
Fターム[4E001EA10]の内容
Fターム[4E001EA10]に分類される特許
161 - 180 / 300
アーク溶接方法
【課題】溶融亜鉛めっきを施す鋼製の構造物において、めっき施工時のめっき割れを防止し、構造物を高品質に製作できるアーク溶接方法を提供する。
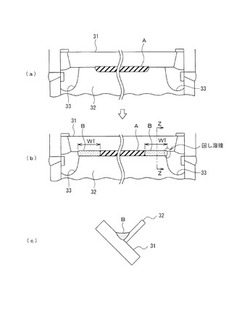
【解決手段】このアーク溶接方法は、溶融亜鉛めっきに先立ってアーク溶接により組立てる際のアーク溶接方法であって、溶融亜鉛めっきの施工時にめっき割れの発生しやすい箇所近傍を除いた部分を溶接する本溶接工程(溶接パスA)と、前記めっき割れの発生しやすい箇所近傍を溶接する回し溶接工程(溶接パスB)とを含み、両工程の間で一旦溶接を中断する。
(もっと読む)
TIG溶接装置

【課題】アークの発生方向にタングステン電極が振動することにり、アーク圧が制御できて高溶着、高速溶接可能な安定したTIG溶接装置である。
【解決手段】ホットワイヤTIGアーク溶接において、タングステン電極(1)の先端を、10Hz以上の周波数でアーク発生方向に振動させて溶接することを特徴とし、また、タングステン電極(2)を先端に取り付けたトーチボディー(1)の外側をブッシュ(3)で支えたトーチボディー(1)全体をアーク発生方向に振動させて溶接するものであり、トーチボディー(1)をカム軸(6)と連結させ、モータ(7)でカム軸(6)を回転させることにより、10Hz以上の周波数でアーク発生方向に、タングステン電極(2)を振動させることを特徴とするTIG溶接装置である。
(もっと読む)
アーク溶接方法
【課題】溶融亜鉛めっきを施す鋼製の構造物において、めっき施工時のめっき割れを防止し、構造物を高品質に製作できるアーク溶接方法を提供する。
【解決手段】溶融亜鉛めっきに先立って構造物30を溶接により組立てる際に、2層2パス以上の溶接積層を行い、その溶接積層のうち最終層の溶接パスBは、当該最終層前までに実施された溶接Aによって溶融亜鉛めっき割れを防止しようとする側の部材に生じた溶接熱影響部Hをテンパーするように積層する。
(もっと読む)
車両フレーム部材の溶接方法および車両フレーム部材
【課題】高い接合強度を有し、亜鉛めっきによる強度低下を防止し、さらに熱歪み変形を防止することのできる車両フレーム部材の溶接方法を提供する。
【解決手段】本発明に係る車両フレーム部材の溶接方法は、幅方向の断面が略ハット状のフレーム部材1と、このフレーム部材1のフランジ部11と接合することにより閉断面を形成するパネル部材2とを溶接する車両フレーム部材3の溶接方法であって、前記パネル部材2と接触する前記フランジ部11の接触端部12から前記フランジ部11外側方向をマイナス(−)とし、前記接触端部12から屈曲して立ち上がる壁部13側方向をプラス(+)としたときに、溶接位置Pを、前記接触端部12を中心として±0mm≦P<+1.5mmの範囲内とし、前記壁部13に沿って連続溶接することを特徴とする。
(もっと読む)
狭開先溶接トーチ及び該溶接トーチを備えたタンデムアーク溶接装置
【課題】十分なシールド性を確保でき溶接性を向上することが可能な狭開先溶接トーチ及び該溶接トーチを備えたタンデムアーク溶接装置を提供する。
【解決手段】溶接ワイヤが挿設されるとともに、該溶接ワイヤの側方にシールドガスが通流するガス通路が設けられたトーチ本体2を有し、狭開先の溶接に用いられる狭開先溶接トーチ1において、前記狭開先の溶接方向に沿って前記溶接ワイヤの前後両側に一対のメインガス通路5、6が設けられるとともに、後側メインガス通路6より後方のトーチ本体先端面が切り欠かれて溶接面より後退しており、該離間したトーチ本体2内部に冷却水が循環する冷却部7が設けられ、好適にはトーチ本体2の両側に、前記シールドガスが通流する補助ガスノズル9、10を配置する。
(もっと読む)
長疲労寿命化を達成するレーザー・アークハイブリッド溶接方法
【課題】 溶接速度100cm/min以上でレーザーアークハイブリッド溶接をする場合において、溶接継手の疲労寿命を2倍以上向上させることのできる、レーザーアークハイブリッド溶接方法を提供する。
【解決手段】 6mm〜12mm厚の溶接構造用圧延鋼材のうち、鋼材Si量が質量%で0.25%以上含有し、ソリッドワイヤのSi量が{Si(鋼板)+0.1×Si(ワイヤ)}≧0.32になるようなソリッドワイヤを用いてレーザーアークハイブリッド溶接を行うことを特徴とする。
(もっと読む)
溶接まま及び応力除去焼鈍後の強度、靭性に優れた溶接金属並びにその溶接金属によって接合された溶接構造物
【課題】溶接まま、あるいは応力除去焼鈍後においても優れた強度、靭性を発現する溶接金属及びそのような溶接金属により接合された溶接構造物を提供する
【解決手段】本発明の溶接金属は、質量%で、C:0.04〜0.15%、Si:0.50%以下、Mn:1.0〜1.9%、Ni:1.0〜4.0%、Cr:0.10〜1.0%、Mo:0.20〜1.2%、Ti:0.010〜0.060%、Al:0.030%以下、O:0.015〜0.060%、N:0.010%以下を含有し、残部がFeおよび不可避不純物からなる。また化合物として含まれるTi量(%)とSi量(%)の比、[化合物型Ti]/[化合物型Si]が1.5超とされ、さらに下記式によって算出されるA値が0.50以上とされたものである。
A=[Ti]/([O]−1.1×[Al]+0.05×[Si])
(もっと読む)
溶接部の靭性に優れたステンレス鋼製溶接構造体および溶接用ステンレス鋼板
【課題】
高強度でかつ溶接部の靭性を確保したステンレス鋼製溶接構造体を提供する。
【解決手段】
化学組成がC:0.025質量%以下、Si:1.0〜2.0質量%、Mn:1.0質量%以下、P:0・045質量%、S:0.001質量%以下、Ni:1.0質量%以下、Cr:16.0〜28.0質量%、Mo:0.2〜2.5質量%、Nb:0.05〜0.50質量%、Ti:0.05〜0.50質量%、Cu:1.0質量%以下、Al:0.02〜0.6質量%、N:0.025質量%以下を含有し、残部Feおよび不可避的不純物からなるステンレス鋼板よりなり、溶接金属部における介在物の最大径が1μm以下であるステンレス鋼製溶接構造体。
(もっと読む)
溶接金属および溶接材料
【課題】短時間の溶接後熱処理で高強度が得られ、かつ、優れた耐溶接割れ性をも具備する溶接金属を提供すること。
【解決手段】C:0.06〜0.18%、Si:0.5%以下、Mn:2.0%以下、Ni:50〜68%、Cr:20〜30%、Al:2.0〜7.0%、Nb:0.55〜1.50%およびN:0.04〜0.15%を含み、残部がFeおよび不純物からなり、かつ、不純物中のO、PおよびSがそれぞれ、O:0.02%以下、P:0.01%以下およびS:0.01%以下である溶接金属。この溶接金属のビッカース硬さは320以上であることが好ましい。
(もっと読む)
接合部の耐食性に優れた亜鉛系合金めっき鋼板の接合継手
【課題】本発明は、亜鉛系合金めっき鋼板同士の溶接接合の際に生じる、前記問題点を解決し、接合強度を確保し、溶接接合部の耐食性の良好な亜鉛系合金めっき鋼板の溶接継手を得るための接合継手を提供することを目的とする。
【解決手段】亜鉛系合金めっき鋼板同士の接合継手において、亜鉛系合金めっき成分中のAl含有量が6質量%以上であり、かつ片面当たりのめっき付着量が50g/m2以上である亜鉛系合金めっき鋼板を、Siを5〜11質量%含有するAl系接合材料を用いて接合する。
(もっと読む)
片側水平すみ肉ガスシールドアーク溶接方法
【課題】下板および立板からなる水平すみ肉溶接用部材の該立板が傾斜した、すみ肉角度が90°超の水平すみ肉部の溶接を行う片側水平すみ肉ガスシールドアーク溶接方法において、仮付け溶接ビードが有る箇所においても深い溶け込みが得られ、スパッタ発生量の少ない方法を提供する。
【解決手段】ソリッドワイヤを用いて、ワイヤ送給速度:15〜17m/min、パルスピーク電流(Ip):480〜600A、パルスベース電流(Ib):30〜80A、パルス周波数:200〜300Hzで、かつパルスピーク電流(Ip)とパルスピーク時間(Tp)が下記(1)式を満足するパルスを付加して溶接を行う。480≦Ip[A]×Tp[msec]≦900・・・・(1)
(もっと読む)
海水用ポンプの構造部材を溶接する溶接金属及び海水ポンプ
【課題】海水ポンプの構造部材の二相ステンレス鋼を溶接金属によって溶接した溶接部に生じる孔食進展を抑制することを可能にした信頼性の高い海水ポンプを得る海水用ポンプの構造部材を溶接する溶接金属を提供する。
【解決手段】海水用ポンプの構造部材を溶接する溶接金属は、海水用ポンプを構成する構造部材の母材金属に20%以上のCrを含有する二相ステンレス鋼を使用し、海水用ポンプの該構造部材を溶接してこの海水用ポンプを形成する溶接金属として、Cr量が前記構造部材の母材金属のCr量よりも多く含有し、且つMnを1%以上含有する溶接金属を用いる。
(もっと読む)
シャー切断鋼板の突合せ両面サブマージアーク溶接方法
【課題】鋼板の不揃いなシャー切断エッジを突合せて両面溶接する。
【解決手段】定盤10上に配置した一対の鋼板11のシャー切断エッジ13の間に、カットワイヤ15を配置し、鋼板11を接近させてシャー切断エッジ13間にカットワイヤ15を挟み込み、不揃いなルート空間14に効果的にカットワイヤ15を充填して均し表面溶接し、反転した後、ルート空間14にカットワイヤ15を補充して均した後、裏面溶接する。
(もっと読む)
上下T型継手の溶接方法及び上下T型溶接継手並びにこれを用いた溶接構造物
【課題】立板の上下両面に上板及び下板が各々配置され健全な溶接金属部及び十分な溶接強度を得る上下T型継手の溶接方法及びその上下T型溶接継手並びにこれを用いた溶接構造物を提供する。
【解決手段】立板の上下両面に、1枚もしくは突合せ配置された2枚の上板及び下板が配置されたステンレス鋼板からなり、上板及び下板の表面から立板側まで、ワイヤを送給しながら、非消耗電極方式のアーク溶接またはレーザビームの焦点位置を板表面より上側へずらした焦点ぼかしのレーザビーム照射によるレーザ溶接を行う上下T型継手の溶接方法において、上板または下板の板厚T1の範囲が2<T1≦6mmであり、立板の板厚T2の範囲が前記板厚T1の2〜5倍(2×T1≦T2≦5×T1)であり、前記上板又は前記下板の貫通後の立板の溶け幅wが、前記板厚T1より大きい(w>T1)ことを特徴とする上下T型継手の溶接方法である。
(もっと読む)
機械構造用部品及びその製造方法
【課題】簡易な方法で効果的に高剛性化を図ることができる機械構造用部品及びその製造方法を提供すること。
【解決手段】機械構造用部品は、鉄鋼材料よりなる基材2と、基材2の表面20に肉盛溶接用原料を供給して溶接することにより形成してなる1層又は複数層の肉盛溶接層31を備えた肉盛溶接部3とを有してなり、肉盛溶接層31は、純鉄又は鉄合金よりなるマトリックス相中に、4A族元素、5A族元素、6A族元素及びFeから選択される1種以上の元素を含むホウ化物又は/及びその複合化物を体積率で10〜70%分散させた高剛性鋼よりなると共に、基材2よりもヤング率が高い。
(もっと読む)
耐脆性き裂伝播性に優れた鋼板溶接継手及び溶接構造体
【課題】溶接継手に脆性き裂が発生した場合であっても、脆性き裂が溶接継手や母材を伝播するのが抑制でき、溶接構造体の破断を防止することが可能な、耐脆性き裂伝播性に優れた鋼板溶接継手及び溶接構造体を提供する。
【解決手段】母材の少なくとも一部の脆性き裂伝播停止特性Kcaが4000N/mm1.5以上である鋼板同士を突合せ溶接することで形成されてなり、当該鋼板溶接継手1の少なくとも一部に、該鋼板溶接継手1の溶接線L上から延在するとともに、鋼板溶接継手1の長手方向に対して10°以上60°以下の範囲の角度で傾斜する傾斜ビード31を具備する耐脆性き裂伝播方向制御部3が設けられている。
(もっと読む)
ジルコニウム(Zr)製ベローズ
【課題】過酷な成形加工に耐えるジルコニウム(Zr)製薄肉パイプを造管し、これまで存在していない、耐食性の優れたジルコニウム製の液圧成形もしくは、ロール成形ベローズを提供する。
【解決手段】ジルコニウム製薄肉ベローズを成形するため、使用されるジルコニウム製薄肉溶接パイプの造管過程において、溶接金属及び熱影響範囲での酸素プラス窒素の含有量の増加を、100ppm以下に抑制することより、ジルコニウム製ベローズの液圧成形もしくはロール成形を可能とした。
(もっと読む)
多電極ガスシールドアーク溶接方法
【課題】先行極及び後行極との間にフィラーワイヤを挿入する溶接施工方法において、ビード形状を著しく改善し、先行極と後行極との間に発生するアーク干渉を緩和し、かつ設備化が容易な多電極ガスシールドアーク溶接方法を提供する。
【解決手段】極間距離が20乃至35mm、先行極水平角L、後行極水平角Tのうち、大きい方をX、小さい方をYとし、更にフィラーワイヤトーチ角F、先行極後退角α、後行極前進角β、フィラーワイヤトーチ前後角γからなる変数が下記数式を満たし、フィラーワイヤのワイヤ狙い位置を、前記立板の下端から(上脚長−2mm)までの範囲とする。40°≦L≦60°、40°≦T≦60°、X+5°≦F≦X+20°又はY−20°≦F≦Y−5°、4°≦α≦14°、5°≦β≦15°、−5°≦γ≦5°
(もっと読む)
高クロムフェライト系ステンレス鋼材の溶接方法
【課題】板厚が薄い高クロムフェライト系ステンレス鋼材を、裏側ガスシールドなしでティグ溶接した場合であっても、鋭敏化を伴わず、溶着金属部分においても優れた耐食性を得ることができる高クロムフェライト系ステンレス鋼材の溶接方法を提供する。
【解決手段】板厚が1.2mm以下の高クロムフェライト系ステンレス鋼材を、裏側のガスシールドなしでティグ溶接するに当たり、溶加材として、Nb:0.3〜1.0%を含有するニオブ含有オーステナイト系ステンレス鋼ワイヤを使用する。
(もっと読む)
鋼管矢板の2電極ガスシールドアーク溶接方法
【課題】 鋼管矢板の本管と各種連結継手用鋼の2電極ガスシールドアーク溶接方法において、目標とする溶接金属のビード幅、ビード厚およびすみ肉溶接金属の脚長が得られる健全な溶接部を安易に高能率に溶接することができる鋼管矢板の2電極ガスシールドアーク溶接方法を提供する。
【解決手段】 鋼管矢板の本管とP−P形またはP−T形連結継手用の鋼管とを溶接する2電極ガスシールドアーク溶接方法において、本管と鋼管のフレア継手部に鋼粒または鉄粉をフレア開先幅10〜12mmの高さまで充填し、電極トーチを鋼管方向に先行電極:0〜25°、後行電極:0〜10°傾斜させ、電極間距離を先行電極および後行電極のワイヤ間で15〜40mm、ワイヤ径1.6mmで溶接電流を先行電極:490〜580A、後行電極:460〜560Aとし、ワイヤ狙い位置をフレア開先のほぼ中央にして溶接速度を1m/min以上で溶接することを特徴とする。
(もっと読む)
161 - 180 / 300
[ Back to top ]