
Fターム[4E001EA10]の内容
Fターム[4E001EA10]に分類される特許
281 - 300 / 300
レーザとマグアークによる複合溶接方法

【課題】 本発明は、高速で溶接しても耐ギャップ性に優れ、溶接品質の向上を図ることができるレーザとマグアークによる複合溶接方法の提供を目的とする。
【解決手段】 本発明は、レーザと消耗電極式アーク溶接とを併用するレーザとマグアークによる複合溶接方法において、アークを先行させ、レーザを後行させ、レーザとアークを同一溶接線上に配置させながら溶接することを特徴とする。
(もっと読む)
テーラードブランク材の製造方法
【課題】 突合せ継手溶接時の入熱エネルギを大きくしても安定した溶接ビードが得られるとともに、絞り加工性や耐穴あき腐食性に優れたテーラードブランク材を低コストで提供する。
【解決手段】 3〜15質量%のAl,2〜5質量%のMg,さらに必要に応じて0.5質量%以下のSiを含み、残部がZnと不可避的不純物からなる溶融Zn−Al−Mg系合金めっき層を片面当り20g/m2以上の付着量でその両面に有するめっき鋼板の端部と冷延鋼板の端部と突合せ、当該突合せ継手部を溶融溶接する。
めっき成分に含まれるAlが溶接時の溶融金属の流動性を高めてキーホールを充填し、溶接ビードのハンピングや穴開き状態を抑制する。このため生産性に優れる。また溶融Zn−Al−Mg系合金めっき層により優れた耐食性を発現できる。
(もっと読む)
UOEパイプの製造におけるサブマージアーク溶接方法およびそれを用いたUOEパイプの製造方法

【課題】パイプ全長にわたって均一な溶け込み状態とすることで、溶込不良やスラグ巻き込み等の溶接欠陥が発生するのを抑制する。
【解決手段】溶接中、溶接電極とパイプの間の距離を測定し、溶接電極と前記パイプのなす角度を一定とすることを目標に、前記溶接電極の傾斜角度を調整する。
(もっと読む)
UOEパイプの製造におけるサブマージアーク溶接方法およびそれを用いたUOEパイプの製造方法
【課題】パイプ全長にわたって均一な溶け込み状態とすることで、溶込不良やスラグ巻き込み等の溶接欠陥が発生するのを抑制する。
【解決手段】溶接中、溶接電極とパイプの間の距離を測定し、該溶接電極と該パイプの間の距離を目標範囲に収めるように、該パイプを保持する高さを、該パイプの長手方向の少なくとも1箇所にて調整する。
(もっと読む)
延性低下割れ耐性を有する被覆された溶接電極、およびそれから製造された溶着物
溶着物の形態にあるNi−Cr−Fe合金、溶接電極およびフラックスおよび該Ni−Cr−Fe合金を使用する溶接方法。該合金は、重量%で、Cr:27〜31、Fe:6〜11、C:0.01〜0.04、Mn:1.5〜4、Nb:1〜3、Ta:3以下、(Nb+Ta):1〜3、Ti:0.10〜0.50、Zr:0.0003〜0.02、B:0.0005〜0.004、Si:<0.50、Al:最大0.50、Cu:<0.50、W:<1.0、Mo:<1.0、Co:<0.12、S:<0.015、P:<0.015、Mg:最大0.01、残部Niならびに不可避混入物および不純物からなる。溶接方法は、電極先端と溶着物との間の距離を0.125インチ未満に維持する短アークを使用する溶接を包含する。 (もっと読む)
拡管加工性に優れたフェライト系ステンレス鋼溶接管およびその製造方法
【課題】 素管の2倍以上の拡管加工での溶接部あるいは溶接部近傍に発生する拡管加工割れの無い、拡管加工性に優れるフェライト系ステンレス鋼溶接管を提供するものである。
【解決手段】 Ti,Nbの1種または2種を、質量%で各々0.1〜0.5%含有するフェライト単相のフェライト系ステンレス鋼溶接管において、溶接部のビッカース硬さHVWと母材部のビッカース硬さHVMとの硬度差ΔHV(=HVW−HVM)が10〜40の範囲で、溶接部のビード厚さTWと母材部の肉厚TMとの比RT(=TW/TM)が1.05〜1.3である。また、成形、溶接後に周長で0.5〜2.0%の矯正をする。さらに、成形、溶接、矯正後に700〜850℃で焼鈍する。
(もっと読む)
オーステナイト系ステンレス鋼材およびその溶接継手
【課題】原子力発電プラント等における装置類、配管などでの鋼材表面の加工硬化層やHAZで発生する応力腐食割れ防止できるオーステナイト系ステンレス鋼からなる鋼材、および溶接継手を提供する。
【解決手段】(1)C:0.10%以下、Si:1.5%以下、Mn:0.1〜2.0%、Cr:20〜35%、Ni:18〜65%、Mo:0〜3%およびN:0.001〜0.15%を含有し、残部はFeおよび不純物からなり、不純物中のPが0.05%以下、Sが0.05%以下であり、かつ表層部に、肉厚中央部の硬度よりもビッカース硬さで50以上硬い加工硬化層を有するオーステナイト系ステンレス鋼材、および(2)母材が上記の組成および加工硬化層を有するオーステナイト系ステンレス鋼材であり、かつ母材表層部の溶接熱影響部に、母材肉厚中央部の硬度よりもビッカース硬さで50以上硬い硬化層を有するオーステナイト系ステンレス鋼溶接継手。
(もっと読む)
配管の溶接方法及び装置
【課題】 配管の厚さが大きい配管同士の溶接による接続において、配管内面の溶接金属部分に軸方向の圧縮残留応力を与え、耐食性を向上する。
【解決手段】 配管のルートパスだけを溶接した後、配管内面に冷却水を流して内面を冷却しながら、配管外面において、溶接を行うトーチの後方で、溶融金属が凝固した直後の高温の段階で冷却水を吹付けて表面を急冷し、配管の外面側に圧縮応力を発生させることにより、配管の周方向の収縮変形の発生を抑制し、配管内面の軸方向残留応力として圧縮残留応力を発生させる。
(もっと読む)
鉄系合金部材とアルミニウム系合金部材の異種金属溶接接合体
【課題】 従来の鋼と5000系アルミニウム合金など鉄系合金部材とアルミニウム系合金部材の接合技術の背景に鑑み、これらの不利や問題点を全面的に解消し、同質部材同志の溶接と実質的に変わらない優れた接合強度と高い生産性などの利点を享受し得る異種金属接合体を提供すること。
【解決手段】 鉄系合金部材とアルミニウム系合金部材が鉄系合金部材側からの入熱により溶接された異種金属溶接接合体であって、前記鉄系合金部材において溶解凝固した鉄系合金の溶解凝固部Bと前記アルミ合金部材に溶け込んで凝固した鉄系合金の溶け込み凝固部Cとが連続して一体的に構成された溶接凝固部を有すると共に、前記溶解凝固部の断面積S2が、前記溶け込み凝固部の断面積S1の4.0〜14倍であることを特徴とする異種金属の溶接接合体。
(もっと読む)
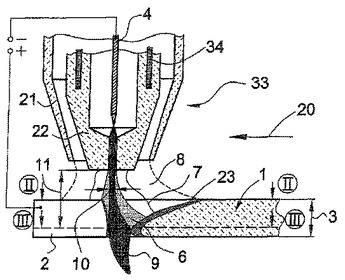
焼入れ可能な鋼のプラズマ・タップホール溶接
材料厚(3)を有する焼入れ可能な鋼(2)に二次加熱なしで溶接継手(1)を作るための方法であって、少なくとも次の工程
a)溶接電極(4)の溶接線(5)に対する位置決め
b)電圧の印加
c)プラズマガス(6)の供給
d)アーク(7)の形成
e)溶接線(5)近傍の鋼(2)の全材料厚(3)にわたる融解
を含む方法が開示される。この方法は、乗り物におけるトルク伝達のための構成要素を結合する際に有利に使用される。
 (もっと読む)
(もっと読む)
耐粒界応力腐食割れ性に優れたマルテンサイト系ステンレス鋼管円周溶接継手の製造方法
【課題】耐粒界応力腐食割れ性に優れた鋼管円周溶接継手の製造方法を提案する。
【解決手段】マルテンサイト系ステンレス鋼管の端部同士を突き合わせ、円周方向に多層の溶接パスからなる溶接を施して円周溶接部を形成するに際し、P:0.010mass%以下に制限した組成とする。これにより、円周溶接部の溶接熱影響部における粒界応力腐食割れの発生を容易に防止できる。なお、使用するマルテンサイト系ステンレス鋼管は、C:0.015%以下、N:0.015%以下、Cr:10〜14%、Ni:3〜8%、およびSi、Mn、S、Alを適正範囲含み、さらにCu:1〜4%、Co:1〜4%、Mo:1〜4%、W:1〜4%のうちの1種又は2種以上、Ti:0.15%以下、Nb:0.10%以下、V:0.10%以下、Zr:0.10%以下、Hf:0.20%以下、Ta:0.20%以下のうちの1種または2種以上、Ca、Mg、REM、Bのうちの1種または2種以上を含有し、残部Feおよび不可避的不純物からなる組成とすることが好ましい。
(もっと読む)
耐脆性破壊発生特性に優れた大入熱突合せ溶接継手及び大入熱突合せ溶接継手の耐脆性破壊発生特性検証方法
【課題】 高強度厚鋼板の大入熱突合せ溶接において、耐脆性破壊発生特性(破壊靭性値Kc)の優れた溶接継手を形成するとともに、該特性を検証する。
【解決手段】 (a1)溶接金属の硬さHv(WM)と母材の硬さHv(BM)の比Hv(WM)/Hv(BM)が1.1未満、又は、(a2)溶接金属の硬さHv(WM)が210以下で、かつ、溶接部の破壊靭性値Kcが、(b1)2000N/mm1.5超、又は、(b2)Kc≧Kq(=σD√(πa)、σD:設計応力、a:想定欠陥寸法)を満たす溶接継手であって、その耐脆性破壊発生特性(破壊靭性値Kc)を、実測硬さ値が上記(a1)又は(a2)を満たすこと、及び、実測吸収エネルギーvEが要求vEを満たすことを確認し、遷移温度vTrsに基づ予測Kc値を用いて検証する。
(もっと読む)
土留め部材切断装置及び方法並びにそれらを用いたトンネル形成方法
【課題】 背後に裏当物が存在した状態での土留め部材の切断作業を機械化又は自動化できる土留め部材切断装置及び方法を提供する。
【解決手段】 背後に裏当物Uが存在した状態で土留め部材Dを所定の切断ラインCLに沿って切断するための装置であって、土留め部材Dにガス又はプラズマを噴射して溶融・切断するための切断トーチ2と、切断トーチ2を土留め部材Dの切断面Dsに対して90°よりも小さい角度で傾斜させて配置させるための手段3と、切断トーチ2を切断ラインCLに沿って移動させるための手段3とを備え、切断トーチ2を、土留め部材Dの切断面Dsに対して90°よりも小さい角度で傾斜させた状態で切断ラインCLに沿って移動させることで、溶融物Sが切断トーチ2に向かって飛散しないようにしたものである。
(もっと読む)
マルテンサイト系ステンレス鋼管円周溶接継手の製造方法
【要 約】
【課 題】 耐粒界応力腐食割れ性に優れた溶接熱影響部を有する鋼管円周溶接継手の製造方法を提案する。
【解決手段】 マルテンサイト系ステンレス鋼管の端部同士を突き合わせ、円周方向に複数の溶接パスからなる溶接を施して円周溶接部を形成するに際し、少なくとも1回の溶接パスによる溶接熱サイクルにより鋼管内表層のピーク温度Tpで950℃以上に加熱されたHAZに、耐粒界応力腐食割れ性を向上させる熱サイクルが付与されるように、その後の溶接パスを調整して溶接する。具体的には、最終層の溶接パスを、1体積%以上のオーステナイト相が生成される下限の温度であるA1点超えとなる溶接パスとする。また、その後の溶接パスのうち少なくとも1回の溶接パスを、TpがA1点超えでかつ950℃以下の温度となる溶接パスとし、続く溶接パスをTpがA1点以下となる溶接パスとする。また、その後の溶接パスを、TpがA1点以下となる溶接パスとし、かつ該その後の溶接パスの総入熱パラメータPtotalが12500以下又は14500以上となる溶接パスとする。
(もっと読む)
ステンレス鋼配管およびステンレス鋼管の接合方法
【課題】ステンレス鋼配管における接合部の内面にデッドスペースが生じることがなく、しかもヒュームに基づく金属微粒子による汚染が極めて少く、供給するガスが不純物で汚染されることがなく、接合部の耐食性が極めて良好なステンレス鋼配管を得る。
【解決手段】接合すべきステンレス鋼管の端部を突合わせて、管内をバックシールドガス雰囲気下、又は真空環境下として溶接して接合する際、管の壁の外側部分のみを溶融して溶融接合部Wを形成して接合する。バックシールドガス雰囲気下、又は真空環境下での酸化性ガスの含有量が10ppm以下とし、鋼管の端部の表面粗さを30μm以下とすることが好ましい。鋼管の肉厚tが1mmを越える場合、溶融接合部の溶け込み深さtwを、t−0.7≦tw<t(mm)とし、肉厚tが1mm以下の場合、溶融接合部の溶け込み深さtwを、t>tw≧0.3t(mm)とすることが好ましい。
(もっと読む)
溶接継手およびその溶接材料
【課題】溶接継手およびその溶接材料の提供
【解決手段】母材および溶接金属がともに、C:0.01〜0.45%、Si:1%を超え4%以下、Mn:0.01〜2%、P:0.05%以下、S:0.01%以下、Cr:15〜35%、Ni:40〜78%、Al:0.005〜2%、N:0.001〜0.2%およびCu:0.015〜5.5%を含み、更に下記(1)式を満足するTiを含有し、残部はFeおよび不純物からなる化学組成を有することを特徴とする溶接継手。母材および溶接金属は、さらにCo、Mo、Ta、W、V、Zr、Nb、Hf、B、Ca、MgおよびREMの1種以上を含有してもよい。
{(Si-0.01)/30}+ 0.01Cu ≦ Ti ≦ 5 ・・・(1)
但し、(1)式中の元素記号は、その元素の含有量(質量%)を意味する。
(もっと読む)
高強度鋼板のスポット溶接方法
【課題】 高強度鋼板のスポット溶接において、継手の疲労強度が高い信頼性ある継手を作製することが可能な、実操業に適した安定した技術を提供することを目的とする。
【解決手段】 降伏応力が270MPa以上で、かつ板厚が1.0〜3.6mmの高強度鋼板のスポット溶接方法において、片面からプラズマにより接合部に貫通穴を形成した後、該貫通孔内に、降伏応力が270MPaで、オーステナイトからマルテンサイトまたはベイナイトに変態を開始する温度が200〜350℃である溶接金属を形成することにより溶接する高強度鋼板のスポット溶接方法溶接。
(もっと読む)
テーラードブランクプレス成形部品の製造方法
【課題】 引張強さが750MPa以上の高強度鋼板を用いたTB成形部品を製造する際にTB材の成形性を向上すると共に、TB溶接部における溶接金属部の硬さ過大や熱影響部の軟化(HAZ軟化)を抑制し、成形時にTB溶接部からの破断を防止し、高強度で、かつ溶接部の疲労特性に優れたTB成形部品の製造方法を提供する。
【解決手段】 少なくとも一方の鋼板として焼入れ後の引張強さが750MPa以上1800MPa以下となる鋼板を用い、それぞれの鋼板の端部同士を、両方の端部の板厚が0.6mm以上3.5mm以下であり、かつそれぞれの端部の板厚比が1.0以上3.0以下となるように突き合わせた後、該突き合わせ部をレーザ溶接してビード幅が0.5mm以上1.5mm以下の溶接部を有するテーラードブランク材とし、金型によりプレス成形と同時に焼き入れるホットプレス成形を行なう。
(もっと読む)
溶加材の製造方法
【課題】 母管の内面又は外面に難加工材料からなる表面層が形成された二重管の溶接に適した溶加材を安価に製造するための方法を提供すること。
【解決手段】 本発明に係る溶加材の製造方法の1番目は、筒状基材10の外面に、プラズマ粉末溶接法を用いて溶着層12を形成する溶接工程と、基材10を除去し、筒状の溶着層12を分離する分離工程と、溶着層12からリング状の溶加材14を切り出す加工工程とを備えている。また、本発明に係る溶加材の製造方法の2番目は、基材30の表面に凹溝30aを形成し、凹溝30aにプラズマ粉末溶接法を用いて溶着層32を形成する溶接工程と、基材30から棒状の溶着層32を分離する分離工程とを備えている。
(もっと読む)
大入熱溶接の溶接継手
【課 題】 溶接入熱が 100kJ/cm以上の大入熱溶接によって鋼板を溶接して得られる溶接金属と溶接熱影響部の低温靭性を向上した溶接継手を提供する。
【解決手段】 溶接入熱が 100kJ/cm以上の大入熱溶接によって鋼板を溶接して得られる溶接継手であって、溶接継手の溶接金属がCを0.03〜0.12質量%、Siを0.10〜0.80質量%、Mnを0.80〜2.50質量%、Niを0.50〜3.00質量%、Crを0.50質量%以下、Moを0.50質量%以下、Tiを0.01〜0.10質量%、希土類元素を0.0010〜0.0050質量%含有し、かつBの含有量〔B〕(質量%)がf(Q) ≦〔B〕≦ 0.01 (Qは溶接入熱)を満足し、残部が鉄および不可避的不純物からなる組成を有する溶接継手である。
(もっと読む)
281 - 300 / 300
[ Back to top ]