
Fターム[4E001BB12]の内容
Fターム[4E001BB12]に分類される特許
1 - 20 / 49
溶接熱影響部の靭性に優れた鋼材並びに溶接継手、溶接継手の製造方法
【課題】大型構造用鋼として適用可能な、溶接熱影響部靭性に優れた鋼材及び溶接継手と溶接継手の製造方法を提供する。
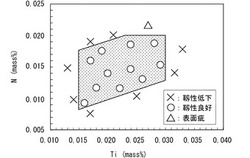
【解決手段】質量%で、C:0.03〜0.16%、Mn:0.3〜2.0%、Ti:0.016〜0.030%、V:0.025〜0.100%、B:0.0016〜0.0050%、N:0.0050〜0.0200%を含有し、0.3[Ti]+1.35[B]−0.0016≦[N]≦0.3[Ti]+0.12[V]+0.0035、及び、Y−0.02≦X≦Y+0.02を満足する鋼材。X=[C]+[Mn]/6+([Cu]+[Ni])/15+([Cr]+[Mo]+[V])/5+2[Nb]、Y=1.71×10-4×H+0.32。[M]は元素Mの含有量[質量%]、Hは想定溶接入熱[kJ/cm]。想定溶接入熱Hで溶接を行った際の溶接熱影響部の有効結晶粒径は35μm以下である。
(もっと読む)
タービンロータ等の大型溶接構造物の異材溶接部及びその製造方法

【課題】本発明は、板厚方向に強度分布の変化が少ないバタリング部を含む異材溶接部材、及び該異材溶接部材の製造方法を提供すること。
【解決手段】組成及び調質条件の少なくともいずれかが異なる二つの母材を、該二つの部材の異なる組成又は調質条件の不整合を緩和するためのバタリング及び前記母材の一方と前記バタリングを接合するための本溶接金属を介して、溶接した異材溶接部において、前記バタリングが板厚方向に積層された溶接金属から構成され、前記バタリングにおける前記母材との希釈率が50%以下であること。溶接開先の底部側に部材を備えることにより開先深さを深くしたダミー材及び母材を、前記バタリングを用いて突き合わせ溶接する工程、及び前記バタリングからなる溶接金属内に開先を加工する工程を含むこと。
(もっと読む)
溶接方法およびこれを用いた船舶
【課題】T字溶接継手のすみ肉の溶接にレーザーアークハイブリッド溶接を用いて、すみ肉溶接を行う入射面側に対して反対面側の反入射面側のすみ肉の硬度を改善することが可能な溶接方法およびこれを用いた船舶を提供することを目的とする。
【解決手段】母材3と部材2とをT字状に合わせたT字溶接継手1のすみ肉5をレーザービームおよび電気アークを用いる溶接9の溶接方法において、レーザービームおよび電気アークを用いる溶接9が施工される入射面側のすみ肉5に対して入射面側溶接を行ってから所定の時間内に、部材2を挟んで入射面側のすみ肉5とは反対の反対面側の反入射面側のすみ肉7に対して溶材8を供給することを特徴とする。
(もっと読む)
レーザー・アーク複合溶接方法及び該溶接方法による溶接部材の製造方法
【課題】溶接速度を20m/分程度まで向上しつつ、良好なビード形状が得られ、且つブローホールなどの溶接欠陥を抑制できる溶接方法、および該溶接方法を用いた溶接部材を製造する方法を提供する。
【解決手段】ステンレス鋼、チタン、又はチタン合金の平板または管状に成形された帯状板の両端部を突合せ溶接する溶接方法であって、突合せ部の溶接では、レーザー溶接を先行させ、TIGアーク溶接を後行させてレーザー光照射とアーク放電を同一溶接線上に配置させながら溶接することを特徴とするレーザー・アーク複合溶接方法である。
(もっと読む)
高耐食性材料の溶接方法
【課題】オーステナイト系ステンレス鋼やニッケル基合金などの高耐食性材料に対し、高効率、高信頼性を有し、かつ溶融部近傍の粒径粗大化や偏析などの変質を抑制できる接合方法を提供する。
【解決手段】V形状の開先12を有し、高耐食性材料を用いた被溶接板材の母材10の内部から表面まで第一の溶接としてTIG溶接を施して溶融金属14を形成した後、溶接金属14の上に第二の溶接としてレーザ溶接を施す。
(もっと読む)
溶接方法
【課題】セルフシールドアーク溶接は、大型の発電機を用い、一般には、交流電流を使用する。大型の発電機のない場所では、溶接機を用いてのアーク溶接か、別途大型発電機を用意してのセルフシールドアーク溶接が行われている。
【解決手段】交流電流の確保が難しい場合には、エンジンウェルダなどの直流交流電源を使用した直流電流による溶接方法により、大型の発電機を必要とせず、経済性も向上し、狭い範囲での溶接を可能とする。
(もっと読む)
接合方法
【課題】摩擦攪拌接合の長所を活かしつつ、その短所を補うことが可能な接合方法を提案する。
【解決手段】接合方法は、複数の金属製の被接合部材を突き合わせて突合部を構成する突合工程S1と、突合部の一部に沿って摩擦攪拌を行う摩擦攪拌接合工程S2と、突合部の他部に沿って溶接を行う溶接工程S3と、を有する。
(もっと読む)
レーザ・アークハイブリッド溶接方法
【課題】ステンレス鋼の溶接継手において、従来よりも高強度、高靱性を備えた継手を得ることができるレーザ・アークハイブリッド溶接方法の提供。
【解決手段】ステンレス鋼の溶接部位において、レーザヘッド2から照射されるレーザLとアーク溶接トーチ3から放電されるアークAとを重畳してレーザLによるプルームとアークAとを相互作用させると共に、上記溶接部位を含む溶接ガス雰囲気を、上記プルーム以外のガス体積比でN2を30体積%より多く含有する雰囲気に調節する。
(もっと読む)
キャパシタディスチャージスタッド溶接方法
【課題】母材およびスタッドボルトのうちのいずれか一方にアルミニウムまたはアルミニウム合金を用い、他方に銅または銅合金を用いて溶接するときに、得られる溶接部の接合不良のないキャパシタディスチャージスタッド溶接方法を提供する。
【解決手段】母材およびスタッドボルトのうちのいずれか一方にアルミニウムまたはアルミニウム合金を用い、他方に銅または銅合金を用いて、投入エネルギー40J〜400Jの条件でキャパシタディスチャージスタッド溶接する。直流逆極性溶接であり、溶接に先立ち、スタッドボルトを酸洗いする。
(もっと読む)
溶接装置、溶接棒ヘッドおよび方法
溶接装置は、被加工物の表面にクラッディング材料を同時に溶着するために、離間した構成の関連する複数の連続送給溶接棒のアレイを同時に収容するように適合された溶接棒ヘッドを有する。溶接棒ヘッドは、溶接軌跡を通って作動可能であり得る。溶接装置は、複数の連続送給溶接棒それぞれと被加工物との間に溶接アークを同時に作るために電力を供給するように適合された溶接電源を有し得る。 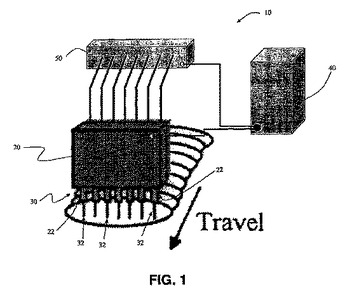 (もっと読む)
(もっと読む)
レーザ・アーク複合溶接ヘッド
【課題】溶接方向に対して溶接母材の変形や歪み、傾き、板厚の変化が生じた場合でも、レーザ集光ヘッドとアークトーチとの距離、レーザ集光ヘッド及びアークトーチと溶接母材との距離を常に一定に保つことにより、安定したレーザ・アーク複合溶接を行うことができるレーザ・アーク複合溶接ヘッドを提供する。
【解決手段】溶接線方向に略平行に配置され、溶接母材Wの板面上で溶接線方向に沿うように転動する少なくとも2つ以上の倣いローラ4を回動自在に支持するローラ支持フレーム5と、ローラ支持フレーム5を溶接線方向に沿って揺動可能に支持する可動フレーム7と、可動フレーム7を鉛直方向に案内支持する精密直線ガイド9と、ローラ支持フレーム5を溶接母材Wの板面方向に所定の荷重で付勢するスプリング8とを含んでいる。レーザ集光ヘッド1及びアーク溶接トーチ2は、溶接線上に配置されるようローラ支持フレーム5に取付けられている。
(もっと読む)
ジルコニウム(Zr)製ベローズ
【課題】過酷な成形加工に耐えるジルコニウム(Zr)製薄肉パイプを造管し、これまで存在していない、耐食性の優れたジルコニウム製の液圧成形もしくは、ロール成形ベローズを提供する。
【解決手段】ジルコニウム製薄肉ベローズを成形するため、使用されるジルコニウム製薄肉溶接パイプの造管過程において、溶接金属及び熱影響範囲での酸素プラス窒素の含有量の増加を、100ppm以下に抑制することより、ジルコニウム製ベローズの液圧成形もしくはロール成形を可能とした。
(もっと読む)
溶接ワイヤ送給装置及びレーザ・アークハイブリッド溶接装置
【課題】レーザ・アークハイブリッド溶接において、安定したアークを形成させることにより溶接品質の向上が可能とされる溶接ワイヤ送給装置及びレーザ・アークハイブリッド溶接装置を提供すること。
【解決手段】溶接トーチ11に溶接ワイヤMを繰出ローラ25によって送給する溶接ワイヤ送給装置20であって、前記繰出ローラ25を前記溶接ワイヤMに向かって押圧する押圧手段26を有し、前記押圧手段26の押圧力を制御することにより前記溶接ワイヤMの送給速度を調整するように構成されていることを特徴とする。
(もっと読む)
溶接金属の靭性に優れた1パス大入熱溶接継手およびその製造方法
【課題】実質的に1パスで溶接される大入熱溶接法を用いて厚鋼板の溶接継手を作製するに際し、良好な溶接金属特性を有するとともに、溶接構造物としての安全性の高い、溶接金属の靭性に優れた1パス大入熱溶接継手およびその製造方法を提供する。
【解決手段】規定範囲の成分を含有する厚鋼板と溶接部とからなり、さらに、次式{Ceq.=C%+Si%/24+Mn%/6+Ni%/40+Cr%/5+Mo%/4+W%/8+V%/14}で表される炭素当量(Ceq.)が0.40%〜0.70%の範囲であり、かつ、次式{Nbeq.=Nb%+0.5Ta%+0.4V%+0.25Zr%+0.05%Cr+0.25%Mo%+0.12W%}で表されるNb当量(Nbeq.)が0.020〜0.30%の範囲であり、さらに、溶接金属組織における粒界フェライトの割合が面積率で5%以下であり、降伏強度が500MPa以上である構成とする。
(もっと読む)
交流パルスアーク溶接によるインコネルの肉盛り溶接方法
【課題】交流パルスアーク溶接によるインコネルの肉盛り溶接において、所望の希釈率のビード形状を容易に形成することができるようにする。
【解決手段】電極マイナス極性期間中は電極マイナス極性電流を通電し、電極プラス極性期間中はピーク電流及びベース電流を通電し、前記電極マイナス極性期間を調整することによって電極マイナス極性電流比率を適正化して溶接する交流パルスアーク溶接によるインコネルの肉盛り溶接方法において、希釈率設定値Rkを予め設定し、この希釈率設定値Rkを入力として予め定めた期間設定関数TNRによって前記電極マイナス極性期間Tnrを算出し、この算出された電極マイナス極性期間Tnrによって前記電極マイナス極性電流比率を適正化し、前記希釈率設定値Rkによって設定された希釈率のビード形状を形成する。
(もっと読む)
溶接ブラケットのアーク溶接方法及び装置
【課題】アーク溶接だけで、均一で安定した溶接部が得られる、板状の溶接ブラケットを被溶接部材に溶接するアーク溶接方法及び装置を提供する。
【解決手段】溶接ブラケット3の溶接面を保持するヘッド5と、ヘッド5と被溶接部材4の間にガスを封入するシールド空間6を形成するシールド7とを有し、アークを生成して溶接ブラケットを被溶接部材に溶接する溶接ツール2を備え、また、シールド空間6にガスを供給するガス供給装置8を備えている。ガス供給装置8は、不活性ガス供給源9と活性ガス供給源10と不活性ガスと活性ガスを混合してシールド空間6に混合ガスを供給する混合装置11と制御装置12とを備え、制御装置12は不活性ガスと活性ガスの比を被溶接部材の材料や被溶接部材の板厚や溶接ブラケットの溶接面サイズによって調整する。
(もっと読む)
重ね継手の溶接方法
【課題】 被溶接物にレーザビームによる溶接とアーク溶接を同時に行う際、前記レーザビームと前記アーク溶接で形成した溶融池に第2ワイヤを供給すると共に前記第1ワイヤと前記被溶接物との間に形成したアークの電流を所定値以下にする複合溶接方法を提供する。
【解決手段】 被溶接物1の溶接位置にレーザビーム3を照射しながら前記溶接位置に第1ワイヤ5を送給して前記被溶接物1との間でアーク溶接を同時に行う複合溶接方法を用いた重ね継手の溶接方法であって、前記レーザビーム3と前記アーク溶接で形成した溶融池8に第2ワイヤ9を供給すると共に、前記第1ワイヤ5と前記被溶接物1との間に形成したアーク6の電流を所定値以下にすることによって低いアーク電流を用いつつ、第2ワイヤの供給によって溶着量を上げることができ、良好な重ね継手を形成することができる。
(もっと読む)
レーザ・アーク複合溶接ヘッド及びその方法
【課題】高速で良好なビードを形成することができるレーザ・アーク複合溶接ヘッド及びその方法を提供する。
【解決手段】レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、アルミニウム鋼板である母材Wを溶接するレーザ・アーク複合溶接方法であって、入力されたレーザ光L0を分割レーザ光L2a,L2bに2分割した後、母材Wに対して集光、照射すると共に、この分割レーザ光L2a,L2bの光軸と同軸上に配置したアーク電極20からアークAを発生させて同軸溶接を行い、更に、このアーク電極20の溶滴移行形態をスプレー移行とする。
(もっと読む)
レーザ・アーク複合溶接ヘッド
【課題】狭い空間内において使用しても、周辺部材に接触することなく、溶接を行うことができるレーザ・アーク複合溶接ヘッドを提供する。
【解決手段】光ファイバ13をその光軸がMIG電極22の軸心に対して角度αで交差するように配置し、この光ファイバ13により入力されたレーザ光L0を、平行にして平行レーザ光L1とした後、この平行レーザ光Lを、反射ミラー15,16によって分割レーザ光L2a,L2bとして反射させて偏光させる。
(もっと読む)
2電極アーク溶接方法
【課題】溶接部の溶存酸素量を低減することが可能な2電極アーク溶接方法を提供すること。
【解決手段】溶接母材Pに対して送給されるワイヤWとこのワイヤWを囲うように同心状に配置された非消耗電極とを備えた溶接トーチを用い、ワイヤと溶接母材Pとの間にGMAアーク6aを発生させ、かつ上記非消耗電極と溶接母材Pとの間にプラズマアーク6bを発生させるとともに、GMAアーク6aを直接囲うようにセンターガスGcを供給し、かつセンターガスGcに対して同心軸外側にシールドガスGsを供給する、2電極アーク溶接方法であって、センターガスGcは、不活性ガスであり、シールドガスGsは、不活性ガスと還元性ガスとの混合ガスである。このような構成とすることにより、溶融池Mpに溶解した酸素を除去することが可能であり、溶接ビードWpの溶存酸素量を低減することができる。これにより、溶接ビードWpの低温靭性を高めることができる。
(もっと読む)
1 - 20 / 49
[ Back to top ]