
Fターム[4E001DD02]の内容
Fターム[4E001DD02]に分類される特許
121 - 140 / 200
片面アークスポット溶接方法
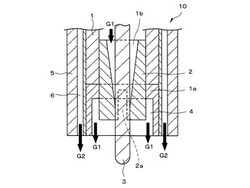
【課題】TIGであっても複数枚のアルミニウム合金の薄板が重ねられて構成された被溶接物に対し、短時間で深い溶込みを実現し、溶接ビードが凸状である信頼性の高い溶接部を得ることができる片面アークスポット溶接方法を提供する。
【解決手段】トーチノズル1は、非消耗式電極3の周りに第1ガスG1を流して非消耗式電極3を外部の雰囲気から遮蔽する第1ガス経路を有する。ガスノズルカップ5は、トーチノズル1の周りを囲むようにトーチノズル1から間隔を設けて配置されている。このガスノズルカップ5とトーチノズル1との間には、第2ガスG2を流して非消耗式電極3及び第1ガスG1を大気から遮蔽する第2ガス経路6が設けられている。第1ガスG1にHeガス又はHeを25%以上含有するHe及びArの混合ガス、前記第2ガスG2にHe以外の不活性ガスを使用する。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤおよび亜鉛めっき鋼板とステンレス鋼板の溶接方法

【課題】 耐食性が良好で、ブローホールやピットの発生が極めて少なく、溶接作業性が良好なステンレス鋼溶接用フラックス入りワイヤおよび亜鉛めっき鋼板とステンレス鋼の溶接方法を提供する。
【解決手段】 金属外皮内にフラックスを充填してなるガスシールドアーク溶接用フラックス入りワイヤにおいて、金属外皮およびフラックス中にワイヤ全質量に対して質量%で、C:0.01〜0.05%、Si:0.10〜0.45%、Mn:0.2〜1.0%、Cr:13〜20%、Nb:0.5〜1.0%、Cu:0.01〜0.3%、Al:0.2〜0.8%、Ti:0.1〜0.8%を含有し、残部はFeおよび不可避的不純物からなることを特徴とする。また、前記ガスシールドアーク溶接用フラックス入りワイヤを用いて亜鉛めっき鋼板または亜鉛めっき棒鋼とステンレス鋼板の重ね継手、T継手またはフレア継手溶接を行うことも特徴とする。
(もっと読む)
MIG溶接方法
【課題】 溶け込み促進が図れて深溶け込みが可能で、安定した溶接を迅速に行えるMIG溶接方法を提供すること。
【解決手段】 純度の高い不活性ガスをシールドガスとしたMIG溶接であり、被溶接板1の溶接継手部8の表面2に活性フラックスFを塗布し、この溶接継手部8をMIG溶接する。
(もっと読む)
耐高温割れ特性に優れた高Niフラックス入りワイヤおよびこれを用いた隅肉溶接方法
【課題】 強度及び靭性並びに耐高温割れ特性に優れた隅肉溶接用高Niフラックス入りワイヤおよびこれを用いた隅肉溶接方法を提供する。
【解決手段】 鋼製外皮内に充填フラックスを充填してなる隅肉溶接用フラックス入りワイヤにおいて、ワイヤ全体で、金属または合金として、ワイヤ全質量に対する質量%で、C:0.01〜0.15%、Si:0.05〜0.8%、Ni:5.0〜12.0%、Mn:1.0〜3.5%を含有し、かつCaを、Ca含有量[Ca%]とMn含有量[Mn%]との関係が、[Mn%]+1.4×[Ca%]:1.5〜3.7%となるように含有すると共に、P:0.02%以下、S:0.01%以下に制限し、さらに、前記充填フラックスに、ワイヤ全質量に対する質量%で、SiO2、Al2O3、Na2O、および、K2Oのうちの1種又は2種以上を、これらの合計量が0.05〜1.0%となるように含有する。
(もっと読む)
中空スタビライザの溶接方法および中空スタビライザ
【課題】中空スタビライザ本体の端部に溶接接合される取付用フランジとの溶接ビート面を一度の溶接工程で、溶接ビード止端部を滑らかに形成して、新たな溶接ビート面の仕上げ加工を不要とし、加工工数の短縮を図るとともにコスト低減を達成できる中空スタビライザの溶接方法を提供するとともに、溶接溶接止端部における応力集中を防止して溶接強度を向上した中空スタビライザを提供すること。
【解決手段】接合部を上方から溶接するように溶接トーチ21を位置させ、パイプ部材の中心軸線Xを中心に溶接治具15にセットしたパイプ部材3および取付用フランジ5を回転させてパイプ部材3の全周にわたってアルゴン(Ar)と二酸化炭素(CO2)との混合ガスをシールドガスとするマグ溶接によって接合することを特徴とする。
(もっと読む)
真空中のアーク発生装置およびアーク発生方法
【課題】スタート後に比較的少ないガス流量でアークに移行することができるとともに、ガス流量の調整範囲を少なくすることができ、脈動現象やアークの消滅を生じることなく、安定したアークを維持する。
【解決手段】中空電極4のガス通路のうち、ガス噴出口5aの先端からガス供給側の一定長さ範囲の領域を断面積が小さいプラズマ発生域とし、さらにそのガス供給側の領域をガス通路断面積がガス噴出口部よりも大きく、プラズマ発生域の圧力変動を抑制するプラズマ発生域抑制部とする。
(もっと読む)
ガスシールドアーク溶接方法
【課題】溶接速度によらず、高速溶接においても、スパッタの発生を抑制することができると共に、止端部形状の揃いが良好で、幅広かつ平坦なビード形状が得られ、また、耐割れ性、耐ブローホール性等にも優れるガスシールドアーク溶接方法を提供する。
【解決手段】ソリッドワイヤを用いてパルス溶接を行うガスシールドアーク溶接方法において、ソリッドワイヤが、S、Si、Mn、C、Pを所定量含有し、残部がFeおよび不可避的不純物からなり、パルス溶接のパルスPにおけるパルスピーク電流(Ip)が350A以上、パルスピーク期間(Tp)が0.5〜2.0msecであり、さらに、シールドガスとして、Ar:75〜98体積%で残部がCO2またはO2の1種以上である混合ガスを使用することを特徴とする。
(もっと読む)
構造部材補修装置、補修用電極および構造部材補修方法
【課題】従来、パルス放電を利用した肉盛溶接によりき裂を被覆する放電被覆法においては、施工前に酸化皮膜の除去が必要であるが従来は溶接装置とは別に研磨装置が必要であった。
【解決手段】補修用電極4を酸化皮膜除去層21で覆った補修用電極4を構造部材31表面に接触させてモータ2によって回転させ、構造部材31表面の酸化皮膜34と酸化皮膜除去層21との摩擦によって酸化皮膜34を除去し、補修用電極4と構造部材31との間でパルス放電を発生させて補修用電極4を溶融させ、肉盛被覆層33を形成し、構造部材31に発生したき裂32を被覆補修する。
(もっと読む)
タンデムアーク溶接システムを制御するロボット制御装置およびそれを用いたアーク倣い制御方法
【課題】アーク倣いの精度に優れ、溶接欠陥が生じることのないアーク溶接が可能となるタンデムアーク溶接システムを制御するロボット制御装置およびそれを用いたアーク倣い制御方法を提供する。
【解決手段】溶接トーチと、溶接トーチをウィービングさせるロボットと、先行極電源および後行極電源と、ウィービング中の溶接状態量を検出する先行極検出部および後行極検出部とを備えるタンデムアーク溶接システムを制御するロボット制御装置8であって、電気的変化量を算出する先行極処理部11aと、その電気的変化量に基づいてウィービング中心軌跡の溶接線からの左右方向および上下方向の位置ずれを補正するための補正量を算出する先行極補正部14aと、電気的変化量を算出する後行極処理部11bと、その電気的変化量に基づいて、ウィービング中心軌跡の溶接線からの回転方向の位置ずれを補正するための補正量を算出する後行極補正部14bとを備える。
(もっと読む)
耐脆性破壊発生特性に優れた溶接継手
【課題】降伏強度が460MPaクラス以上で、板厚が50mm超の大入熱溶接用高強度鋼板を突合せ溶接して、破壊靭性値δcが十分に高い溶接継手を形成する。
【解決手段】質量%で、C:0.04〜0.2%、Mn:0.8〜2.5%、S:0.0005〜0.0025%、Al:0.02%未満、Ti:0.01〜0.05%を含有する鋼材を用いて大入熱溶接した溶接構造体における突合せ溶接継手において、溶接金属中に含まれるO量を20〜250ppmとし、かつ、粒径2.0μm以上の酸化物の量を10個/mm2以下とする。
(もっと読む)
ギャップ調整機構及びそれを用いたアーク溶接装置
【課題】熟練した技術を必要とせずに、金型に熱的悪影響を一切与えることなく、金型の極微細な傷や極僅かな変形を補修し、補修後の金型に高い耐久性を付与し得る手段を提供すること。
【解決手段】ギャップ調整機構41と、そのギャップ調整機構41によって金属からなる母材32の溶接箇所から一定の距離の場所に配設される1次電極15と、母材32に電気的に接続される2次電極16と、1次電極15と2次電極16との間にパルス状に電流を通電して1次電極15と母材32との間に断続的にアークを発生させる電源装置と、アークの発生による熱で溶融した母材32の中へアークが消える前に金属からなる溶加材25を差し込む溶加材送給手段14と、を具備するアーク溶接装置1の提供による。
(もっと読む)
アルミナイズ金属工作物をレーザー−アークハイブリッド溶接する方法
【課題】アルミニウムを含む表面皮膜を有する構造部材の溶接において、良好な機械的特性の得られる方法を提供する。
【解決手段】レーザービームを少なくとも1つの電気アークと組み合わせて金属を溶融し、前記工作物を溶接する。その際、溶融金属の体積を増大し、1.2%より大きい局所的なアルミニウム濃度をなくすことにより、これに起因する機械的特性の低下を防止する。
(もっと読む)
薄鋼板の横向重ね継手の高速ガスシールドアーク溶接方法
【課題】 薄鋼板の重ね継手部の横向姿勢におけるガスシールドアーク溶接において、鋼板の隙間が大きい場合でも溶接時に溶け落ちを発生することなく、ビード幅の広い良好な溶接ビードを得る。
【解決手段】 Si含有量が0.1質量%以下で厚さ2.0〜4.5mmの薄鋼板の横向重ね継手部を1.2m/min以上の溶接速度でガスシールドアーク溶接する方法において、C:0.02〜0.10%、Si:0.5〜1.0%、Mn:1.0〜1.6%を含有するソリッドワイヤを用いて、ワイヤ送給速度11m/min以上、パルスピーク電流Ip:440〜520A、パルスベース電流Ib:30〜80Aで、かつパルスピーク電流Ipとパルスピーク時間Tpが下記(1)式を満足するパルスを付加して溶接する。
415≦Ip(A)×Tp(msec) ≦ 780 ・・・・(1)
(もっと読む)
ガスシールドアーク溶接フラックス入りワイヤ及び溶接方法
【課題】低コストで疲労強度を向上させることができ、高速溶接性、低スパッタ性、低スラグ性、及び高アーク安定性のガスシールドアーク溶接フラックス入りワイヤ及び溶接方法を提供する。
【解決手段】ワイヤ全質量に対して、C:0.02乃至0.70%、Si:0.30乃至1.50%、Mn:0.50乃至5.00%、Ni:2.0乃至9.5%、Cr:Niとの合計量で4.0乃至18.0%(但し、Crを含まない場合も含む)、O:0.020%以上及びN:0.0020乃至0.0400%を含有し、P:0.030%以下、S:0.030%以下、Ti:0.15%以下、Al:0.20%以下、Nb,V,Mo及びCuからなる群から選択された少なくとも1種:各元素あたり2.00%未満、B:0.0100%以下、REM:0.50%以下、Mg:1.00%以下、F及びCaからなる群から選択された少なくとも1種:各元素あたり0.100%以下、K、Na及びLiからなる群から選択された少なくとも1種:総量で0.200%以下に規制し、残部はFe及び不可避不純物からなり、フラックス率が7乃至30%である
(もっと読む)
耐候性鋼用ガスシールドアーク溶接ソリッドワイヤおよびこれを用いたガスシールドアーク溶接方法
【課題】室温から−45℃程度までの環境でも高靭性を有するとともに、優れた低スパッタ性を有し、異材継手でも良好な耐候性、耐割れ性および強度を有するガスシールドアーク溶接ソリッドワイヤおよびこれを用いたガスシールドアーク溶接法を提供する。
【解決手段】Arと、CO2またはO2の1種以上との混合ガスを使用する耐候性鋼用ガスシールドアーク溶接ソリッドワイヤにおいて、C、Si、Mn、P、S、Cu、Cr、Al、Ti、Mo、N、Oを所定範囲内で含有し、残部がFeおよび不可避不純物とからなり、Cの含有量およびPの含有量を用いて、C×P×104で計算される係数が22以下であり、必要に応じて、Cuを所定範囲内で含有するCuメッキ層を設けることを特徴とする。
(もっと読む)
ガスシールドアーク溶接フラックス入りワイヤ及び溶接方法
【課題】高価な元素を用いず、かつ伸線性と高酸素性、高窒素性、及び低スラグ性に優れたフラックス入りワイヤを用いることにより、低コストで溶接金属のMs点を低下させて疲労強度を向上すると共に、優れた高速溶接性、低スパッタ性、低スラグ性、及びアーク安定性を実現するガスシールドアーク溶接フラックス入りワイヤ及び溶接方法を提供する。
【解決手段】C:0.16〜1.50%、Si:0.30〜1.50%、Mn:0.50〜5.00%、O:0.020%以上、及びN:0.0020〜0.0400%を含有し、P:0.030%以下、S:0.030%質量以下、Ti:0.15%以下、Al:0.20%以下、F及びCa:各元素あたり0.100%以下、K、Na、及びLi:総量で0.200%以下、Mg:1.00%以下、REM(希少金属元素):0.50%以下、Ni、Cr、Nb、V、Mo及びCu:各元素あたり2.00%未満、B:0.0100質量以下%に規制し、残部はFe及び不可避不純物からなり、かつフラックス率が7〜30%である。
(もっと読む)
金属上に機能的に高品位とされたコンポジット表面層を生成するため熱プラズマを使用する方法
高温の化学的に活性な熱プラズマ流を利用して金属及びその窒化物又は炭化物からなるコンポジット構造物に変化せしめられるといった材料物質を処理する方法及びその方法で得られる製品。該複合している熱プラズマは活性なガス状、液状又は固体状の物質を制御可能に添加することを行う。得られた該表面層は基材を機能的に高品位化し、非常に優れたボンド(接着層)となり、それは剥離したり、砕けることに抵抗性を与え、硬さ、磨耗抵抗性や摩滅抵抗性、及び腐食抵抗性を顕著に高いものとし、摩擦係数が低いものとなる。 (もっと読む)
タンデムアーク溶接方法
【課題】既に普及しているロボットシステム、及び、既に普及している溶接ワイヤを用いることができ、低コストで、かつ、従来の低速に加え高速でも十分な継手疲労強度が得られるタンデムアーク溶接方法を提供する。
【解決手段】タンデムアーク溶接方法は、シールドガスを用い、2つの電極(L極EL及びT極ET)で1つの溶融池Pを形成して溶接し、Ni及びMnの含有量が、0.50(質量%)≦{Ni(質量%)+Mn(質量%)}≦6.00(質量%)を満足する鉄系ワイヤである第1溶接ワイヤ(溶接ワイヤW1又はW2)と、Ni及びMnの含有量が、11.00(質量%)≦{Ni(質量%)+Mn(質量%)}≦50.00(質量%)を満足するワイヤである第2溶接ワイヤ(溶接ワイヤW2又はW1)とを用いることを特徴とする。
(もっと読む)
溶接方法
【課題】疲労強度を向上させることができると共に、溶接割れの発生を抑えることができる溶接方法を提供する。
【解決手段】本発明に係る溶接方法は、鉄鋼材料からなる溶接母材の溶接において、Niを8〜12重量%含有しオーステナイトからマルテンサイトに変態を開始する温度が200〜350℃である溶接材料を用い、且つ、溶接入熱を9.6kJ/cm以下、希釈率を43%以下、さらにシールドガスとしてArとCO2との混合ガスを供給することを特徴とする。
(もっと読む)
超高強度溶接鋼管の製造方法
【課題】脆性亀裂伝播特性に優れ、天然ガスや原油の輸送用として好適な引張強度800MPaを超える超高強度溶接鋼管の製造方法を提供する。
【解決手段】脆性亀裂伝播停止特性に優れた引張強度800MPa以上の鋼板を冷間加工で管状に成形した後,突合せ部を、CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって溶接する。
(もっと読む)
121 - 140 / 200
[ Back to top ]