
Fターム[4E001CA01]の内容
Fターム[4E001CA01]に分類される特許
41 - 60 / 83
交流パルスアーク溶接装置および制御方法
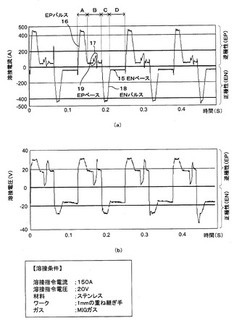
【課題】 ステンレスや鉄のワークに対して交流パルスアーク溶接を行う。
【解決手段】 逆極性に切り換えてパルス電流16を出力する第1ステップを実行し、ベース電流19を出力して短絡を発生させる第2ステップを実行し、その後、正極性に切り換えてパルス電流18を出力する第3ステップを実行し、ベース電流15を出力する第4ステップを実行する。
(もっと読む)
薄鋼板の高速ガスシールドアーク溶接方法

【課題】薄鋼板の高速ガスシールドアーク溶接方法において、特に重ね継手部やT継手部を高速度で溶接する場合、ワイヤ狙い位置が変動しても溶接時に溶け落ちを発生することなく安定的な溶け込み量を確保しビード幅の広い良好な溶接ビードが得られる方法を提供する。
【解決手段】C:0.2〜0.7%、Si:0.05〜0.2%、Mn:0.2〜0.5%を含有するソリッドワイヤを用いて、パルスピーク電流Ip:380〜600A、パルスベース電流Ib:30〜80Aで、かつ前記パルスピーク電流Ip[A]とパルスピーク時間Tp[ms]が下記(1)式を満足するパルスを印加しつつ溶接する。120≦Ip×Tp≦380(1)
(もっと読む)
鋼材とアルミニウム材のMIG溶接継手の製造方法及び鋼材とアルミニウム材のMIG溶接継手
【課題】鋼材端面の表面処理の有無に拘わらず、溶接部に、鋼材とアルミニウム材とに跨るビードを鋼材の端面に沿って連続的に形成することのできる、鋼材とアルミニウム材のMIG溶接継手の製造方法を提供すること、また、そのような連続的なビードが形成されたMIG溶接継手を提供すること。
【解決手段】鋼材12として、厚さ:tが、0.50〜2.0mm、且つアルミニウム材14の厚さの0.6〜0.8倍であるものを、溶接ワイヤ30として、半径:rが0.4〜0.8mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、鋼材12が上になるように鋼材12とアルミニウム材14とを重ね合わせて、0≦L/r≦4を満たすように溶接ワイヤを配置した状態で、4.0≦L/r+(t/α)×V≦6.0を満たすように溶接ワイヤを相対的に移動させる一方、所定の直流パルスMIG溶接操作を施して、重ね隅肉継手を製造した。
(もっと読む)
鋼材とアルミニウム材のMIG溶接継手の製造方法及び鋼材とアルミニウム材のMIG溶接継手
【課題】鋼材端面の表面処理の有無に拘わらず、溶接部に、鋼材とアルミニウム材とに跨るビードを鋼材の端面に沿って連続的に形成することのできる、鋼材とアルミニウム材のMIG溶接継手の製造方法を提供すること、また、そのような連続的なビードが形成されたMIG溶接継手を提供すること。
【解決手段】鋼材12として、厚さ:tが、0.50〜2.0mm、且つAl材14の厚さの0.6〜0.8倍であるものを、溶接ワイヤ30として、半径:rが0.4〜0.8mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、鋼材12が上になるように鋼材12とAl材14とを重ね合わせて、0≦L/r≦4を満たすように溶接ワイヤを配置した状態で、4.0≦L/r+(t/α)×V≦6.0を満たすように溶接ワイヤを相対的に移動させる一方、所定の直流パルス電流を流して、鋼材端面に対してMIG溶接操作を施した。
(もっと読む)
薄鋼板の隅肉アーク溶接方法
【課題】 溶接速度80cm/min超でも、溶接止端部形状が良好で、溶接継手の疲労特性を向上させることのできる、薄鋼板の隅肉アーク溶接方法を提供する。
【解決手段】 1.6〜6mm厚の鋼板の隅肉アーク溶接を、ソリッドワイヤを用いた溶接速度80cm/min超150cm/min以下のガスシールドアーク溶接で行う際、前記鋼板を、C=0.001〜0.15%、Si=0.2〜2.0%、Mn=0.5〜2.5%を含有し、残部鉄及び不可避不純物からなる、TS280〜600MPa級の鋼板とし、前記ソリッドワイヤを、C=0.03〜0.15%、Si=0.2〜2.0%、Mn=0.5〜2.5%、Cu≦0.5%を含有し、残部鉄及び不可避不純物からなるソリッドワイヤとし、更に、前記鋼板とアーク溶接用ソリッドワイヤとを、{Si(鋼板)+0.1×Si(ワイヤ)}≧0.32になるように組み合わせることを特徴とする。
(もっと読む)
厚鋼板の多電極サブマージアーク溶接方法
【課題】UOE鋼管やスパイラル鋼管などの大径鋼管の造管溶接に用いて好適な、厚鋼板の多電極サブマージアーク溶接方法を提供する。
【解決手段】第1電極から第3電極までのワイヤ中心間距離が鋼材表面位置において40mm以上60mm以下で、第1電極(I1)と第2電極(I2)の電流比が下式を満たし、且つ第1電極の電流密度を250A/mm2以上、第2電極の電流密度を150A/mm2以上とし、電極数が4電極の場合は、第3電極から第4電極までのワイヤ中心間距離を鋼材表面位置において20mm以下とする。I2/I1≧0.5ここで、I1:第1電極電流(A),I2:第2電極電流(A)
(もっと読む)
エレクトロガスアーク溶接方法
【課題】開先の開先深さ方向の全幅の範囲でアークを発生させることができるために、開先の開先深さ方向の全幅の範囲にわたって溶接ワイヤの充分な溶け込みを確保することができるエレクトロガスアーク溶接方法を提供する。
【解決手段】被溶接材である鋼板の突き合わせ継手に開先を形成し、前記開先の一面側に上方に摺動する水冷銅板を当てるとともに他面側に裏当材を当て、前記水冷銅板、裏当材及び被溶接材で囲まれた開先内で溶接トーチから送給された溶接ワイヤをアークによって溶融させながら、前記水冷銅板と溶接トーチを同行して上進させることで、前記溶融した溶融ワイヤが下方から順次凝固して溶接継手を形成していくエレクトロガスアーク溶接方法において、前記溶接トーチを前記開先内で前記鋼板の板厚方向に沿って円弧状の往復運動をさせ、前記開先内手前及び奥の両端部においても、溶接ワイヤのアークによる溶融を行うことができるようにした。
(もっと読む)
T型継手の貫通溶接方法及び貫通溶接構造物
【課題】上板側に形成される開先溝や継手ギャップを不要にし,上板表面側からの1パス溶接で下側の立板側まで確実に溶融接合して,十分な溶接強度を得ること。
【解決手段】上板の板厚T1より厚肉の立板3上面に1枚重ね配置された上板1表面又は2枚並列に突合せ配置された上板1,2表面から下側の立板3まで溶融接合するT型継手の貫通溶接方法において,不活性ガスのシールドガス9bを流出するシールドガス供給手段を用いて非消耗電極方式のアーク溶接を遂行すると同時に,溶け込み深さ促進性のフラックス剤が充填されているフラックス入りワイヤ4をアーク6溶接部分に送給しながら下側の立板3まで溶融させ,少なくとも上板裏面貫通後の立板3側の溶け幅wを前記上板1,2の板厚T1より大きく(w>T1)形成,又は上板1,2裏面の貫通部分若しくは立板3側の溶け幅w部分の溶接断面積Aを上板1,2側の板厚断面積B1より大きく(A>B1)形成する。
(もっと読む)
亜鉛めっき鋼板溶接用ステンレス鋼フラックス入り溶接ワイヤおよびこれを用いた亜鉛めっき鋼板のアーク溶接方法
【課題】亜鉛脆化割れが発生せず、耐食性、延性に優れる溶接部が得られ、溶接作業性が良好な、亜鉛めっき鋼板溶接用ステンレス鋼フラックス入り溶接ワイヤ及びこれを用いた溶接方法を提供する。
【解決手段】ステンレス鋼外皮及びフラックス中に、金属又は合金として、ワイヤ全質量に対し、C:0.01〜0.05%、Si:0.1〜1.5%、Mn:0.5〜3%、Ni:7〜10%、Cr:26〜30%を含有し、F値が30〜50を満足し、前記フラックス中に、スラグ形成剤として、TiO2:3.8〜6.8%、SiO2:1.8〜3.2%、ZrO2:1.3%以下、Al2O3:0.5%以下を含有し、その他のスラグ形成剤との合計量が7.5〜10.5%であり、前記TiO2は、スラグ形成剤合計量に対し50〜65%を満足し、残部Fe及び不可避的不純物である。
(もっと読む)
油およびガス工業におけるスチール構造物を接合するための溶接金属組成物
油、ガス、および/または石油化学の用途で用いるための金属構造物、およびこれらの構造物を形成するための方法が提供される。これは、非鉄または高合金溶接金属組成物、若しくは高合金溶接金属組成物と接合される。溶接された金属構造物には、鉄または非鉄部材の二種以上の部分、および融接物、摩擦撹拌溶接物、またはそれらの組み合わせが含まれる。得られる溶接された構造物は、従来の鉄ベースの溶接組成物に比較して、疲労耐性、靭性、変形性能、強度、応力腐食割れ耐性、および水素脆性耐性の向上を示す。構造物、およびこれらの構造物を形成する方法は、天然ガスの輸送および貯蔵、油およびガスの坑井仕上げおよび生産、並びに油およびガスの精製所および石油化学プラントの用途において、金属部材を接合するのに有利である。溶接金属としては、Inconel 625、Ti64、ステンレス鋼、マルエージング鋼、析出硬化鋼が挙げられる。 (もっと読む)
T型継手の貫通溶接方法及びT型継手の貫通溶接構造物
【課題】上板側に形成される開先溝やギャップを不要とし,上板表面からのアーク溶接によって下側の立板側まで溶融接合した健全な溶接金属部を得ることにある。
【解決手段】下側の立板3の上端面に上板1を配置してT型継手を形成し,さらに,前記T型継手の上板1の表面部に溶け込み促進剤4を塗布した後,非消耗電極方式のアーク溶接を遂行する際,下側の立板厚T2が上板厚T1と同一の厚み又は上板厚T1より薄い場合は,上板1裏面貫通後の立板3側の溶融プール7aの溶け幅wを立板厚T2以上に形成させ,一方,前記下側の立板厚T2が上板厚T1より厚い場合には,前記溶融プール7aの溶け幅wを上板厚T1以上に形成させて,所望の溶接金属部7bを有する溶け込み形状とする。
(もっと読む)
鋼管の突合せ溶接方法および溶接鋼管の製造方法
【課題】高周波誘導加熱を行いながら鋼管の突合せ溶接等をする際に、溶接ビード部の品質の安定化や加熱コイルと溶接ビード部との干渉による作業トラブルの防止を図ることができる鋼管の突合せ溶接方法および溶接鋼管の製造方法を提供する。
【解決手段】鋼管1の軸方向端面どうしを突合せた後、鋼管1を周方向に回転させつつサブマージアーク溶接を行い接合する方法であって、高周波誘導加熱コイル2を用いて鋼管突合せ部の内面および外面の少なくとも一方を予め加熱した後、サブマージアーク溶接を行うとともに、鋼管1の回転中に、高周波誘導加熱コイル2と鋼管突合せ部の内面または外面との間隔tがほぼ一定になるように、鋼管の内面または外面に対する高周波誘導加熱コイル2の垂直方向の相対位置を制御する。
(もっと読む)
アルミニウム材と鋼材のMIG溶接継手及びMIG溶接方法
【課題】溶接部の健全性が高められ、優れた継手強度を有するアルミニウム材と鋼材のMIG溶接継手を提供すること、並びに、材質が異なるアルミニウム材と鋼材とを重ね合わせて、それらをMIG溶接する際に、入熱が低くなるようにコントロールして、溶接部の健全性を効果的に高め得るアルミニウム材と鋼材のMIG溶接方法を提供すること。
【解決手段】アルミニウム材12として、厚さ:Pが0.5〜2.0mmであるもの、鋼材14として、厚さ:Qが0.6≦Q/P≦0.8を満たすもの、溶接ワイヤ26として、直径:Lが0.8〜1.6mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、アルミニウム材12と鋼材14とを重ね合わせて、かかるアルミニウム材12の端面部位に対して、所定の直流パルスMIG溶接操作を施した。
(もっと読む)
アルミニウム材と鋼材のMIG溶接継手及びMIG溶接方法
【課題】溶接部の健全性が高められ、優れた継手強度を有するアルミニウム材と鋼材のMIG溶接継手を提供すること、並びに、材質が異なるアルミニウム材と鋼材とを重ね合わせて、それらをMIG溶接する際に、入熱が低くなるようにコントロールして、溶接部の健全性を効果的に高め得るアルミニウム材と鋼材のMIG溶接方法を提供すること。
【解決手段】アルミニウム材12として、厚さ:Pが0.5〜2.0mmであるもの、鋼材14として、厚さ:Qが0.6≦Q/P≦0.8を満たすもの、溶接ワイヤ24として、直径:Lが0.8〜1.6mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、アルミニウム材12と鋼材14とを重ね合わせて、かかるアルミニウム材12の端面部位に対して、所定の直流パルスMIG溶接操作を施し、鋼材の溶込み深さを、鋼材の厚さの5%以下とした。
(もっと読む)
ペレット、ペレットの製造方法、及びヒューム処理装置
【課題】金属材の熱切断加工や溶接作業などの加工時に発生するヒュームから微粉末を採集し、固化することにより、作業環境の改善、さらにはリサイクルの容易化を図ることのできるペレット、ペレットの製造方法、及びヒューム処理装置を提供する。
【解決手段】ヒューム処理装置は、成形室48と、金属材のプラズマ切断加工時に発生するヒュームから捕集された微粉末を成形室48に搬送する搬送手段35と、前記成形室48に搬送されたヒュームの微粉末を加圧する加圧手段43、46とを備え、加圧手段43、46は、円筒状の成形孔51aと、成形孔51aの内周面に沿って摺動可能なピストン部と、成形孔51aにおけるピストン部と対向する側に配置され、成形孔51aの一端をふさぐ位置に移動自在なスライド体46とを有し、成形孔51aの内径と、ピストン部の外径との間には微粉末の通過できる隙間が形成されている。
(もっと読む)
立向姿勢溶接方法
【課題】厚板鋼板であってもコスト増を抑え且つ小入熱化により強度維持を図りながら効率よく高品質な溶接を実現可能な立向姿勢溶接方法を提供する。
【解決手段】立向姿勢の一対の厚板鋼板の端縁間に所定の狭開先ギャップを有したI形開先を形成し、定電圧特性を有するアーク溶接機の溶接トーチから突き出した溶接ワイヤを厚板鋼板の板厚方向に対し斜め上方からI形開先内に挿入する。そして、溶接トーチを上下に揺動させることで該溶接トーチの先端から送出される溶接ワイヤの先端をI形開先内で板厚方向に往復動させるが、この際、溶接電流Iwが目標値となるよう溶接ワイヤの送給速度Vfを可変させつつ溶接ワイヤの溶接トーチからの突き出し量Lを伸長または短縮させ、さらに溶接トーチの揺動方向に応じて溶接ワイヤの送給速度Vfを加減算補正する(実線)。
(もっと読む)
鉄部材とアルミニウム部材の接合方法及び鉄−アルミニウム接合体
【課題】鉄部材とアルミニウム部材とを良好に接合可能な接合方法、及び、これらが良好に接合した接合体を提供する。
【解決手段】鉄部材とアルミニウム部材とを接合する際、少なくともアルミニウムクラッド板20との接合側にめっき層12を有する鋼板10(鉄部材)と、アルミニウムを主成分とするアルミニウム芯材21と、鋼板10との接合側に、アルミニウム芯材21よりも低融点のアルミニウム合金層22とを有したアルミニウムクラッド板20(アルミニウムクラッド材)からなるアルミニウム部材とを重ね合わせて接合する。
(もっと読む)
熱切断機、及び熱切断方法
【課題】開先加工を施す場合のように、2パス目又はそれ以降の切断が必要となるときに、適正なスタンドオフを維持しながら2パス目又はそれ以降の切断を行えるようにする。
【解決手段】トーチ101の位置を制御するトーチ制御手段と、製品104上にある少なくとも1つの所定の位置における製品高503と、母材103上にある2パス目の切断の開始位置における母材高502とを計測する高さ計測手段とを備え、トーチ制御手段は、2パス目の切断において、その切断ライン106に沿ってトーチ101を移動させる中で、トーチ101が1パス目の切断溝105に到達したときに、高さ計測手段が計測した製品高503と母材高502との差分504に基づいて、トーチ101の高さを変更する。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】 ワイヤにレーザビームが直接に照射するよう前記レーザビームの光軸と前記ワイヤの中心軸とを配置する複合溶接方法複合溶接装置に関する。
【解決手段】 被溶接物6に供給するワイヤ7にレーザビーム5が直接に照射するよう前記レーザビーム5の光軸aa’と前記ワイヤ7の中心軸bb’とを配置し、前記レーザビーム5で前記ワイヤ7を直接溶融することによってワイヤ溶融に必要なアーク電流を減少させ、アークによる溶融池の大きさを減少させる。
(もっと読む)
ガスシールドアーク溶接用ソリッドワイヤ
【課題】
板厚0.6乃至10mmの薄板鋼板の溶接において、1.0m/分以上の高速溶接においてもビード形成が安定し、かつ高温割れ感受性が低く、疲労強度、引張強度及び靭性が優れた溶接継手を得ることができるガスシールドアーク溶接用ソリッドワイヤを提供する。
【解決手段】
C:0.02乃至0.15質量%、Si:0.50乃至1.50質量%、Mn:1.00乃至3.00質量%、P:0.025質量%以下、S:0.020乃至0.150質量%、更に、Nb:0.005乃至0.5質量%、V:0.005乃至0.5質量%、Al:0.010乃至0.5質量%、Cr:0.005乃至0.5質量%、Ni:0.005乃至0.5質量%、B:0.0010乃至0.0100質量%のうち1種又は2種を含有し、残部がFe及び不可避的不純物である。
(もっと読む)
41 - 60 / 83
[ Back to top ]