
Fターム[4E001EA10]の内容
Fターム[4E001EA10]に分類される特許
101 - 120 / 300
溶接材料ならびに溶接継手およびその製造方法
【課題】溶接時に優れた耐凝固割れ性および耐再熱割れ性を有し、特に、多層溶接時に優れた溶接性を有する溶接材料と、その溶接材料を用いて溶接した耐メタルダスティング性に優れた溶接継手およびその製造方法の提供。
【解決手段】質量%で、C:0.04〜0.5%、Si:1〜3%、Mn:2%以下、P:0.05%以下、S:0.01%以下、Cr:25〜35%、Ni:50〜70%、Al:0.005〜0.05%、N:0.001〜0.1%、Cu:1.5〜3.5%を含有し、残部はFeおよび不純物からなる化学組成を有する溶接材料。
(もっと読む)
オーステナイト系耐熱鋼用溶接材料ならびにそれを用いてなる溶接金属および溶接継手
【課題】溶接時に優れた耐高温割れ性を有するγ系耐熱鋼用溶接材料並びに溶接中の耐高温割れ性、高温で長時間使用中の耐応力緩和割れ性及び良好なクリープ強度を有する溶接金属と溶接継手を提供すること。
【解決手段】(1)C:0.05%超〜0.18%、Si≦0.5%、Mn≦1.5%、Ni:40〜50%、Cr:20〜25%、W:8.0%超〜13.0%、Ti:0.01〜0.2%、N:0.03%超〜0.20%及びAl≦0.01%を含み、残部がFe及び不純物からなり、不純物としてのO≦0.02%、P≦0.008%及びS≦0.005%の化学組成を有するγ系耐熱鋼用溶接材料。この溶接材料はNb<0.60%を含んでもよい。(2)上記のγ系耐熱鋼用溶接材料を用いてなる溶接金属。(3)上記溶接金属と高温強度に優れたγ系耐熱鋼の母材からなる溶接継手。
(もっと読む)
アルミニウム板材の接合方法
【課題】表面の平滑性に優れ、かつ、欠陥のない同厚のアルミニウム接合板を安価に提供する。
【解決手段】Mg:1.5mass%以下を含有し残部Al及び不可避的不純物からなるAl合金で構成され、厚さ0.5〜3.0mmを有する複数枚の同厚のアルミニウム板材を、被溶接材として用意し、隣接するアルミニウム板材の端面同士を突合せてこの突合せ部を直流正極性ティグ溶接法によって溶接することにより平滑板を製造する方法において、タングステン電極と被溶接材であるアルミニウム板材との距離を1.0mm以下とし、純度75〜100%で流量5〜15リットル/分のHeをシールドガスとして用い、溶加材を用いず、溶接時における単位板厚当たりの入熱量を2500〜10000(J/cm2)とすることを特徴とするアルミニウム板材の接合方法。
(もっと読む)
金型補修溶接材料及びこれを用いた金型補修溶接方法
【課題】補修溶接の作業姿勢に制約がある中でも溶接不良の発生を有効に回避して良好に補修溶接を行うことができ、また溶接まま硬さをアルミダイカスト金型の硬さに対して適正な硬さとすることができ、コストも安価な金型補修溶接材料を提供する。
【解決手段】JIS SKD61で構成されたアルミダイカスト金型の補修部の少なくとも最終盛に用いられる、溶接金属の溶接ままの硬さがHV420〜550となる金型補修溶接材料を、質量%でC:0.15〜0.30%,Si:0.20〜1.00%,Mn;0.30〜1.50%,Cr:3.6〜6.0%,Mo:0.8〜1.5%,V:0.10〜0.80%,残部Fe及び不可避的元素から成る組成とする。
(もっと読む)
耐高温割れ性に優れた溶接金属
【課題】軟鋼、高張力鋼等からなる鋼板の片面突合せ継手溶接の初層溶接部で問題となる耐高温割れ性に優れるとともに、靭性などの機械的性質に優れた溶接金属を提供することにある。
【解決手段】耐高温割れ性に優れた溶接金属は、鋼製外皮内にフラックスが充填されたフラックス入りワイヤにより溶接された溶接金属であって、C:0.03〜0.10質量%、Si:0.7質量%以下、Mn:0.5〜3.0質量%、Ti:0.05〜0.50質量%、Al:0.02〜0.10質量%、O:0.03〜0.10質量%、P:0.02質量%以下、S:0.02質量%以下、N:0.010〜0.03質量%、B:0.0003〜0.005質量%、を含有することを特徴とする。
(もっと読む)
鋼材の溶接継手構造

【課題】主として超高強度の鋼材の溶接継手部について、低コストかつ予後熱管理や溶接入熱・パス間温度の条件が緩和された軟質継手を提供し、これにより、現場施工に適用可能であり、かつ特別な溶接技術や技能を必要とせずに、溶接部の材料強度から求められる継手強度より高い強度を有する鋼材の溶接継手構造を提供する。
【解決手段】第1の鋼材2と、第2の鋼材3と、継手溶接部4と、継手溶接部4を補強する第1の補強材5と、第2の補強部材6とを備える溶接継手構造1である。継手溶接部4の溶接金属7の材料強度が、第1の鋼材2および第2の鋼材3のいずれの材料強度よりも小さく、第1の補強材5は継手溶接部4の一方の表面4aに溶接金属7を介して接して接合されるとともに第2の補強材6は継手溶接部4の他方の表面4bに接合され、第1の補強材5、第2の補強部材6の材料強度、および、溶接金属7の材料強度が、第1の鋼材2および第2の鋼材3のいずれの材料強度よりも小さい。
(もっと読む)
耐低サイクル疲労特性に優れたパイプライン用高強度鋼管の円周溶接継手及びその製造方法
【課題】低サイクル疲労特性の低下を抑制し、疲労き裂等が発生するのを防止することが可能な、耐低サイクル疲労特性に優れたパイプライン用高強度鋼管の円周溶接継手を提供する。
【解決手段】円周溶接部20をなす溶接金属部21が、鋼管内面側に位置する下部溶接金属21Aと、鋼管外面側に位置する上部溶接金属21Bとからなり、母材のビッカース硬さHv(BM)と、下部溶接金属21Aのビッカース硬さHv(WM1)及び上部溶接金属21Bのビッカース硬さHv(WM2)との関係が、次式{Hv(WM1)≦0.8Hv(BM)}又は次式{Hv(WM2)≧Hv(BM)}を満足しており、さらに、下部溶接金属21Aの縦断面積S(WM1)と、溶接金属部21全体の縦断面積S(WM1+WM2)との関係が、次式{0.4≦S(WM1)/S(WM1+WM2)≦0.6}を満足する。
(もっと読む)
溶接性に優れた多電極サブマージアーク溶接方法
【課題】溶接部に高温割れ欠陥が発生するのを抑制できるとともに、高い生産性を備える、溶接性に優れた多電極サブマージアーク溶接方法を提供する。
【解決手段】溶接速度v(m/min)で、開先角度が2θ(°)、開先深さがd(mm)とされた厚鋼板1を溶接する際、複数の電極5の総数Nが3の場合は、第2の電極52の先端部52aを次式{(d×1/N×tanθ)/2≦w1(mm)≦(d×1/N×tanθ)}で表される振幅w1(mm)とし、複数の電極5の総数Nが4以上の場合は、第2の電極52の先端部52aを上記振幅w1(mm)とするとともに、第3の電極53の先端部53aを次式{(d×2/N×tanθ)/2≦w2(mm)≦(d×2/N×tanθ)}で表される振幅w2(mm)として、次式{0.6≦f(Hz)/v(m/min)}で表される周波数f(Hz)で、溶接線方向と交差する方向にウィービングさせつつ溶接する。
(もっと読む)
マグ溶接の短絡電流制御方法
【課題】マグ溶接において、スプレー移行形態における溶接状態の安定性を向上させる。
【解決手段】溶接ワイヤ1と母材2との短絡Sdを検出し、この短絡中の短絡電流の上昇速度を制御するマグ溶接の短絡電流制御方法において、短絡Sdの期間長さが基準期間未満であるときは微小短絡であると判別して微小短絡の発生頻度Ndを算出し、この微小短絡の発生頻度Ndに応じてインダクタンス設定値Lrを変化させることによって短絡電流の上昇速度を変化させる。この微小短絡の発生頻度Ndとして、単位時間当たりの微小短絡の回数を使用する。これにより、スプレー移行形態であることを正確に判別して短絡電流の上昇速度を適正化するので、溶接性能が向上する。
(もっと読む)
消耗電極式アーク溶接方法
【課題】アークの立ち上がり区間で、アーク切れ及びコンタクトチップと溶接ワイヤとの融着を防止し、アークが早期に安定する共に、速やかに適正な溶接ビード形状及び溶け込みが得られる消耗電極式アーク溶接方法を提供する。
【解決手段】炭酸ガスシールドの消耗電極式アーク溶接方法において、アークスタート後、定電圧特性を用いた短絡移行でアーク溶接する第1工程と、その後、溶接電流をグロビュール移行形態の電流範囲(240乃至350A)に高めて、定電圧特性でアーク溶接する第2工程と、その後、溶融プールが形成された状態で、溶接電流をパルス電流に切り替えて、グロビュール移行でアーク溶接する第3工程と、を有し、第2工程及び第3工程では、グロビュール移行域として、本溶接の送給速度でワイヤを送給する。
(もっと読む)
アーク溶接方法およびその装置
【課題】酸素を含有する金属部材を母材に用いるとき、アークを発生を抑制し、かつ溶接部位の溶け落ちを防止し、溶接部位の接合形状を従来よりも均一にする。
【解決手段】母材50には酸素含有率が10ppm以上の金属部材を用い、予熱工程と波形制御工程とを有する。予熱工程は、母材50の全部または一部を予熱する。波形制御工程は、母材50と電極30との間に流す電流Iの波形を、片極側であってピーク電流値Ipとゼロ値を含まないベース電流値Ibとの間で変化させ、電流値比(=電流振幅値Iw/電流平均値Iv)を0.5から2.0までの範囲とし、周波数を500Hz以上として、アークを発生させる。母材50を予熱するので、アークの発生時間を短く抑制できる。片極側で電流Iを変化させるので、アーク力で押しのけられた溶融金属は、アーク力が弱まった際に復元し、溶接部位の溶け落ちを防止できる。
(もっと読む)
アーク溶接方法
【課題】 より適切にアークの途切れを検出することが可能なアーク溶接方法を提供すること。
【解決手段】 本発明のアーク溶接方法は、母材と溶接トーチに保持された消耗電極との間にアークを発生させることにより、溶滴移行させる第1工程(T1)と、上記母材と上記消耗電極との間にアークを発生させつつ上記母材に形成される溶融池を冷却し、かつ、上記溶接トーチを移動させる第2工程(T2)とを交互に繰り返すものであって、第1工程(T1)において、上記母材と上記消耗電極との間の電圧の絶対値あるいは両者の間を流れる電流の絶対値が予め設定された範囲を逸脱した際にアーク切れ検出時間Taoの測定を開始し、第2工程(T2)に移行するまでの間に上記アーク切れ検出時間Taoが予め定められた基準時間Tstp以上になった場合に溶接異常の判定を行うことを特徴とする。
(もっと読む)
耐食性に優れる自動車シャシ部材およびその製造法
【課題】アーク溶接部の耐食性に優れた高強度の自動車シャシ部材を提供する。
【解決手段】板厚1.0〜3.0mmの溶融Zn−Al−Mg系合金めっき鋼板部材同士のアーク溶接接合部を持ち、溶接前にめっき層を有していた鋼板表面は溶接ビード止端部まで連続的にZn−Al−Mg系合金層で覆われており、そのZn−Al−Mg系合金層と鋼素地の間にはFe−Al系合金層が存在し、溶接ビード止端部からの距離が2.0mm以内の鋼板表層部において、Zn−Al−Mg系合金層は平均Al濃度:0.2〜22.0質量%、平均Mg濃度:1.0〜10.0質量%、且つFe−Al系合金層は平均Fe濃度:70.0質量%以下である自動車シャシ部材。
(もっと読む)
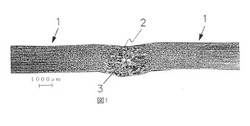
プラント構成部材の溶接方法及びその溶接接合構造
【課題】応力腐食割れで発生したき裂の進展を抑制することができるプラント構成部材の溶接方法を提供する。
【解決手段】配管1の端面に肉盛り層3を形成した後、この肉盛り層3に開先を形成する。2本の配管1の肉盛り層3を突合せた後、これらの肉盛り層3を溶接にて接合する。突合せた肉盛り層3の溶接は配管1の内面から開始され、配管1の外面に向って多層の溶接パスによって溶接される。多層の溶接パスが配管1の外面まで達したとき、配管1の溶接が終了する。肉盛り層3において下層の溶接パスと上層の溶接パスの境界に沿って下層の溶接パスの肉盛り部に形成された微細化したδフェライト相が、境界に沿って200μm〜1000μmの幅を有して形成されている。
(もっと読む)
耐食性に優れる自動車シャシ部材およびその製造法
【課題】アーク溶接部の耐食性に優れた高強度の自動車シャシ部材を提供する。
【解決手段】板厚1.0〜3.0mmの溶融Zn−Al系合金めっき鋼板部材同士のアーク溶接接合部を持ち、溶接前にめっき層を有していた鋼板表面は溶接ビード止端部まで連続的にZn−Al系合金層で覆われており、そのZn−Al系合金層と鋼素地の間にはFe−Al系合金層が存在し、溶接ビード止端部からの距離が2.0mm以内の鋼板表層部において、Zn−Al系合金層は平均Al濃度:0.2〜22.0質量%、且つFe−Al系合金層は平均Fe濃度:70.0質量%以下である自動車シャシ部材。
(もっと読む)
サブマージアーク溶接方法及び装置
【課題】幅広の開先形状であっても一層一パスで積層溶接することができるサブマージアーク溶接方法及び装置を提供する。
【解決手段】本発明の実施形態に係るサブマージアーク溶接方法は、複数の電極1a,1bを溶接方向に対して交差する方向に配置して継手2を積層溶接するサブマージアーク溶接方法であって、電極1a,1bに送流される交流電流の位相差を設定する位相制御設定工程(Step4)と、電極1a,1bを継手2の開先形状の幅方向に並列配置したときの電極間距離Sを設定する電極間距離設定工程(Step5)と、電極1a,1bの並列方向と溶接方向との交差角度θを調整する電極支持角度調整工程(Step6)と、継手2を一層一パスで積層溶接する溶接施工工程(Step8)と、を有する。
(もっと読む)
プラズマアーク溶接方法
【課題】簡便な方法により、再現性よく安定した裏ビード形成が可能であり、ブローホールの発生がなく良好な溶接ビード品質を得ることが可能なプラズマアーク溶接方法を提供する。
【解決手段】非キーホール溶接状態と、キーホール溶接状態とを周期的に変化させるプラズマアーク溶接方法であって、プラズマガスの流量を制御して非キーホール溶接状態とし、非キーホール溶接状態時のプラズマガスに添加用プラズマガスを周期的に供給することにより、プラズマガスの圧力を瞬間的に大きくしてキーホール溶接状態とすることを特徴とするプラズマアーク溶接方法である。
(もっと読む)
溶接ワイヤ送給用ガイド、サブマージアーク溶接機およびUOE鋼管の製造方法
【課題】UOE鋼管の外面シーム溶接に適用して好適なサブマージアーク溶接用の溶接ワイヤ送給用ガイドおよびそれを用いた多電極サブマージアーク溶接機を提供する。
【解決手段】耐熱性を有する絶縁体からなり、サブマージアーク溶接用溶接トーチの溶接チップへの取り付け部と溶接チップから突き出された溶接ワイヤをガイドするガイド部とを備え、前記溶接チップの先端に着脱可能とした溶接ワイヤ送給用ガイドであり、好ましくはガイド部の長さが5〜15mm、その先端が円錐状で、セラミックからなる。前記溶接ワイヤ送給用ガイドを、多電極サブマージアーク溶接機の少なくとも第1電極の溶接トーチに取り付ける。前記多電極サブマージアーク溶接機を用いて、UOE鋼管の外面シーム溶接を行う。
(もっと読む)
アーク溶接装置
【課題】ガス流量制御手段を導入した場合に得られるシールドガスの節約効果を、容易に把握することができない。
【解決手段】マスフローコントローラ16によりシールドガスの出力を開始または停止させるアーク溶接装置1である。ロボットコントローラ16は、シールドガスの出力から停止までのガスON経過時間および停止から開始までのガスOFF間隔時間を計測する。計測したガスOFF間隔時間に応じて、ガスON経過時間とガス節約量との関係を定めた複数のガス節約量特性テーブルの中から1つを選択する。ガス節約量特性テーブルにガスON経過時間を入力し、シールドガスの1出力毎の節約量を算出する。節約量を積算した節約効果値を算出し、ティーチペンダント15に表示する。ガス流量制御手段を導入した場合に得られるシールドガスの節約効果を、特別な測定機器を使用しなくても簡単に把握することができる。
(もっと読む)
薄鋼板の重ねすみ肉アーク溶接方法及び重ねすみ肉アーク溶接継手
【課題】板厚1〜2.6mmの薄鋼板をアーク溶接する際に、溶接変形を抑制し、かつ溶着金属のぬれ性が良好でなだらかな溶接ビード形状を達成でき、さらにスパッタが発生しないアーク溶接技術を提供する。
【解決手段】薄鋼板の重ねすみ肉アーク溶接方法において、アーク溶接電源として、溶接ワイヤの送給を前進及び後退させる機能を有し、溶接ワイヤと被溶接材の間にアークを発生させる期間、溶接電流値を低くして溶接ワイヤを前進させ先端を被溶接材に接触させる期間、溶接ワイヤ先端と被溶接材が接触している状態で溶接ワイヤを通電し発熱させる期間、及び、溶接電流値を低くして溶接ワイヤを後退させ被溶接材から引き離す期間を制御することができるアーク溶接電源を用い、CO2シールドガス中で、低熱膨張溶接材料を用いて溶接することを特徴とする薄鋼板の重ねすみ肉アーク溶接方法。
(もっと読む)
101 - 120 / 300
[ Back to top ]