
Fターム[4E001DG03]の内容
Fターム[4E001DG03]に分類される特許
1 - 20 / 32
円周溶接工法および円周溶接構造並びに密閉型圧縮機
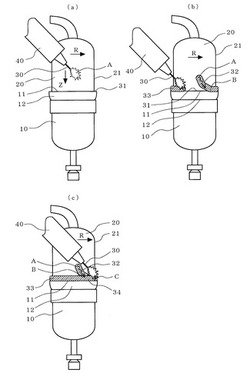
【課題】融合不良部を円周溶接の内部に含まないようにし、疲労寿命の向上を得ることができる円周溶接工法を提供することにある。
【解決手段】第1管体10の端部に第2管体20が挿入され、円周方向に溶接開先に相当する円周方向隅部31が形成された状態において、円周方向隅部31から所定の距離だけ離れた第2管体20の外面21上の位置Aにおいて、溶接を開始し、円周方向Rに向かいながらで徐々に円周方向隅部31に近づく方向に溶接して予熱溶接ビード32を形成する工程と、予熱溶接ビード32が円周方向隅部31に到達した位置Bからは、円周方向Rに向かって溶接して円周溶接ビード33を形成する工程と、円周溶接ビード33が位置Bを通過して位置Cに到達したところで、溶接を終了し、溶接ラップ部34を形成する工程と、を有している。
(もっと読む)
鋼材の突合わせ溶接方法

【課題】製品の特性上溶接後熱処理ができない溶接構造を有する場合、または製造工期短縮、コストダウンを図るために溶接後熱処理を省略する場合においても、溶接部を良好な継手品質にすることによって溶接後熱処理を省略できる鋼材の突合わせ溶接方法を提供する。
【解決手段】厚板の炭素鋼や低合金鋼などの母材の開先面にステンレス鋼、またはニッケル基合金の肉盛溶接を施し、肉盛溶接部の高さを母材の熱影響部に硬化部が形成されない所定の高さ以上とし、次いで肉盛溶接部を開先加工し、その後ステンレス鋼、またはニッケル基合金での突合せ溶接を行う。
(もっと読む)
溶接方法及び溶接装置
【課題】ロータディスクを水平に突き合わせて下向き姿勢で溶接する際に、開先を流路とする対流性上昇気流によって溶接シールドガスが乱されることを防止できる溶接方法及び溶接装置を提供することを目的とする。
【解決手段】2つの筒状部材1を、筒軸方向を水平として突き合わせ、突き合わせ面8の外周に沿って形成された開先4を向くよう、突き合わせた2つの筒状部材1の上部に溶接トーチ6を下向き姿勢で配置し、突き合わせ面8の周囲をヒータで覆い予熱したうえで、2つの筒状部材1を回転させて溶接接合する溶接方法であって、筒状部材1の筒軸を中心として突き合わせ面8の外周に沿って形成された開先4内の、溶接トーチ6を配置した上部から筒状部材1の回転方向の前方側及び後方側のそれぞれ所定の中心角度離れた位置に、開先4内空間の周方向を分離するよう仕切り部材7を配置する。
(もっと読む)
シャーナイフ刃の再生処理方法及び再生シャーナイフ刃
【課題】再生処理を効率的かつ材料に則して行い、再生刃の強靭性、耐久性が高く、延性をも回復することができるシャーナイフ刃の再生処理方法及びその方法により製造された再生シャーナイフ刃を提供する。
【解決手段】使用済みシャーナイフ刃を幅1インチ当たり1時間の割合で400℃で予熱し、予熱後のシャーナイフ刃の表面の付着物を除去し、前記シャーナイフ刃の摩耗若しくは損傷部に対して溶接棒を用いて1200℃で部分溶接を行い、DF2A−400−B系の溶接棒で7〜8mmの厚さとなる全面溶接を温度低下を防ぎながら行い、その後約550℃にて応力除去焼純を行い、7〜8時間の炉冷を行って300℃まで温度低下させ、更に12時間の除冷を行って後に寸法の成形を行う。
(もっと読む)
溶接方法およびこれを用いた船舶
【課題】T字溶接継手のすみ肉の溶接にレーザーアークハイブリッド溶接を用いて、すみ肉溶接を行う入射面側に対して反対面側の反入射面側のすみ肉の硬度を改善することが可能な溶接方法およびこれを用いた船舶を提供することを目的とする。
【解決手段】母材3と部材2とをT字状に合わせたT字溶接継手1のすみ肉5をレーザービームおよび電気アークを用いる溶接9の溶接方法において、レーザービームおよび電気アークを用いる溶接9が施工される入射面側のすみ肉5に対して入射面側溶接を行ってから所定の時間内に、部材2を挟んで入射面側のすみ肉5とは反対の反対面側の反入射面側のすみ肉7に対して溶材8を供給することを特徴とする。
(もっと読む)
改善された溶接性を有する潜水艦船体用鋼
【課題】溶接を使用して組み立てられる、圧延鋼または鍛造鋼部材によって構成される潜水艦船体の製造用の鋼、その使用、および潜水艦船体を提供する。
【解決手段】鋼の化学成分が重量%で、0.03%≦C<0.08%、0.04%≦Si≦0.48%、0.1%≦Mn≦1.4%、2%≦Ni≦4%、Cr≦0.3%、0.3%≦Mo+W/2+3(V+Nb/2+Ta/4)≦0.89%、Mo≧0.15%、V+Nb/2+Ta/4≦0.004%、Nb≦0.004%、Cu≦0.45%、Al≦0.1%、Ti≦0.04%、N≦0.03%を含み、残りは、鉄および製造作業から結果として生じる不純物、含有量が0.0005%未満の不純物であるホウ素、およびP+S≦0.015%を含み、この化学的成分は、410≦540×C0.25+245[Mo+W/2+3(V+Nb/2+Ta/4)]0.30≦460の条件を満たす。
(もっと読む)
溶接用予熱装置及び溶接用予熱方法
【課題】ワークに溶接を施すに際して該ワークに予熱を与える時の熱効率及び作業効率の良い溶接用予熱装置及び溶接用予熱方法を提供する。
【解決手段】ワークWに溶接を施す際に該ワークWに予熱を与えるために用いられる溶接用予熱装置1において、前記ワークWを保持するとともに該ワークWの向きを変更させることが可能なポジショナ10と、前記ワークWを取り囲むように略筒状に形成され、前記ポジショナ10と連動して動作する保温筒20と、前記保温筒20の内側に前記ワークWを加熱可能に配置されたヒータ31、32とが備えられている。
(もっと読む)
レーザー・アーク複合溶接方法及び該溶接方法による溶接部材の製造方法
【課題】溶接速度を20m/分程度まで向上しつつ、良好なビード形状が得られ、且つブローホールなどの溶接欠陥を抑制できる溶接方法、および該溶接方法を用いた溶接部材を製造する方法を提供する。
【解決手段】ステンレス鋼、チタン、又はチタン合金の平板または管状に成形された帯状板の両端部を突合せ溶接する溶接方法であって、突合せ部の溶接では、レーザー溶接を先行させ、TIGアーク溶接を後行させてレーザー光照射とアーク放電を同一溶接線上に配置させながら溶接することを特徴とするレーザー・アーク複合溶接方法である。
(もっと読む)
銅溶接方法及び銅溶接装置
【課題】銅の溶接時に溶接部分に形成されるブローホールの数を抑制することにより溶接強度を高めること。
【解決手段】不活性ガスが充填された不活性ガスボンベ11と、この不活性ガスボンベ11から配管16を介して取り入れられた不活性ガスを被溶接物であるステータ21の銅製の導体セグメントの端部21aへ噴射して当該端部21aの溶接部分を不活性ガスで覆うガス噴射ノズル14a及び、溶接部分に溶接のための放電を行う電極14bを有するトーチ14と、電極14bに放電が行われるように電力を供給する溶接電源13とを備えて構成において、不活性ガスボンベ11とガス噴射ノズル14aとの間の配管16に、当該不活性ガスボンベ11からの不活性ガスに含まれる水分を吸湿し、この吸湿後の不活性ガスを当該ガス噴射ノズル14aへ送出する脱湿度装置12を介挿する。
(もっと読む)
バックシールド材を用いた配管の突合せ溶接開先継手の溶接方法
【課題】鋼管の突合せ溶接において管内面のシールドを異物を残さずに簡便かつ容易に行える溶接方法の提供。
【解決手段】配管3と、溶接検査用のγプラグ孔7のある配管5と、管内に装着されたバックシールド材1とを備え、バックシールド行う突合せ溶接方法において、帯状耐熱クロスが配管3の内径に対応して渦巻状に巻回されたバックシールド材1を管内面に装着し、このバックシールド材の中心からの一端部と、バックシールド材を配管5のγプラグ孔7よりも開先側に装着し、このバックシールド材1の中心から一端部とをγプラグ孔7から引き出し、開先を合わせ、バックシールドガスを供給した後に両配管を開先溶接し、溶接完了後にγプラグ孔7から引き出されたバックシールド材1の一端部を引っ張ることにより、配管5内のバックシールド材1と配管3内のバックシールド材を順次引き抜いてバックシールド材1を両配管から除去する。
(もっと読む)
タングステン−不活性ガス溶接法によって2つの金属部分を結合するための方法ならびに該方法を実施するための装置
【課題】全自動的な溶接に基づいて高い経済性が達成されるような、極めて高い品質の、容積の少ないシームを形成するための溶接方法を提供する。
【解決手段】結合させたい両金属部分1,2を、第1のステップでまずセンタリングオフセット7によって、両金属部分の間にナロウギャップ4が形成されかつシームベース範囲に負荷軽減範囲8が生じるように互いに対して位置決めし、第2のステップで目標溶融個所9の形成下に、両金属部分の、ナロウギャップを画定する側縁5,6を、ナロウギャップを満たす溶接ビード10により互いに結合する形式の方法において、ナロウギャップ4が、一貫して一定の幅aを有しており、しかも該幅aを、重なり合って位置する溶接ビード10がそれぞれナロウギャップ4の全幅aにわたって延びるように設定しておき、ナロウギャップ4全体を全自動的に溶接ビード10で満たす。
(もっと読む)
溶接装置
【課題】フラックスによるヒータの破損や温度低下を抑制できる溶接装置を提供すること。
【解決手段】この溶接装置1は、筒状構造物を溶接対象Tとしてアーク溶接を行う溶接機2と、溶接時にて溶接対象Tを予熱するヒータ3とを備えている。また、溶接機2が溶接対象Tの外周側に配置されている。また、ヒータ3が溶接対象Tの内周側に配置されて溶接対象Tを予熱している。これにより、ヒータ3が溶接対象Tの内周側に配置されて溶接部を加熱するので、溶接時にてフラックスが飛散したときに、フラックスがヒータ3に降りかかる事態が防止される。これにより、フラックスによるヒータ3の破損や温度低下を抑制できる。
(もっと読む)
CrMoV鋼のサブマージアーク溶接用のフラックスおよびワイヤ
本発明は凝集溶接フラックスであって、フラックスの重量%で表された0.1〜0.6%の炭素(C)、0.3〜3%のマンガン(Mn)、0.006%未満の硫黄(S)、0.015%未満の鉛(Pb)、0.025%未満のリン(P)、0.1〜0.8%のチタン(Ti)および0.02%未満のアンチモン(Sb)を(%S)+(%Sb)+(%P)+(%Pb)<0.040%で有し、ここで(%S)、(%Sb)、(%P)および(%Pb)は前記フラックス中の元素S、Sb、PおよびPdのそれぞれの重量の量(フラックスの重量%で表される)であるフラックスに関する。本発明はこのフラックスと共に使用できる溶接ワイヤと、このフラックスおよびワイヤを使用するCrMoV鋼のサブマージアーク溶接方法であって溶接後応力除去処理中の再加熱におけるこれにより得られる溶接部の割れのリスクを減らすまたは最小にするための方法とにも関する。 (もっと読む)
高Mo/Nb肉盛層の形成方法、高Mo/Nb肉盛層
【課題】単体Moや単体Nbを母材に効率よく溶接する方法と、それにより得られる高Mo又は高Nb肉盛層を提供する。
【解決手段】母材4の溶接ポイントを所定温度に予熱しておき、溶接ポイントの周囲を不活性ガス3aの雰囲気とした状態で、溶接材5として単体Mo又は単体Nbの少なくとも何れか一方をプラズマアーク溶接することにより、母材4に単体Moや単体Nbの溶接材5、又は母材4と溶接材5とによる金属間化合物、の少なくとも何れか一方を含有する肉盛層6を形成する。
(もっと読む)
溶接装置及び溶接方法
【課題】溶接品質に影響を及ぼさないように溶接するとともに溶接残留応力を低減する。
【解決手段】溶接トーチ2を搭載しホイール3を有する溶接ヘッド1により溶接方向に移動させる溶接装置において、溶接トーチ2は、ホイール3の移動方向前方に配置され、ホイール3に冷却キャタピラ4を取り付け、冷却キャタピラ4により溶融直後の母材の溶接熱影響部を間接的に冷却し残留応力を低減する。冷却キャタピラ4は、溶接ヘッド1の移動方向前後に有る2個のホイール3に跨って取り付けられている。ホイール3は、冷却媒体を流せるような中空構造になっている。
(もっと読む)
耐横割れ性に優れた高強度UO鋼管のシーム溶接方法
【課題】 引張強度が800MPa以上の高強度UO鋼管を製造する際に、溶接コストの増大や生産性の低下を引き起こすことなく、シーム溶接部の溶接金属における横割れ発生を確実に防止できる高強度UO鋼管のシーム溶接方法を提供する。
【解決手段】 引張強度が800MPa以上の鋼板を管状に成形した後、その鋼板の突合せ部を仮付け溶接した後、内面シーム溶接し引き続いて外面シーム溶接するUO鋼管のシーム溶接方法において、前記外面シーム溶接の直前に前記内面シーム溶接金属表面を加熱温度が50℃以上となるように加熱することで、前記外面シーム溶接時に、前記内面シーム溶接によって形成された内面溶接金属表面での最高到達温度(Tin)がTin≧0.6×[内面溶接金属のAC1変態温度]の関係式を満足する高強度UO鋼管のシーム溶接方法。
(もっと読む)
溶接方法
【課題】 溶接の構成部品について適格な修理・溶接を行う。
【解決手段】 構成部品(1、120、130、155)を溶接する溶接法であって、 500℃より高く(>500℃)、600℃より低い前記構成部品(1、120、130、155)の予熱温度を利用する。この温度によって周囲材料の降伏強度、従って、相互の拘束力を低下させることが可能である。
(もっと読む)
物品を溶接するための方法及び装置
【課題】開示するのは、物品を溶接する方法である。
【解決手段】本方法は、上記物品を全面的に囲繞する壁を備を有するエンクロージャであって、物品をその少なくとも実質的に全体で均一に加熱する構成及び寸法の付属加熱装置を有するエンクロージャ内に、物品を配置する段階と、エンクロージャ内に非反応性雰囲気を確立する段階と、加熱装置を作動させて、エンクロージャ内で物品をその少なくとも実質的に全体で溶接温度に均一に加熱する段階と、エンクロージャ内で、物品の少なくとも実質的に全体で溶接温度を維持しながら物品を溶接する段階とを含む。
(もっと読む)
鋼管の突合せ溶接方法および溶接鋼管の製造方法
【課題】高周波誘導加熱を行いながら鋼管の突合せ溶接等をする際に、溶接ビード部の品質の安定化や加熱コイルと溶接ビード部との干渉による作業トラブルの防止を図ることができる鋼管の突合せ溶接方法および溶接鋼管の製造方法を提供する。
【解決手段】鋼管1の軸方向端面どうしを突合せた後、鋼管1を周方向に回転させつつサブマージアーク溶接を行い接合する方法であって、高周波誘導加熱コイル2を用いて鋼管突合せ部の内面および外面の少なくとも一方を予め加熱した後、サブマージアーク溶接を行うとともに、鋼管1の回転中に、高周波誘導加熱コイル2と鋼管突合せ部の内面または外面との間隔tがほぼ一定になるように、鋼管の内面または外面に対する高周波誘導加熱コイル2の垂直方向の相対位置を制御する。
(もっと読む)
溶接装置及びその方法
【課題】この発明は、簡便にして容易に高能率な溶接作業を実現したうえで、高品質な突合せ溶接を実現することにある。
【解決手段】突合せ配置される直管13及びエルボ管14を管受け台15及び継ぎ手管受け台16に装着し、その直管13内に管芯出し・保持装置40を内挿して、該管芯出し・保持装置40の走行ユニット44を管内に移動させて位置調整すると共に、そのヘッド部43の油圧機構436を駆動してクランプ爪435を伸縮調整し、管内の突合せ部位に圧接させて芯出し保持した状態で、相互の開先の複数箇所を仮付け溶接し、エルボ管14の突合せ部位近傍の外部に、予熱装置30を装着して加熱した後、上記管芯出し・保持装置40のヘッド部43の油圧機構436の温度変動を冷却機構437により熱制御すると共に、直管13及びエルボ14を回転させ、溶接トーチ12により管の突合せ部位の全周に亘って開先下向き溶接を施すように構成した。
(もっと読む)
1 - 20 / 32
[ Back to top ]