亜鉛めっき鋼板の重ね隅肉溶接の際のシールドガスとして適正な混合比のアルゴンガスと炭酸ガス、酸素ガスガスの混合ガスを使用することにより、安価かつ簡便な方法によりビード表面のピット発生及びビード不整やアンダカット等の発生を防止する。
【解決手段】シールドガスとして、アルゴンガス、炭酸ガス、酸素ガスからなる混合ガスを用い、シールドガス中の炭酸ガスの体積%をA、酸素ガスの体積%をBとしたとき、炭酸ガスと酸素ガスの混合割合を、
3≦A≦25、5≦B<13 かつ B≧10―0.33A
の範囲に調整したものを使用する。
(もっと読む)
ハイブリッド溶接用シールドガスおよび該ガスを用いたハイブリッド溶接方法
【課題】レーザ溶接とアーク溶接とを併用して亜鉛めっき鋼板を重ね溶接する際に使用するシールドガスにおいて、溶接部にピットの発生が無く、溶接金属の溶け落ち、穴開きなどが防止できるハイブリッド溶接用のシールドガスを得る。
【解決手段】シールドガスとしてアルゴンガス、炭酸ガス、酸素ガスからなる混合ガスを用い、シールドガス中の炭酸ガスの体積%をA、酸素ガスの体積%をBとしたとき、炭酸ガスと酸素ガスの混合割合を、鋼板間のギャップがゼロである場合、
15≦A≦50、かつ5≦B≦9、かつ B≧21―0.8A
の範囲に調整し、残部をアルゴンガスとしたものを使用する。
(もっと読む)
電動弁および電磁弁
【課題】ケース肉厚の増大による励磁力効率の低下を招来することなく、溶接熱影響による許容応力の低下を補償して所要の耐圧破壊強度を得ることを達成したうえで、ロータケースの材料費の削減、高い生産性によって低廉化を図ること。
【解決手段】ロータケース33の弁ハウジング11に対する突合せ溶接部の肉厚ts’をコイル装着部の肉厚tsに比して厚くし、ロータケース33は溶接端縁部の肉厚に相当する肉厚の素材を深絞り加工した深絞り加工品とする。
(もっと読む)
溶接部脆化割れ特性に優れた高強度溶接鋼管
【課題】内外面からシーム溶接を行う引張強度が850MPa以上である高強度溶接鋼管のシーム溶接部に生じる、水素起因の横割れを防止する方法を提供する。
【解決手段】引張強度が850MPa以上の鋼板を筒状に成形し、突合せ部を内外面からサブマージアーク溶接する溶接鋼管の製造方法において、溶接方向の全長にわたり、溶接金属の肉厚方向の高さを0.2〜10%減少させることを特徴とする溶接金属の脆化割れ性に優れた溶接鋼管の製造方法。
(もっと読む)
長寿命の溶接電極及びその溶接ヘッド
【課題】 溶接電極の耐久性を向上させ、溶接の作業効率の向上、交換時間の短縮をは図り、信頼性の高い溶接を長時間可能とする溶接電極の固定構造、溶接ヘッドを提供すること。
【解決手段】 溶接電極301を挿入するための挿入部304を有する固定台302の挿入部304に、熱伝導性材料303を介して溶接電極301の固定部305を挿入し、溶接電極301の固定部305の周面と固定台302とを均一に接触させて溶接電極301を固定台304に固定したことを特徴とする。
(もっと読む)
溶接方法
【課題】従来よりも酸素ガス等の混合ガスの少ないアルゴンガスを用いて安定的にMIG溶接を行う。
【解決手段】母材の表面に対してアーク放電を行うことにより所定領域に溶接クリーニングを行う。次いでその所定領域に対してアルゴンをシールドガスとしてMIG溶接を行う。シールドガスには、アルゴン以外の成分は積極的には添加されない。
(もっと読む)
両面溶接方法及びその溶接構造物
【課題】両面溶接によって健全な接合部を得るのに有効な両面溶接方法及びその溶接構造物を提供する。
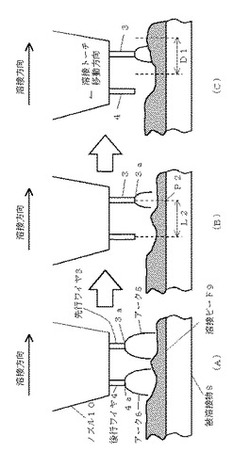
【解決手段】ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、継手部の表面側又は裏面側の一方に前記溶け込み促進剤4aを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合し、その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤4bを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合する。
(もっと読む)
ナロウグルーブのシールドガス供給方法及びシールドガス供給ウェッジ
【課題】ナロウグルーブ底部における溶接アークに対してシールドガスを供給するためのシールドガス供給チューブを提供する。
【解決手段】本シールドガス供給チューブは、ガス供給端部(34)とガス吐出端部(36)とを有する少なくとも1つのほぼ中空の細長い平面チューブと、互いに分離されかつ前記供給端部と前記吐出端部との間で延びる前記チューブ内の一対のガス通路(38、40)と、前記一対のガス通路と個別に連通した前記供給端部における一対のガス供給管継手(52、54)と、を含む。
(もっと読む)
高合金鋼の2電極アーク溶接方法
【課題】 不活性ガス100%の雰囲気下で、互いに絶縁された2つの溶接ワイヤを送給し、近接する2つのアークを発生させて溶接する高合金鋼の2電極アーク溶接方法において、溶接部の割れを防止することができる溶接条件範囲を拡大する。
【解決手段】 本発明は、クロム当量及びニッケル当量の異なる2つの溶接ワイヤP2、P3を使用し、2つの溶接ワイヤの合算した送給速度を所望の溶込みが形成される適正値に設定し、前記合算送給速度を前記適正値に固定したままで、溶接部にオーステナイト組織及び少量のフェライト組織からなる組織を形成するように両溶接ワイヤのそれぞれの送給速度を設定する高合金鋼の2電極アーク溶接方法である。
(もっと読む)
溶接機用吊下装置
【課題】溶接ワイヤ送給ユニットに電源や気体を供給するケーブル及び各種ホースが、チェーンに絡み付いたりすることなく、溶接ワイヤ送給ユニットを昇降させることができる溶接機用吊下装置を提供する。
【解決手段】工場基礎Bに設けたレール2上を走行する脚3と、脚3の駆動モータ4と、脚3の上部に固定した水平梁6と、溶接ワイヤ送給ユニットWUを水平梁6に沿って移動可能で且つ昇降可能に吊り下げる電動チェーンブロック7と、送給ユニットWUに電源を供給するケーブルCと、送給ユニットWUに酸素などの気体を供給する各種ホースHを備え、ケーブルC及び各種ホースHを水平梁6,電動チェーンブロック7のチェーン7aに沿って配設し、チェーン7aに沿って摺動自在で且つ水平軸回りに回動自在な止め具10でケーブルC及び各種ホースHのチェーン7aに沿う部分の複数箇所を互いに固定した。
(もっと読む)
薄鋼板の高速TIG溶接方法
【課題】高速溶接においてもハンピング現象やスパッタの発生がなく、さらにビードの幅が比較的広く、狙い位置管理も容易な薄鋼板の高速TIG溶接方法を提案する。
【解決手段】3本の電極の先端が三角形を形成するように配置し、該3本の電極と被溶接材との間に発生する3つのアークのうち、少なくとも2つ以上のアークが、電磁力の作用によりお互いに引き合って、一体のアークを形成するように、各電極の間隔を近接させて、1つの溶融池を保った状態で溶接することを特徴とする薄鋼板のTIG溶接方法。
(もっと読む)
鉄道車両の構体材溶接接合方法とそれに用いる継手構造
【課題】構造を複雑化することなく、軽量化も特に損なわないで、十分な強度が長期に確保できるようにする。
【解決手段】アルミニウム系の押出し形材よりなりダブルスキン構造を有した構体材対1、2の側縁1a、2a間において、内面板1c、2cどうしの突き合せ部と、外面板1b、2bどうしの突き合わせ部とを、溶接して接合し構体を形成するのに、外面板1b、2bどうしおよび内面板1c、2cどうしの突合せ部が形成する溶接のグルーブ17まわりにおける溶接後の強度弱点域30に対応する部分を通常値よりも増厚しておき、突合せ部を溶接し接合する。
(もっと読む)
溶接用鋼板
【課題】溶接後も形状変化がほとんど生じない溶接用鋼板を提供する。
【解決手段】溶接が施される鋼板1の幅方向内部に圧縮の残留応力を付与し、幅方向両端部に引張の残留応力を付与する。ミクロ視的には、溶接が施される部位の近傍に予め圧縮の残留応力を付与する。
(もっと読む)
エレクトロガスアーク溶接ロボットの制御方法
【課題】溶融池の上昇速度に影響されることなく常に溶融池・溶接トーチ先端間距離を維持する。
【解決手段】溶接ト−チ2の移動に伴って溶融池が略垂直方向へ移動し、溶接トーチ2に連動させて摺動当金3を移動させて溶融池を保持しながらワークWを溶接するエレクトロガスアーク溶接ロボットの制御方法において、所定周期毎に溶融池・溶接トーチ先端間距離を検出し、この溶融池・溶接トーチ先端間距離検出値と予め定めた溶融池・溶接トーチ先端間距離設定値との偏差である溶融池上昇変化量Dsに基づいて位置補正量を算出し、この位置補正量に基づいて前記補間点の位置を前記溶接線前後方向に修正し、溶接トーチ2をこの修正された補間点に移動させることによって溶融池・溶接トーチ先端間距離を常に設定値に維持する、ことを特徴とするエレクトロガスアーク溶接ロボットの制御方法。
(もっと読む)
溶接装置及び溶接方法
【課題】溶接速度が速く品質の高い狭開先溶接を可能にする溶接装置及び方法を提供する。
【解決手段】溶接装置は、第1溶接チップと、第1溶接チップに対して所定位置に配置される第2溶接チップと、第1溶接チップを用いて生成される第1アークにアークを凝縮・集中させる性質を有する炭酸ガス等の第1ガスを供給する第1ガス供給部と、第2溶接チップを用いて生成される第2アークにアークを広げる性質を有するアルゴンガス等の第2ガスを供給する第2ガス供給部とを備える。
(もっと読む)
高強度鋼材溶接部の強化方法
【課題】溶接部の硬さを容易に制御する技術を提供する。
【解決手段】C:0.05質量%未満を含有する高強度炭素鋼材を、プラズマ溶接方法により突合せ溶接する際に、炭化水素系ガスまたは/および酸化炭素系ガスからなる群の中から選ばれる1種または2種以上を含むガスと希ガスとの混合ガスを混合ガス比率30vol.%以上、80vol.%未満として、プラズマアーク照射部に供給して、炭素が富化したビード状の溶融凝固部を形成することを特徴とする高強度炭素鋼材溶接部の強化方法。
(もっと読む)
溶接方法
【課題】狭開先溶接の溶接割れや機械特性劣化を簡易な手段で防止する溶接方法を提供する。
【解決手段】所定条件で行われる溶接において母材にできる溶融池の固有振動数よりも小さい加振振動数、好ましくは20Hz以下、更に好ましくは1〜5Hzの振動数の振動を、偏心モータ等の機械的な振動を発生する装置によって母材に与えながら、母材を溶接する。
(もっと読む)
301 - 320 / 517
[ Back to top ]