
Fターム[4E001CA01]の内容
Fターム[4E001CA01]に分類される特許
61 - 80 / 83
ガスシールドアーク溶接フラックス入りワイヤ及び溶接方法

【課題】低コストで疲労強度を向上させることができ、高速溶接性、低スパッタ性、低スラグ性、及び高アーク安定性のガスシールドアーク溶接フラックス入りワイヤ及び溶接方法を提供する。
【解決手段】ワイヤ全質量に対して、C:0.02乃至0.70%、Si:0.30乃至1.50%、Mn:0.50乃至5.00%、Ni:2.0乃至9.5%、Cr:Niとの合計量で4.0乃至18.0%(但し、Crを含まない場合も含む)、O:0.020%以上及びN:0.0020乃至0.0400%を含有し、P:0.030%以下、S:0.030%以下、Ti:0.15%以下、Al:0.20%以下、Nb,V,Mo及びCuからなる群から選択された少なくとも1種:各元素あたり2.00%未満、B:0.0100%以下、REM:0.50%以下、Mg:1.00%以下、F及びCaからなる群から選択された少なくとも1種:各元素あたり0.100%以下、K、Na及びLiからなる群から選択された少なくとも1種:総量で0.200%以下に規制し、残部はFe及び不可避不純物からなり、フラックス率が7乃至30%である
(もっと読む)
金属上に機能的に高品位とされたコンポジット表面層を生成するため熱プラズマを使用する方法

高温の化学的に活性な熱プラズマ流を利用して金属及びその窒化物又は炭化物からなるコンポジット構造物に変化せしめられるといった材料物質を処理する方法及びその方法で得られる製品。該複合している熱プラズマは活性なガス状、液状又は固体状の物質を制御可能に添加することを行う。得られた該表面層は基材を機能的に高品位化し、非常に優れたボンド(接着層)となり、それは剥離したり、砕けることに抵抗性を与え、硬さ、磨耗抵抗性や摩滅抵抗性、及び腐食抵抗性を顕著に高いものとし、摩擦係数が低いものとなる。 (もっと読む)
MAG溶接方法及びこれに用いるシールドガス
【課題】亜鉛めっき鋼板を溶接する場合においてもブローホールやピットの発生を確実に防止して好適な溶接金属を形成可能なMAG溶接方法及びこれに用いるシールドガスを提供する。
【解決手段】溶接トーチの先端から送り出される溶接ワイヤと亜鉛めっき鋼板の間にアークを発生させ、シールドガスを供給しながら溶接金属を形成するステンレス鋼ワイヤを用いたMAG溶接方法において、シールドガスが、酸素と二酸化炭素と不活性ガスの混合ガスとされ、酸素の体積をY%、二酸化炭素の体積をX%としたときに、酸素と二酸化炭素の混合割合を、−X+1≦Y≦−0.25X+10、0≦X≦30、且つ0≦Yとなるように調整して、残体積を不活性ガスとする。
(もっと読む)
両面溶接方法及びその溶接構造物
【課題】両面溶接によって健全な接合部を得るのに有効な両面溶接方法及びその溶接構造物を提供する。
【解決手段】ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、継手部の表面側又は裏面側の一方に前記溶け込み促進剤4aを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合し、その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤4bを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合する。
(もっと読む)
薄鋼板の高速TIG溶接方法
【課題】高速溶接においてもハンピング現象やスパッタの発生がなく、さらにビードの幅が比較的広く、狙い位置管理も容易な薄鋼板の高速TIG溶接方法を提案する。
【解決手段】3本の電極の先端が三角形を形成するように配置し、該3本の電極と被溶接材との間に発生する3つのアークのうち、少なくとも2つ以上のアークが、電磁力の作用によりお互いに引き合って、一体のアークを形成するように、各電極の間隔を近接させて、1つの溶融池を保った状態で溶接することを特徴とする薄鋼板のTIG溶接方法。
(もっと読む)
両面溶接方法及びその溶接構造物
【課題】
溶接継手部に特殊な開先形状の加工を施さない略I型継手又は略T型継手のままで、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とからの両面深溶け込み溶接の施工によって、接合不足のない深い溶け込み形状の健全な接合部を得る。
【解決手段】
ステンレス鋼又は低炭素鋼の部材からなる継手部の表面側又は裏面側に金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、前記溶け込み促進剤4a,4bを前記継手部3の表面側1a,2a又は裏面側1b,2bの一方に塗布及び乾燥した後に特定範囲の溶け込み深さH1までアーク溶接して溶融させ、その後に、前記溶け込み促進剤4a,4bを反対側の残り継手部3aの裏面側1b,2b又は表面側1a,2aに塗布及び乾燥した後に特定範囲の溶け込み深さH2までアーク溶接して溶融させる。
(もっと読む)
MIGブレージング用シールドガスおよびこのシールドガスを用いた溶接方法
【課題】炭素鋼板、亜鉛めっき鋼板、ステンレス鋼板をMIGブレージング溶接する際に、アークのふらつきを抑制し、溶滴をスムーズに離脱させ、陰極点を安定とする。
【解決手段】被接合材が炭素鋼板間、ステンレス鋼板間、炭素鋼板とステンレス鋼板間では、Heが20〜80%と残部がArからなる混合ガスを用い、また亜鉛めっき鋼板では、CO2が3〜6%と残部がAr、He、またはArとHeとの混合ガス、またはO2が2〜4%と残部がAr、He、またはArとHeからなる2種または3種の混合ガスを用い、炭素鋼板間、ステンレス鋼板間、炭素鋼板とステンレス鋼板間、炭素鋼板と亜鉛めっき鋼板間、ステンレス鋼板と亜鉛めっき鋼板間では、O21〜2%とHe20〜80%と残部がAr、またはO21〜2%と残部がArである混合ガスを用いる。
(もっと読む)
ガスシールドアーク溶接用ワイヤ及びガスシールドアーク溶接方法
【課題】 鋼材が200乃至300℃と高温の状態でも、スラグを容易に除去することができるガスシールドアーク溶接用ワイヤ及びガスシールドアーク溶接方法を提供する。
【解決手段】 ワイヤ全質量あたり、C:0.12質量%以下、Si:0.6乃至1.5質量%、Mn:0.8乃至1.8質量%、S:0.007乃至0.040質量%及びTi:0.03乃至0.18質量%を含有し、残部がFe及び不可避的不純物からなる組成で、直径が0.9乃至1.6mmのワイヤを使用し、ワイヤ突き出し長さを20乃至25mm、溶接電流を190乃至350A、溶接電圧を22乃至39Vとし、ワイヤをプラス極とした直流逆極性で下向き溶接し、酸化物換算で、スラグ全質量あたり、SiO2:37質量%以上、MnO:46質量%以下、TiO2:12質量%以下を含有し、下記数式で表されるAが0.50以上である組成のスラグを生成する。 (もっと読む)
(もっと読む)
チャネル形状の接続部材と構造サンドイッチ板部材を溶接によって接続する方法
二枚の構造サンドイッチ板部材(10、20)を接続するために、それぞれに間に嵌合され外板(11、12、21、22)から突出する、チャネル形状の接続部材(14、24)が設けられる。二枚の板部材(10、20)は衝合され、溶接部(31、32)が外板(11、12、21、22)間で形成される。 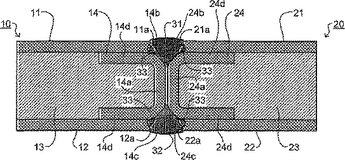 (もっと読む)
(もっと読む)
レーザとマグアークによる複合溶接方法
【課題】 本発明は、高速で溶接しても耐ギャップ性に優れ、溶接品質の向上を図ることができるレーザとマグアークによる複合溶接方法の提供を目的とする。
【解決手段】 本発明は、レーザと消耗電極式アーク溶接とを併用するレーザとマグアークによる複合溶接方法において、アークを先行させ、レーザを後行させ、レーザとアークを同一溶接線上に配置させながら溶接することを特徴とする。
(もっと読む)
ガスシールドアークすみ肉溶接用フラックス入りワイヤ
【課題】 黒皮鋼板を2電極高速水平すみ肉溶接する場合においても、良好なスラグ剥離性、ビード形状およびビード外観が得られるなど良好な溶接作業性を持つガスシールドアークすみ肉溶接用フラックス入りワイヤを提供する。
【解決手段】 ワイヤ全質量に対する質量%で、Ti酸化物をTiO2換算値で2.5〜4.0%、Si酸化物をSiO2換算値で1.2〜2.0%、MgのMgO換算値を含むMgO換算値で0.1〜0.7%、Zr酸化物をZrO2換算値で0.1〜0.4%、Al酸化物のAl2O3換算値で0.3%以下、NaおよびKをNa2O換算値およびK2O換算値の合計で0.05〜0.30%、弗素化合物をF換算値で0.03〜0.20%、を含有し、Fe酸化物のFeO換算値で0.4%以下とし、残部は主に鉄粉、合金剤、脱酸剤および不可避的不純物からなることを特徴とする。
(もっと読む)
鉄系材料とアルミニウム系材料とを接合した異材接合継手
【課題】 溶接線に対する圧縮方向の荷重負荷に対する圧縮強度を高めた異材接合継手を提供することを目的とする。
【解決手段】 アルミニウム系材料3端部に対して、上側あるいは外側になるように、鉄系材料2端部を重ね合わせて溶接接合した異材接合継手1であって、鉄系材料2の端部2aと、この端部2a後面側とに互いに間隔を開けた二つの溶接線6a、6bを有し、鉄系材料2の端部後面側には、前記端部後面側溶接線6aに沿って一定の間隔で空間4aが予め設けられ、これらの空間にアルミニウム溶接材料7が溶融充填されるとともに、アルミニウム溶接材料によるビード5aが形成されるように両材料が溶接接合されており、更に、鉄系材料端部2aには、前記端部溶接線6bに沿って、アルミニウム溶接材料によるビード5bが形成されるように両材料が溶接接合されていることとする。
(もっと読む)
鉄鋼−アルミニウム溶接継手およびその溶接方法
【課題】 施工が容易で、接合強度が高い高い鉄鋼−アルミニウム溶接継手およびそれを容易に製作することができるアーク溶接法を提供する。
【解決手段】 鉄鋼板2は溶接線に沿って複数の貫通穴4が設けられ、前記貫通穴4にはアルミニウム溶接材が溶融充填され凝固したアルミニウム接合部7が形成される。前記アルミニウム接合部7は、その下端部がアルミニウム板3の表面に溶け込み、その上端部が前記鉄鋼板2の表面に被覆形成された溶接ビード5に溶融接合している。前記アルミニウム板3の板厚をTa、前記アルミニウム接合部7の最大溶け込み深さをD、前記溶接ビード5の溶接線における平均厚さをTb、前記貫通穴4の円相当半径をRとしたとき、D/Taを0.10以上、Tb/Rを0.50以上とする。
(もっと読む)
窒素混合シールドガス溶接方法及び溶接用ワイヤ
【課題】 ガスシールドアーク溶接時において低コストで環境に優しい窒素シールドガスを用いる際のブローホールの発生を解消し得る溶接方法及び溶接用ワイヤの提供。
【解決手段】 軟鋼、490MPa級高張力鋼あるいは低合金鋼の窒素混合シールドガスアーク溶接に際し、Cr、Ti、AlとV、Ta、Zrのいずれか1種のうち、少なくともCr、Ti、Alをワイヤ成分中に含ませた溶接用ワイヤを使用して、これ等のワイヤ成分が窒素混合シールドガス中の窒素を固溶体及び窒化物として固定させるようにした窒素混合シールドガス溶接方法。この場合の溶接用ワイヤとしては、重量比で、C:0.09wt%以下、Si:0.45〜1.00wt%、Mn:0.40〜1.36wt%、Ti:0.3〜1.5wt%、Cr:18.50〜20.20wt%、Al:0.1〜0.3wt%を含み、残部がFeと不可避的不純物からなる構成とした。
(もっと読む)
溶接用シールドガス
【課題】 ランニングコストが低廉でかつ、高い溶接性能をえることのできる新しい組成のシールドガスを提供する。
【解決手段】 軟鋼や低合金鋼のガスシールドアーク溶接に使用するシールドガスであって、窒素ガスと炭酸ガスとの二成分系の混合ガスであり、混合ガスの配合比率を窒素ガス6〜70Vol%、残り炭酸ガスとした。
(もっと読む)
土留め部材切断装置及び方法並びにそれらを用いたトンネル形成方法
【課題】 背後に裏当物が存在した状態での土留め部材の切断作業を機械化又は自動化できる土留め部材切断装置及び方法を提供する。
【解決手段】 背後に裏当物Uが存在した状態で土留め部材Dを所定の切断ラインCLに沿って切断するための装置であって、土留め部材Dにガス又はプラズマを噴射して溶融・切断するための切断トーチ2と、切断トーチ2を土留め部材Dの切断面Dsに対して90°よりも小さい角度で傾斜させて配置させるための手段3と、切断トーチ2を切断ラインCLに沿って移動させるための手段3とを備え、切断トーチ2を、土留め部材Dの切断面Dsに対して90°よりも小さい角度で傾斜させた状態で切断ラインCLに沿って移動させることで、溶融物Sが切断トーチ2に向かって飛散しないようにしたものである。
(もっと読む)
高いワイヤスピードでのレーザー/MIGハイブリッド溶接方法。
【課題】高いワイヤスピードを使用するレーザー/MIGハイブリッド溶接方法を提供する。
【解決手段】溶接し合わせようとするエッジ間に設けられる開先の少なくとも一部を、少なくとも1つのフィラーワイヤ2の形態で供給される溶融金属をそこに堆積することにより充填し、互いに併用される電気アーク6およびレーザービーム1を用いてフィラーワイヤを溶融するレーザー/MIGハイブリッド溶接方法であって、溶接を少なくとも2m/minの溶接速度で行い;フィラーワイヤ供給速度は少なくとも20m/minであり;かつフィラーワイヤ直径は1.2mm未満である方法。
(もっと読む)
鋼板のプラズマスポット溶接方法
【課題】 高強度鋼板のスポット溶接において、継手の疲労強度が高い信頼性ある継手を作製することが可能な、実操業に適した安定した技術を提供することを目的とする。
【解決手段】 降伏応力が270MPa以上で、かつ鋼板の板厚が1.0〜3.6mmの鋼板を重ね合わせて、片面からプラズマにより接合部に貫通孔を形成した後、該貫通孔内に、マルテンサイトの体積率が50%以上であり、かつ、前記鋼板の重ね合わせ面における平均円相当径Dが薄い側の鋼板板厚t1に対して3.5√t1mm以上である溶接金属を形成する鋼板のプラズマスポット溶接方法。
(もっと読む)
厚金属基材表面への薄金属シート被覆方法および装置
【課題】耐食性や防汚性を有する薄金属シートを金属基材表面に被覆する方法および装置であって、被覆した薄金属シートの端部に形成される隙間をなくして耐食性を向上すること。
【解決手段】厚金属基材1の表面に薄金属シート2の端部を重ねて配置し、重ね合わせ部の薄金属シートを厚金属基材に抵抗シーム溶接3により接合した後、重ね合わせ部の上側薄金属シートの端部を溶融溶接法4によって下側薄金属シートに溶融接合し、金属基材の表面に薄金属シートを密着被覆するとともに、上側薄金属シート端部の隙間をなくす。
【効果】十分な接合強度が確保できた上で、薄金属シートへの溶接入熱を抑制することができるため、薄金属シート厚さを小さくでき、材料費が低減できるとともに、隙間構造を無くすことにより耐食性も向上しメンテナンス費用も低減できる。
(もっと読む)
接合部の耐食性に優れた亜鉛系合金めっき鋼板の接合方法
【課題】 亜鉛系合金めっき鋼板を接合する際、接合部での異種金属接触腐食によるめっき成分の溶出を防止し、耐食性に優れた接合部を得る。
【解決手段】 めっき成分中のアルミ含有量Aが3質量%以上であり、かつ片面当たりのめっき付着量Bが150≧B≧300/Aを満足し、かつ板厚が3mmを超える亜鉛系合金めっき鋼板1を用い、ステンレス鋼または銅合金溶接材料を用いて溶接する。
(もっと読む)
61 - 80 / 83
[ Back to top ]