
Fターム[4E001AA03]の内容
Fターム[4E001AA03]の下位に属するFターム
スポット溶接 (10)
Fターム[4E001AA03]に分類される特許
181 - 200 / 517
補剛板及び補剛板の製造方法
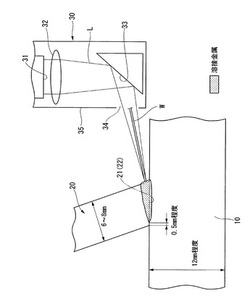
【課題】鋼板への補剛材の溶接品質の向上を図り且つ疲労強度の向上を図る。
【解決手段】鋼板10と共に閉断面構造をなす補剛材20を前記鋼板10の表面に複数溶接してなる補剛板であって、前記補剛材20は、前記鋼板10に当接する縁部が前記閉断面構造の外側から所定出力のレーザLを所定方向から照射されて所定溶接速度でレーザ溶接されることにより、前記鋼板10に接合されている。
(もっと読む)
片面溶接装置

【課題】裏当装置に備えられた裏当部を開先線の真下に、自動的且つ精度良く位置決めすることのできる片面溶接装置を提供する。
【解決手段】本発明に係る片面溶接装置Fは、溶接機ビームBを自動走行する溶接機Jによって、被溶接部材E,Eを突き合わせてなる開先線Mに沿って片面から溶接する片面溶接装置であって、前記被溶接部材E,Eの開先線Mを下方から裏当てする裏当部10およびこの裏当部10を移動させる駆動機構100を有する裏当装置1と、開先線位置検出手段30と、制御部50と、を備えてなる。
(もっと読む)
溶接方法
【課題】単結晶または一方向凝固材料の母材を溶接した際に、母材の結晶方位と同じ結晶方位を持ち、かつ、母材と同じ一方向に凝固した結晶で形成される領域を広げる。
【解決手段】母材40に溶融深さが異なるように溶融凝固処理を複数回施して溶接する際に、1回目の溶融凝固処理で形成された第1の溶融層47の側部から凝固して母材40と同じ結晶方位を持つ側部凝固組織43および熱源の走査方向に凝固して母材40と同じ結晶方位を持つ走査方向凝固組織44が形成されている場合に、この第1の溶融層47よりも浅く、かつ、側部凝固組織43および走査方向凝固組織44を含む領域を溶融させた第2の溶融層48を形成し、この第2の溶融層48を凝固させてこの第2の溶融層48の底部から凝固して母材と同じ結晶方位を持つ底部凝固組織42を積層させる2回目の溶融凝固処理を施す。
(もっと読む)
溶接構造物および構造物の溶接方法
【課題】溶接構造物を構成する材料と、溶接金属との線膨張係数の差を利用し、また複数の溶接金属を採用し、溶接部の引張残留応力を低減させ、または圧縮残留応力を導入させて、溶接部およびその近傍の残留応力分布を制御し、応力腐食割れに対して信頼性の高い溶接継手を構成する溶接構造物および構造物の溶接方法を提供する。
【解決手段】溶接構造物1は、一対の母材2a、2bによりT継手が構成され、このT継手が溶接金属3によりすみ肉溶接されている。溶接金属3には、母材2の線膨張係数よりも小さい線膨張係数を有する材料が使用される。
(もっと読む)
めっき鋼板とアルミニウム合金板との異材同士の突合せ接合継手及びその接合方法
【課題】本発明は、互いに異なる材質であるアルミニウム合金板とめっき鋼板との突合せ接合に、継手強度を確保して、耐食性に優れた接合継手及びその接合方法を提供する。
【解決手段】
アルミニウム合金板と亜鉛合金系めっき鋼板と、又はアルミニウム合金板とアルミニウムめっき鋼板とを突き合わせてアーク溶接を行う。溶接ワイヤにはアルミニウム系を使用して、ワイヤの狙い位置を接合位置からアルミニウム合金板側0.1〜3.2mmの範囲に設定して母材の片面からアーク溶接する。溶着金属は溶加材であるアルミニウムワイヤと、アルミニウム合金板と、めっき層とが溶け合わされて形成され、接合部を覆う。
(もっと読む)
母材および溶接部靱性に優れた超高強度高変形能溶接鋼管の製造方法
【課題】高変形性能を有しつつ,靱性,特に亀裂伝播停止特性を劣化させずに,耐切断割れ性を改善し,さらに溶接金属の靱性を低下させることなく,母材以上の継手強度を達成した引張強度900MPa以上のラインパイプ用溶接鋼管の製造方法を提供する。
【解決手段】特定成分とフェライト+ベイナイト,フェライト+マルテンサイト,およびフェライト+ベイナイト+マルテンサイトのいずれかが面積分率で90%以上で,かつフェライトの面積率が10〜50%であり,ベイナイトおよび/またはマルテンサイト中のセメンタイトの平均粒径が0.5μm以下のミクロ組織を有する、引張強度900MPa以上かつ降伏比≦85%の鋼板を冷間加工で管状に成形した後,CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって,溶接金属の化学組成が特定成分となるように溶接する。
(もっと読む)
疲労特性に優れた溶接継手および溶接方法
【課題】ビード断面の止端部の形状が良好で疲労き裂発生が遅く,かつき裂発生後,破断までの伝播寿命も長く,疲労特性に優れる溶接継手および溶接方法を提供する。
【解決手段】質量%で、C:0.01〜0.40%、Si:0.10〜3.0%、Mn:0.4〜3.0%、P:0.05%以下、S:0.05%以下、Al:0.3〜2.0%、N:0.015%以下、更に、Cr:0.1〜1.5%,Ni:0.1〜5.0%,Nb:0.005〜0.10%の1種または2種以上含有し、残部Feおよび不可避的不純物からなる組成を有し、かつ残留オーステナイトを面積率で2〜30%含む組織を有する鋼材を用いた溶接継手であって、溶接金属の組成がC:0.005〜0.5%,Si:5.6〜8.0%,Mn:0.1〜2.0%を含有することを特徴とする疲労特性に優れた溶接継手。
(もっと読む)
片面溶接装置および片面溶接方法
【課題】溶接部の終端部において、溶接トーチの狙いズレをなくして溶接品質を向上させると共に、煩わしい手動操作による狙い調整作業をなくし、溶接の全自動運転を可能にする片面溶接装置および片面溶接方法を提供する。
【解決手段】走行レール11と、溶接トーチ2と、溶接走行台車4と、走行レール移動手段5と、台車移動手段6と、開先倣いセンサ3と、溶接位置制御部9とを備える片面溶接装置1であって、溶接位置制御部9は、溶接トーチ2の位置座標を記憶する記憶手段9Aと、位置座標に基づいて溶接線の傾きを算出する溶接線傾き計算部9Bと、開先倣いセンサ3がシーリングビードSの溶接開始側の端部に到達するまでは、開先のズレに基づいて溶接走行台車4の横断方向YLへの移動を制御し、溶接開始側の端部に到達した後は、溶接線傾き計算部9Bで算出された溶接線の傾きに基づいて横断方向YLへの移動を制御する台車移動処理部9Eとを備える。
(もっと読む)
T型継手の貫通溶接方法及びT型継手の貫通溶接構造物
【課題】上板側に形成される開先溝やギャップを不要とし,上板表面からのアーク溶接によって下側の立板側まで溶融接合した健全な溶接金属部を得ることにある。
【解決手段】下側の立板3の上端面に上板1を配置してT型継手を形成し,さらに,前記T型継手の上板1の表面部に溶け込み促進剤4を塗布した後,非消耗電極方式のアーク溶接を遂行する際,下側の立板厚T2が上板厚T1と同一の厚み又は上板厚T1より薄い場合は,上板1裏面貫通後の立板3側の溶融プール7aの溶け幅wを立板厚T2以上に形成させ,一方,前記下側の立板厚T2が上板厚T1より厚い場合には,前記溶融プール7aの溶け幅wを上板厚T1以上に形成させて,所望の溶接金属部7bを有する溶け込み形状とする。
(もっと読む)
開先内の充填材散布装置
【課題】被溶接板の板厚が異なること等によって開先形状が変化する場合に、充填材の散布量を任意に調節することができ、薄板から厚板までの種々の形状の開先に充填材を散布することができる開先内の充填材散布装置を提供する。
【解決手段】充填材を散布する開口21aが扁平形状の散布ノズル21を、支持部22がその開口21aに垂直の軸の回りに回転可能に支持する。そして、開先4の大きさに合わせて、散布ノズル21の開口21aの向きを、その扁平の長手方向が、溶接線方向から開先幅方向までの範囲になるように調節する。即ち、開先形状が小さい場合は扁平の長手方向を溶接線方向にし、開先形状が大きい場合は扁平の長手方向を開先幅方向にし、その中間の場合は、扁平の長手方向を溶接線に対して90°未満の角度で傾斜した方向とする。
(もっと読む)
タービンエンジン構成部品などのワーク内のクラックを補修する方法
【課題】タービンエンジン構成部品などのワーク内にできる幅が約0.64mm以上のクラックを補修する方法が求められている。
【解決手段】タービンエンジン構成部品などのワーク内のクラックを補修する方法であって、補修すべきクラックを有するワークを準備するステップと、クラックの一部分を充填するのに十分な量のニッケル基合金材料またはコバルト基合金材料をクラックのルート部に施すステップと、ニッケル基合金材料またはコバルト基合金材料を伴うワークを、約1066〜1260℃の温度で、約5.0〜30分間、第1の熱処理にかけるステップと、クラックに溶接材料を施すステップと、溶接材料を伴うワークを第2の熱処理にかけるステップと、を含む方法を提示する。
(もっと読む)
耐脆性き裂伝播特性に優れた多層盛突合せ溶接継手及び溶接構造体
【課題】鋼板の多層盛突合せ溶接継手において、脆性き裂が伝播し難く、かつ、伝播してもいずれ停止する特性、即ち、耐脆性き裂伝播特性に優れた溶接継手を形成する。
【解決手段】鋼板の多層盛突合せ溶接継手において、表面溶接層2aと裏面溶接層2b間に、超音波打撃処理による圧縮残留応力を付与されて靭性が向上した改質層3xが形成されており、この改質層は脆性き裂の伝播を抑制又は止める破壊抵抗層として機能する多層盛突合せ溶接継手とする。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】 ワイヤにレーザビームが直接照射するよう前記レーザビームの光軸と前記ワイヤの中心軸とを配置し、レーザ・アーク間距離に応じてパルス周波数を設定する複合溶接方法と複合溶接装置に関する。
【解決手段】 レーザ・アーク間距離L0を設定するレーザ・アーク間距離設定手段17の設定値を入力してパルス周波数を設定するパルス周波数設定手段15と、前記パルス周波数設定手段15とパルス波形設定手段14の設定値を入力してパルスアーク溶接を行うパルスアーク発生手段13とを備え、前記レーザ・アーク間距離L0に応じてパルス周波数を設定することによって被溶接物6への入熱を低減させ、ギャップ裕度を向上させる。
(もっと読む)
高強度Cr−Mo鋼の溶接金属
【課題】近年の発電プラント、化学プラント等の高温高圧環境下で使用されるCr−Mo系低合金耐熱鋼容器の溶接金属に対する靭性および焼戻し脆化特性の改善要求に対応できる高強度Cr−Mo鋼の溶接金属の提供。
【解決手段】被覆アーク溶接によって形成される溶接金属において、C:0.04〜0.10質量%、Si:0.15〜0.5質量%、Mn:0.5〜1.0質量%、Cr:2.00〜3.25質量%、Mo:0.9〜1.2質量%、Nb :0.01〜0.03質量%、V:0.2〜0.7質量%、B:0.003質量%以下(0質量%含む)、およびO:0.02〜0.05質量%を含有し、残部がFeおよび不可避的不純物からなり、溶接金属原質部のみから電解抽出される残渣におけるCr析出量が0.3質量%未満、かつNb析出量が0.005%以上であることを特徴とする。
(もっと読む)
継手仮付治具装置
【課題】重ね継手の仮付け溶接を行う場合に熟練者でなくてもTIGトーチを所定の倣い角度位置に容易に位置決めできる継手仮付治具装置を得ること。
【解決手段】コ字状に形成され、相対向する一対の縦壁を有する本体フレーム1と、本体フレームの一方の縦壁の内側に取り付けられた継手仮付治具本体3と、継手仮付治具本体に垂下するよう取り付けられ、先端が本体フレームの下端から突出する棒状の板厚方向ストッパ5と、継手仮付治具本体に、先端電極が薄板の重ね継手15に対して所定の狙い角度位置に設定され、且つ板厚方向ストッパの先端より上方に位置するように取り付けられたTIGトーチ7と、本体フレームの一対の縦壁の下端部に形成され、板厚方向ストッパの先端が重ね継手の上板15aに当接した状態の時に重ね継手の上板と下板15bとの段差部に係合する継手直角方向ストッパ部9とを備えてなる。
(もっと読む)
異材接合方法
【課題】スクラムリベット法でのアーク溶接方法による異材接合方法を改善して、高い接合強度を安定的に確保でき、優れた継手強度を有するとともに、溶接継手部に割れのない健全な異材接合継手を得ることができる接合方法を提供することを目的とする。
【解決手段】特定径の貫通穴4a、4bを溶接線に沿って予め設けた鋼材2とアルミニウム材3とを互いに重ね合わせ、溶接トーチ11を後退角θを設けて溶接線に沿って走らせながら、アルミニウム溶接ワイヤ10によって、鋼材2側に設けた貫通穴4a、4bに、アルミニウム溶接材料7を溶融充填させつつ、ビード5を形成するアーク溶接によって接合するに際し、溶接を開始する側にある所定の個数の貫通穴4aの径d1を、これ以外の貫通穴4bの径d2よりも大きくして、異材接合体1の高い接合強度を安定的に確保する。
(もっと読む)
温水容器およびその製造法
【課題】バックガスシールによるコスト上昇を伴わずに溶接部で優れた耐食性を呈する温水容器を提供する。
【解決手段】質量%で、C:0.025%以下、Si:1%以下、Mn:1%以下、P:0.045%以下、S:0.01%以下、Ni:0.1〜1%、Cr:21超え〜25%、Mo:0.1〜2%、Al:0.02〜0.3%、N:0.025%以下、Cu:0〜1%であり、Ti:0.05〜0.4%およびNb:0.05〜0.5%の1種以上を含有し、残部Feおよび不可避的不純物である組成の鋼材どうしをバックガスシールなしでTIG溶接することにより形成された裏ビードを容器内面に有し、その溶接裏面の熱影響部において塩化物水溶液に可溶の酸化スケールが形成された部位の鋼素地におけるCr濃度が、鋼素地/酸化スケール界面から10nm以上の深さ領域で16質量%以上である温水容器。
(もっと読む)
1電極エレクトロガスアーク溶接方法
【課題】板厚が50mmを超え70mmまでの被溶接鋼板であっても、融合不良が発生することなく、健全な溶接継手が得られると共に、アーク安定性が優れており、高電流条件にする必要がなく、立向1パスの溶接が可能である1電極エレクトロガスアーク溶接方法を提供する。
【解決手段】開先が垂直に延び、表面側が裏面側より幅広となる開先形状を有し、被溶接板の表面側に摺動銅板を当て、裏面側に固定された裏当材を当てる。1本の溶接ワイヤを被溶接板の板厚方向にオシレートさせる。オシレート速度が10乃至55mm/秒、表面側での停止時間が1.5乃至2.5秒、裏面側での停止時間が0.5乃至1.5秒、オシレート幅は(板厚(両被溶接板に板厚差がある場合は厚い方の板厚)−25mm)以上(板厚−10mm)以下、電極の折り返し位置は、被溶接板の表面及び裏面から5乃至15mmの位置である。
(もっと読む)
鋼管の突合せ溶接方法および溶接鋼管の製造方法
【課題】高周波誘導加熱を行いながら鋼管の突合せ溶接等をする際に、溶接ビード部の品質の安定化や加熱コイルと溶接ビード部との干渉による作業トラブルの防止を図ることができる鋼管の突合せ溶接方法および溶接鋼管の製造方法を提供する。
【解決手段】鋼管1の軸方向端面どうしを突合せた後、鋼管1を周方向に回転させつつサブマージアーク溶接を行い接合する方法であって、高周波誘導加熱コイル2を用いて鋼管突合せ部の内面および外面の少なくとも一方を予め加熱した後、サブマージアーク溶接を行うとともに、鋼管1の回転中に、高周波誘導加熱コイル2と鋼管突合せ部の内面または外面との間隔tがほぼ一定になるように、鋼管の内面または外面に対する高周波誘導加熱コイル2の垂直方向の相対位置を制御する。
(もっと読む)
タービンロータ
【課題】本発明は、ロータ母材の化学組成が異なる、少なくとも2つのロータの突合せ部を、溶接部を介して連結したタービンロータにおいて、溶接継手部における硬度分布に段差が無く強度の不均一を緩和したバタリング層を形成し、信頼性の高いタービンロータを提供することを目的とする。
【解決手段】ロータ母材の化学組成が異なる、少なくとも2つのロータの突合せ部を、溶接部を介して接合したタービンロータにおいて、少なくとも一方の前記突合せ部にバタリング層5を設ける。該バタリング層の硬度分布を、前記ロータ母材の硬度を始点とし、前記溶接部の硬度を終点とする直線の±5%の範囲内で変化するように構成している。
(もっと読む)
181 - 200 / 517
[ Back to top ]