
Fターム[4E001DD02]の内容
Fターム[4E001DD02]に分類される特許
141 - 160 / 200
変形能に優れた超高強度溶接鋼管の製造方法
【課題】天然ガスや原油の輸送用として好滴な、引張強度800MPaを超え、変形能に優れる超高強度溶接鋼管の製造方法を提供する。
【解決手段】降伏比80%以下かつ引張強度800MPa以上の、質量%でC:0.03〜0.12%、Si:≦0.5%、Mn:1.8〜3.0%、P≦0.010%,S≦0.002%、Al:0.01〜0.08%、Cu:≦0.7%、Ni:0.01〜3.0%、Cr:≦1.0%、Mo:≦1.0%、Nb:0.01〜0.08%、V:≦0.10%、Ti:0.005〜0.025%、B:≦0.005%、Ca:≦0.01%、REM:≦0.02%、Zr:≦0.03%、Mg:≦0.01%、N:0.001〜0.006%、PcmB≦0.22、残部Feおよび不可避的不純物からなる鋼板を冷間加工で管状に成形した後,突合せ部を、CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって溶接する。
(もっと読む)
高張力鋼溶接用ソリッドワイヤおよび高張力鋼のガスシールドアーク溶接方法
【課題】 建築構造物に適用して、溶接金属の引張強さが900MPa以上で安定した靭性が得られ、溶接欠陥のない高品質の溶接部が得られる高張力鋼溶接用ソリッドワイヤおよび高張力鋼のガスシールドアーク溶接方法を提供する。
【解決手段】 ワイヤ全質量に対する質量%で、C:0.04〜0.12%、Si:0.25〜0.55%、Mn:1.5〜2.5%、Ni:2.5〜3.5%、Cr:0.7〜1.2%、Mo:0.55〜0.90%、Ti:0.005〜0.10%、Al:0.01超〜0.035%を含有し、P:0.012%以下、S:0.008%以下、N:0.006%以下で、その他はFeおよび不可避不純物であることを特徴とする。また、ワイヤ全質量に対する質量%で、VまたはNbの1種以上の合計:0.005〜0.035%を含有することを特徴とする。
(もっと読む)
亜鉛めっき超高張力鋼板のアーク溶接方法

【課題】 引張強さが1.2GPa以上の亜鉛めっき超高張力鋼板を接合するアーク溶接方法であって、接合強度が高く、且つ、その接合強度のばらつきが少ないアーク溶接方法を提供する。
【解決手段】 亜鉛めっき超高張力鋼板の溶接時の溶け込み深さlが、その亜鉛めっき超高張力鋼板の厚さLの20%以上となるように溶接する。
(もっと読む)
容器材料用クロム含有鋼およびその溶接方法、ならびに、容器材料
【課題】溶接部の耐食性と靭性を確保し、容器用素材としてコスト面でも最適なクロム含有鋼を提供する。
【解決手段】0.01〜200質量ppmのハロゲン化合物イオンを含有するpH3〜12の水相を含んでなる水性塗料を保管する容器材料に用いるクロム含有鋼であって、前記鋼が、質量%で、Cr:9〜19%、N:0.008%以上でC+N:0.03%以下、Al:0.002〜0.2%、S:0.01%以下、を含有し、さらに、TiおよびNbを単独または複合して含有し、前記C+N含有量をx(質量%)とすると、Tiの含有量y(質量%)、および、Nbの含有量z(質量%)は、それぞれ単独で含有する場合は、8x≦y≦0.6、18x≦z≦0.6、であり、複合して含有する場合は、1<(y/8x)+(z/18x)、かつ、y+z≦0.6であり、残部がFeおよび不可避的不純物からなることを特徴とする容器材料用クロム含有鋼。
(もっと読む)
ステンレス鋼管の溶接装置及び溶接方法
本発明は、ステンレス鋼管の溶接ビーズ部に酸素遮蔽用アルゴンガスを噴射させつつステンレス鋼管の接合部のスキ間をTIG又はプラズマ溶接するステンレス鋼管の溶接装置及び溶接方法を提供する。本ステンレス鋼管の連続溶接装置は、円状に巻かれた鋼管のスキ間に母材及び溶接材のうちの何れか一つを溶融させつつ酸素遮蔽用アルゴンガスを噴射させる溶接機と、前記鋼管の内部に設置されて、前記溶接機により溶接が進行している溶接ビーズ部から所定距離後方に位置した既に溶接が完了した溶接ビーズ部の内面に向かって、4l/min〜20l/minのアルゴンガスを噴射させる噴射ノズルの形成されたガス供給管と、を備える。本発明によれば、アルゴンガスによって溶接部位の酸化が防止されるとともに、溶接が完了した溶接ビーズ部が急冷されて自動的に固溶化熱処理過程が行われるので、硬度及び耐腐食性などの物理的特性が鋼管の母材と同じステンレス鋼管を連続的に生成できる。 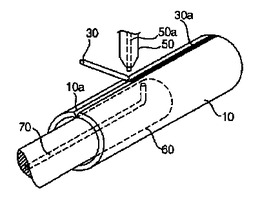 (もっと読む)
(もっと読む)
ステンレス鋼の溶接方法及びステンレス鋼用溶接ワイヤ
【課題】ステンレス溶接において、アークが安定し、ポロシティ、溶接部の割れが発生しない、溶接方法及び溶接ワイヤを提供する。
【解決手段】ステンレス鋼を窒素混合シールドガスを用いてアーク溶接するに当り、ワイヤ成分としてCr、Mo、Al、Vの各成分を含有する溶接用ワイヤを使用し、これらのワイヤの配合成分がC:0.018wt%以下、Si:0.60〜1.30wt%、Mn:0.35〜1.00wt%、Mo:1.5〜3.0wt%、P:0.030wt%以下、S:0.030wt%以下、Cr:22.0〜30.0wt%、Al:0.03〜0.1wt%、V:0.05〜0.35wt%、残りFeであるもの。
(もっと読む)
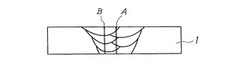
発泡金属部材の溶接方法
【課題】発泡金属部材同士を溶接接合するに際し、溶融プールを安定に形成し維持することができて、発泡金属部材同士の溶接接合を容易に行うことができるようにした、発泡金属部材の溶接方法を提供すること。
【解決手段】一対の発泡金属部材1,1の端面同士を突き合わせて突き合せ線を形成し、前記突き合せ線上に前記発泡金属部材1,1と少なくとも主成分が同一成分からなる金属製板状溶加材2を載置し、MIGアークにより前記金属製板状溶加材と前記突き合せ端面同士とを溶融させ溶け込みを得て、前記一対の発泡金属部材1,1を溶接接合する。
(もっと読む)
2電極大脚長水平すみ肉ガスシールドアーク溶接方法
【課題】 厚板の水平すみ肉ガスシールドアーク溶接でビード形状、外観が良好で、かつ溶接部にスラグ巻き込みや溶込み不足などの溶接欠陥がない大脚長のすみ肉ビードを高能率に得る。
【解決手段】 フラックス入りワイヤを使用する2電極大脚長水平すみ肉ガスシールドアーク溶接方法において、先行電極のワイヤ狙い位置をルート部から下板側に5〜10mm、後行電極のワイヤ狙い位置をルート部から上板側に0〜5mmとし、先行電極と後行電極の電極間距離は30mm以上の2プールで、先行電極電流(AL)と後行電極電流(AT)の比(AL/AT)を0.4〜0.8、和(AL+AT)を450〜850Aとする。
(もっと読む)
鋼板のアーク溶接法
【課題】高速溶接でも、充分なビード幅を確保し得る鋼板のアーク溶接方法を提供すること。
【解決手段】Si:0.20〜2%およびMn:1〜2.5%を、鋼板[Si]+鋼板[Mn]≧1.5を満たすように含有し、さらにO:0.002%以下、およびTi:0.3%以下を含有する鋼板と、Si:0.20〜1.0%、Mn:1.1〜1.8%、Ti:0.20%以下、Al:0.1%以下、およびBi:0.1%以下を含有するソリッドワイヤとを、鋼板[Si]×2+ワイヤ[Si]≧0.70、鋼板[Mn]+ワイヤ[Mn]≧2.2、および鋼板[Si]×2+ワイヤ[Si]+鋼板[Mn]+ワイヤ[Mn]+鋼板[Ti]×2+ワイヤ[Ti]×2+鋼板[Al]×2+ワイヤ[Al]×2+ワイヤ[Bi]×2<7.2を満たすように用いる、ガスシールドアーク溶接方法。
(もっと読む)
ハイブリッド溶接用シールドガスおよび該ガスを用いたハイブリッド溶接方法
【課題】レーザ溶接とアーク溶接とを併用して亜鉛めっき鋼板を重ね溶接する際に使用するシールドガスにおいて、溶接部にピットの発生が無く、溶接金属の溶け落ち、穴開きなどが防止できるハイブリッド溶接用のシールドガスを得る。
【解決手段】シールドガスとしてアルゴンガス、炭酸ガス、酸素ガスからなる混合ガスを用い、シールドガス中の炭酸ガスの体積%をA、酸素ガスの体積%をBとしたとき、炭酸ガスと酸素ガスの混合割合を、鋼板間のギャップがゼロである場合、
15≦A≦50、かつ5≦B≦9、かつ B≧21―0.8A
の範囲に調整し、残部をアルゴンガスとしたものを使用する。
(もっと読む)
ハイブリッド溶接用シールドガスおよび該ガスを用いたハイブリッド溶接方法
【課題】レーザ溶接とアーク溶接とを併用して2枚の亜鉛めっき鋼板の重ね隅肉溶接の際のシールドガスとして適正な混合比のアルゴンガスと炭酸ガス、酸素ガスガスの混合ガスを使用することにより、安価かつ簡便な方法によりビード表面のピット発生及びビード不整やアンダカット等の発生を防止する。
【解決手段】シールドガスとして、アルゴンガス、炭酸ガス、酸素ガスからなる混合ガスを用い、シールドガス中の炭酸ガスの体積%をA、酸素ガスの体積%をBとしたとき、炭酸ガスと酸素ガスの混合割合を、
3≦A≦25、5≦B<13 かつ B≧10―0.33A
の範囲に調整したものを使用する。
(もっと読む)
溶接方法
【課題】従来よりも酸素ガス等の混合ガスの少ないアルゴンガスを用いて安定的にMIG溶接を行う。
【解決手段】母材の表面に対してアーク放電を行うことにより所定領域に溶接クリーニングを行う。次いでその所定領域に対してアルゴンをシールドガスとしてMIG溶接を行う。シールドガスには、アルゴン以外の成分は積極的には添加されない。
(もっと読む)
両面溶接方法及びその溶接構造物
【課題】両面溶接によって健全な接合部を得るのに有効な両面溶接方法及びその溶接構造物を提供する。
【解決手段】ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、継手部の表面側又は裏面側の一方に前記溶け込み促進剤4aを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合し、その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤4bを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合する。
(もっと読む)
高合金鋼の2電極アーク溶接方法
【課題】 不活性ガス100%の雰囲気下で、互いに絶縁された2つの溶接ワイヤを送給し、近接する2つのアークを発生させて溶接する高合金鋼の2電極アーク溶接方法において、溶接部の割れを防止することができる溶接条件範囲を拡大する。
【解決手段】 本発明は、クロム当量及びニッケル当量の異なる2つの溶接ワイヤP2、P3を使用し、2つの溶接ワイヤの合算した送給速度を所望の溶込みが形成される適正値に設定し、前記合算送給速度を前記適正値に固定したままで、溶接部にオーステナイト組織及び少量のフェライト組織からなる組織を形成するように両溶接ワイヤのそれぞれの送給速度を設定する高合金鋼の2電極アーク溶接方法である。
(もっと読む)
溶接装置及び溶接方法
【課題】溶接速度が速く品質の高い狭開先溶接を可能にする溶接装置及び方法を提供する。
【解決手段】溶接装置は、第1溶接チップと、第1溶接チップに対して所定位置に配置される第2溶接チップと、第1溶接チップを用いて生成される第1アークにアークを凝縮・集中させる性質を有する炭酸ガス等の第1ガスを供給する第1ガス供給部と、第2溶接チップを用いて生成される第2アークにアークを広げる性質を有するアルゴンガス等の第2ガスを供給する第2ガス供給部とを備える。
(もっと読む)
スラグ量が少ないメタル系フラックス入りワイヤおよび高疲労強度溶接継手の作製方法
【課題】従来のメタル系フラックス入りワイヤを用いたガスシールドアーク溶接に比べてスラグ発生量が格段に少ないワイヤ及び高疲労強度溶接継手の作製方法を提供する。
【解決手段】板厚が1.0〜5.0mmであり、かつ強度が440〜980MPaである鋼板をガスシールドアーク溶接するためのワイヤであって、ワイヤ全体の質量%で、SiC以外のC:0.001〜0.20%、SiC:0.6〜1.2、SiCおよびSiO2以外のSi:0.05〜1.2%、Mn:0.2〜3.0%を含有し、P:0.03%以下、S:0.02%以下に制限し、さらに、SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上を合計で0.05〜0.40%含有し、残部が鉄および不可避不純物からなり、かつ前記SiC、および、前記SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上は少なくともフラックスとして鋼製外皮内に含有するワイヤ。
(もっと読む)
活性金属溶接用シールドボックス及び溶接台車
【課題】ジルコニウム等の活性金属のアーク溶接で必要な溶接継手の酸化及び窒化防止,自動溶接の施工及び操作性向上,品質良好な溶接部を得るのに有効な活性金属溶接用シールドボックス及び溶接台車を提供する。
【解決手段】ジルコニウム等の活性金属からなる継手部材1a,1bをアーク溶接する時に使用される活性金属溶接用シールドボックスにおいて、前記シールドボックス21は、溶接方向の前方から溶接ワイヤ12を送給及びアーク溶接部分をCCDカメラ14で撮像する開口部23と、この開口部23の中にTIG溶接トーチ10を配置するトーチ取付け機構16と、アーク溶接するTIG溶接トーチ10の周辺及び溶接後方の熱影響部分に不活性ガス32を放出させるガス放出機構部と、前記開口部23の一部を除いた前記シールドボックス21の側面外周囲に設ける軟質変形自在な耐熱性シート24とを備えている。
(もっと読む)
パルスアーク溶接方法
【課題】炭酸ガス主体のシールドガスを使用しても、溶滴及びアークの偏りが少なく、溶滴の大きさ、離脱時期、離脱方向がほぼ完全に一定していると同時に、1パルス群1溶滴移行の規則性が極めて高い溶滴移行を達成しスパッタ発生量及びヒューム発生量を大幅に低減できるパルスアーク溶接方法を提供する。
【解決手段】30乃至100Hzの低周波パルスを連続発振させると同時に、パルス周波数500乃至2000Hzの高周波パルスを上記低周波パルスに重畳させる。この場合に、溶接電流を平均ピーク電流IPavg;300〜700A、平均ベース電流IBavg:50〜300A、パルスピーク期間Tp:3〜25ms、ベース期間Tb:5〜30ms、高周波パルスのピーク期間の電流振幅IPa:50〜600A、高周波パルスのベース期間の電流振幅IBa:20〜200Aとする。
(もっと読む)
ガスシールドアーク溶接方法
【課題】ガスシールドアーク溶接を行なうにあたって、アークの安定性およびスパッタ発生量の低減はいうまでもなく、優れたビード形状を得ることが可能な、鋼素線からなるガスシールドアーク溶接用鋼ワイヤを用いた溶接方法を提供する。
【解決手段】直流電流をピーク電流とベース電流との2水準に設定したパルスを溶接用電源から出力し、ピーク電流を250〜380Aの範囲内とし、F=〔I−(E/2)〕/Hで算出されるF値を1.0〜2.0の範囲内とし、かつ希土類元素を0.015〜0.100質量%含有する鋼素線からなる溶接用鋼ワイヤを用いて正極性でガスシールドアーク溶接を行なう。
(もっと読む)
高温強度と靭性に優れた耐火構造用溶接継手
【課題】 溶接方法によらず、溶接継手全体として、700〜800℃までの温度における耐火性に優れ、かつ、構造物の安全性を確保し得る靭性を有する耐火構造用溶接継手を提供する。
【解決手段】 鋼材と溶接金属の化学組成を適正範囲に限定した上で、溶接金属の化学組成について、Nb当量=Nb%+0.47Mo%+0.25W%+0.65V%+0.4Ta%+0.2Zr%の式で定義されるNb当量を0.05〜1%とし、かつ、固溶Nbと固溶Vとの合計量を0.005〜0.1%とすることにより、溶接継手全体として、700〜800℃までの高温強度と低温靱性とを同時に確保する。
(もっと読む)
141 - 160 / 200
[ Back to top ]