
Fターム[4E001EA10]の内容
Fターム[4E001EA10]に分類される特許
141 - 160 / 300
接合されたタービン動翼部材及び接合方法
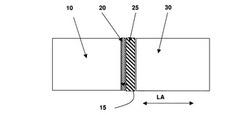
【課題】鋼とニッケル合金との融解ラインの検査の問題を克服する。
【解決手段】タービンの動翼部材10,30のための接合方法において、a)鋼から形成された第1の動翼部材10を提供するステップと、b)該第1の動翼部材10にニッケル合金バタリング層20を提供するステップと、c)ニッケル合金から形成された第2の動翼部材30を提供するステップと、d)第1の動翼部材10を第2の動翼部材30に接合するために、ニッケル合金溶接溶加材25を用いてニッケル合金バタリング層20を第2の動翼部材30に溶接するステップとを含む。
(もっと読む)
薄鋼板の重ねすみ肉アーク溶接継手およびその製造方法

【課題】溶接施工時間を犠牲にすることなく、重ねすみ肉アーク溶接継手の疲労強度を向上させることのできる、薄鋼板の重ねすみ肉アーク溶接継手およびその製造方法を提供する。
【解決手段】本発明の溶接継手は、重ねすみ肉アーク溶接による溶接金属とは異なる溶融、凝固組織が隣接し、その最大深さが下板厚の20〜50%であり、その溶接ビード幅方向の幅が下板表面で下板厚の30〜70%であることを特徴とし、本発明の製造方法は、溶接継手の下板となる鋼板の表面上に、重ねすみ肉溶接ビードの止端部が形成される個所を想定し、予め当該箇所に、レーザ、プラズマアーク、TIGアークのいずれかの高エネルギー照射手段により、溶融、凝固部を形成した後、重ねすみ肉アーク溶接することを特徴とする。
(もっと読む)
低温用鋼のサブマージアーク溶接方法
【課題】高い引張強さと靭性が得られ、延性に優れた溶接継手が得られる低温用鋼のサブマージアーク溶接方法を提供する。
【解決手段】Ni基合金ワイヤ及び焼成型フラックスのいずれか一方または両方の、下記(1)式から求められる各金属成分のM含有量を、質量%で、C:0.03〜0.12%、Mn:0.5〜2%、但し、10×C/Mn:1.5以下、Ni:60%以上、Mo及びWのいずれか一方または両方の合計:19〜27%、Al及びTiのいずれか一方または両方の合計:0.3〜3%とし、Si、Cr及びCuの合計:1%以下で、上記Ni基合金ワイヤの残部を不可避不純物とし、上記焼成型フラックスの残部を不可避不純物等としたことを特徴とする低温用鋼のサブマージアーク溶接方法。M=Mw+0.5×Mf・・・(1) Mw:上記Ni基合金ワイヤ中の各金属成分の質量%、Mf:上記焼成型フラックス中の各金属成分の質量%
(もっと読む)
溶接ソリッドワイヤおよび溶接金属
【課題】高効率なMIG溶接法による9%Ni鋼同士の溶接において、溶接継手の良好なビード形状と高い極低温靭性とを両方達成する共金系溶接ソリッドワイヤおよびその溶接金属を提供する。
【解決手段】9%Ni鋼母材の共金系溶接ソリッドワイヤに、一定割合のREMとOとを含有させて、溶接継手1aの極低温靭性を阻害しない範囲での微量だが、溶接金属3中にREMの微細酸化物を形成でき、かつ良好なビード形状に制御し得る程度の酸素を供給するとともに、Al、Tiをともに規制し、更に、MIG溶接法におけるシールドガスを、炭酸ガスを含まないか微量しか含まないアルゴンガスとして、溶接継手1aの良好なビード形状と高い極低温靭性とを両方達成する。
(もっと読む)
回転サブマージアーク溶接方法
【課題】サブマージアーク溶接におけるビード形状や溶け込みの制御を可能として、アンダカットを防止しつつ、大脚長を得ることを可能とし、条件裕度を高め、ビード外観を向上する。
【解決手段】粒状フラックス20下で溶接ワイヤ22と母材間、あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用してサブマージアーク溶接を行う際に、溶接ワイヤ先端を前進方向に向かって時計方向又は反時計方向に回転させることにより、母材間に形成される溶接ビード28を、前進方向に対する溶接ワイヤ回転方向と逆方向に偏向させる。
(もっと読む)
高硬度オーバーレイの製造のための原料粉末
金属合金オーバーレイを適用する方法であって、鉄及びマンガンを10から75重量パーセント、クロムを10から60重量パーセント、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を1から30重量パーセント、モリブデン、タングステン、またはそれらの組み合わせから選択される遷移金属を0から40重量パーセント、及びニオブを1から25重量パーセント含む鉄ベースの原料粉末を提供する段階を含んでいる。前記方法は同様に、少なくとも50重量%の鉄を含む電極を提供する段階と、1,000μmかそれより小さい粒子サイズを示す金属合金を生成するために、前記原料粉末及び前記電極で溶接オーバーレイを堆積する段階と、を含んでいる。 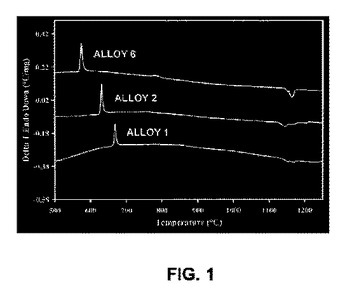 (もっと読む)
(もっと読む)
ガスシールドアーク溶接方法
【課題】大入熱、高パス間温度の溶接施工条件によって溶接能率を向上し、溶接作業性が良好で高品質な溶接部が得られるガスシールドアーク溶接方法を提供する。
【解決手段】フラックス入りワイヤを使用するガスシールドアーク溶接方法において、ワイヤ全質量に対する質量%で、C:0.03〜0.10%、Si:0.4〜1.0%、Mn:1.7〜2.8%、Mo:0.1〜0.3%、Mg:0.35〜0.65%、Ti酸化物のTiO2換算値:4.8〜6.5%、Si酸化物のSiO2換算値:0.3〜0.8%、Zr酸化物のZrO2換算値:0.2〜0.5%、AlのAl2O3換算値およびAl2O3の合計:0.4〜1.2%、Na2O換算値およびK2O換算値の合計:0.06〜0.20%を含有するフラックス入りワイヤを用いて、溶接入熱量20〜40kJ/cm、パス間温度200〜350℃で炭酸ガスシールドアーク溶接する。
(もっと読む)
キャパシタディスチャージスタッド溶接方法
【課題】母材およびスタッドボルトのうちのいずれか一方にアルミニウムまたはアルミニウム合金を用い、他方に銅または銅合金を用いて溶接するときに、得られる溶接部の接合不良のないキャパシタディスチャージスタッド溶接方法を提供する。
【解決手段】母材およびスタッドボルトのうちのいずれか一方にアルミニウムまたはアルミニウム合金を用い、他方に銅または銅合金を用いて、投入エネルギー40J〜400Jの条件でキャパシタディスチャージスタッド溶接する。直流逆極性溶接であり、溶接に先立ち、スタッドボルトを酸洗いする。
(もっと読む)
溶接継手
【課題】特別な設計および施工を行うことなく溶接部の疲労き裂発生特性を改善できかつ疲労き裂が母材部に進入したときには母材部で疲労き裂進展抵抗特性を発揮する溶接継手を提供する。
【解決手段】質量%で、C:0.01〜0.10%、Si:0.04〜0.60%、Mn:0.50〜2.00%、P:0.025%以下、S:0.020%以下、Al:0.003〜0.060%、Ti:0.001〜0.100%、N:0.0020〜0.0120%を含有し、残部はFeと不純物からなる化学組成を有し、硬質部の素地とこの素地中に分散した軟質部からなる複合組織を有し、硬質部と軟質部の硬度差がビッカース硬度で150以上である母材を溶接してなる溶接継手であって、溶接熱影響部の硬度が、母材、溶接金属の各々の硬度と所定の関係を満たすと共に、溶接熱影響部の加工硬化係数の値が0.12以下であることを特徴とする溶接継手。
(もっと読む)
突き合わせガスシールドアーク溶接継手および方法
【課題】本発明は、海底パイプラインの現地敷設工事などで適用される、鋼管端部どうしの突き合わせガスシールドアーク溶接のルートパス溶接において、鋼管のグレード(材質)によらず、溶接速度を現状以上の1.5m/min以上で行っても高温割れを発生させず、かつ上向き姿勢で平滑な溶接ビードとなり、安定した溶接品質となるような溶接方法および溶接装置を提供することを目的とする。
【解決手段】鋼管どうしの突合せガスシールドアーク溶接のルートパス溶接において、突き合わせ部の開先部分の開先角度を3度以上5度以下、ルートフェイスを1.0mm以上1.5mm以下、開先ルート部の幅を3.5mm以上4.7mm以下としたU字開先形状とし、溶接後の裏波ビード幅が4.5mm以上となり、溶接ビードの断面形状における溶接ビードの全高さに対する裏波側からのデンドライト組織の高さの比が0.5以上とする。
(もっと読む)
高温特性と靭性に優れた耐火構造用1パス大入熱溶接継手およびその製造方法
【課題】溶接方法によらず、溶接継手全体として、700℃以上における耐火性に優れ、かつ、構造物の安全性を確保し得る高い靭性を有する、耐火構造用1パス大入熱溶接継手およびその製造方法を提供する。
【解決手段】規定範囲の成分を含有する耐火構造用鋼材2と溶接部3とからなり、溶接部3に形成される溶接金属31が、規定範囲の成分を含有するとともに、次式{Nb%+0.35Mo%+0.20W%+0.75V%+0.30Ta%+0.20Zr%+0.05Cr%}で表されるNb当量が0.08〜0.55%の範囲を満足し、かつ、次式{C%+Si%/24+Mn%/6+Ni%/40+Cr%/5+Mo%/4+W%/8+V%/14}により定義される炭素当量(Ceq.)が0.25〜0.80%の範囲である。
(もっと読む)
二輪車およびバギー車用フレーム材
【課題】高強度の7000系Al合金からなるAl部材の複数にて構成される、二輪車やバギー車用フレーム材において、その溶接割れ感受性を低減させると共に、強度特性に優れた溶接継手を実現する。
【解決手段】複数のAl部材を与える7000系Al合金の合金組成を、Cu:0.01〜0.50%、Mg:0.5〜2.1%、並びにZn:4.0〜8.5%を含み、残部がAl及び不可避的不純物であるように規定し、かかるAl部材の複数を溶接により一体化して、二輪車やバギー車用フレーム材を製造するに際して、溶加材として、Mg:5.5〜8.0%、Cr:0.05〜0.25%、Ti:0.25%以下、Si:0.4%以下、Fe:0.4%以下、Cu:0.1%以下、Zr:0.05%以下、及びZn:0.25%以下を含み、残部がAl及び不可避的不純物である合金組成のものを用いた。
(もっと読む)
鋳片の表面手入れ装置及び方法
【課題】溶削開始部の深掘れや、溶削後の鋳片表面に発生する鋳片幅方向の凹凸を低減し、ガススカーファの代替としても実用可能な鋳片の表面手入れ装置及び方法を提供する。
【解決手段】プラズマトーチ群14からプラズマアークを発生させることによって、移送される鋳片12の表面を溶削する。プラズマトーチ群14を平面図で見て、複数のプラズマトーチ14を平行に配列する。隣接する一対のプラズマトーチ14のうち、鋳片12の幅方向の一方側に位置するプラズマトーチ14の火口部14aを幅方向の他方側に位置するプラズマトーチ14の火口部14aよりも鋳片12の移動方向Dの前方に位置させる。そして、各プラズマトーチ14の火口部14aを鋳片12の移動方向Dの前方から幅方向の一方側に所定角度θ2傾ける。
(もっと読む)
Al材料の溶接方法
【課題】高強度の7000系Al合金からなるAl材料の複数にて構成される、構造部材や部品等の各種用途の部材において、その溶接割れ感受性を低減させると共に、強度特性に優れた溶接継手を実現する。
【解決手段】質量基準にて、Cu:0.01〜0.50%、Mg:0.5〜2.1%、並びにZn:4.0〜8.5%を含み、残部がAl及び不可避的不純物である合金組成の7000系Al合金からなるAl材料を溶融溶接するに際して、質量基準にて、Mg:5.5〜8.0%、Cr:0.05〜0.25%、Ti:0.25%以下、Si:0.4%以下、Fe:0.4%以下、Cu:0.1%以下、Zr:0.05%以下、及びZn:0.25%以下を含み、残部がAl及び不可避的不純物である合金組成を有するAl合金溶加材を用いた。
(もっと読む)
Al合金溶接継手
【課題】所定のAl材料の溶融溶接によって得られる接合体において、その溶接割れ感受性を低減させると共に、強度特性に優れた溶接継手を容易に実現すること。
【解決手段】所定量のCu、Mg、並びにZnを含む合金組成のAl合金母材を、特定量のMg、Cr、Ti、Si、Fe、Cu、Zr、及びZnを含み、残部がAl及び不可避的不純物からなる合金組成の溶加材を用いて、溶融溶接して得られる溶接継手において、溶接金属部の最大厚さ:t1 、その中心硬さ:Hv1 、熱影響部の厚さ:t2 、その最軟化部の硬さ:Hv2 としたときに、次の関係式:
t1 ×Hv1 ≧1.9×t2 ×Hv2
Hv1 ≧70
を満足するように構成した。
(もっと読む)
靭性に優れた高強度溶接金属
【課題】大入熱量・高パス間温度で溶接した場合であっても、強度と靭性を確保できる溶接金属を提供する。
【解決手段】溶接金属全質量に対する割合で、C:0.02〜0.12%(質量%の意味。以下、同じ。)、Si:0.3〜1.0%、Mn:1.0〜2.0%、Ti:0.01〜0.30%、Cu:0.2〜2.5%および/またはNi:0.5〜3.5%を含有する他、Cr:1.0%以下(0%を含まない)および/またはMo:0.5〜1.5% を含有し、更に、Mg:0.0001〜0.02%、Ca:0.005%以下(0%を含まない)、およびAl:0.05%以下(0%を含まない)よりなる群から選ばれる少なくとも1種を含有するとともに、下記(1)式で表されるXD値が0.85<XD<1.25を満たすことを特徴とする溶接金属である。 (もっと読む)
(もっと読む)
溶接構造物
【課題】溶接強度、すなわち、継手強度および伸びに優れた溶接構造物を提供することを目的とする。
【解決手段】本発明に係る溶接構造物1は、アルミダイカスト製部材2とアルミ展伸材製部材3とを線材を用いて溶接した溶接構造物であって、前記アルミダイカスト製部材2がAl−Mg系ダイカスト合金で形成され、前記アルミ展伸材製部材3が5000系合金または6000系合金で形成され、前記線材が5000系合金で形成されていることを特徴とする。
(もっと読む)
鋼材のサブマージアーク溶接方法
【課題】UOE鋼管やスパイラル鋼管等の大径鋼管の造管溶接に用いて好適な鋼材のサブマージアーク溶接方法を提供する。
【解決手段】鋼材を内外面からサブマージアーク溶接するにあたり、内面溶接金属断面積S1と外面溶接金属断面積S2が(1)式、(2)式、(3)式を満足するように溶接条件を設定する。0.40≦(S1+S2)/t2≦0.80 (1)、S1/t2≦0.35(2)S2/t2≦0.45(3)但し、t:鋼材の板厚(mm)、S1:内面溶接金属断面積(mm2)で、外面溶接後に外面溶接金属と重なる部分を除く、S2:外面溶接金属断面積(mm2)。
(もっと読む)
鋼材のサブマージアーク溶接方法
【課題】UOE鋼管やスパイラル鋼管等の大径鋼管の造管溶接に用いて好適な鋼材のサブマージアーク溶接方法を提供する。
【解決手段】内外面一層溶接を行う鋼板のサブマージアーク溶接方法であって、内面溶接および外面溶接において、鋼板表面で計測したビード幅が(1)式を満たすとともに、鋼板表面から0.4tの深さの位置で測定したビード幅が(2)式を満たすことを特徴とする鋼板のサブマージアーク溶接方法。0.60≦W1/t≦0.95(1)W2/t≦0.45(2)但し、t:板厚(mm)、W1:内面溶接側および外面溶接側の鋼板表面において計測したビード幅(mm)、W2:内面溶接側および外面溶接側の鋼板表面から板厚方向に0.4tの位置で測定したビード幅(mm)
(もっと読む)
溶接材料の選定方法及び発電用プラント
【課題】異材溶接継手での脱炭層形成有無を予測して、部材の組合せや使用部位に応じた最適な溶接材料を選定する方法を提供する。
【解決手段】一の金属母材の炭化物生成能パラメータと、一の金属母材と材質が異なる別の金属母材の炭化物生成能パラメータとの差の絶対値Δgを算出する。一の金属母材と別の金属母材とが溶接材料で溶接された部材の使用温度及び時間から、時効パラメータLを算出する。予め作成された、脱炭層が形成される条件の領域と脱炭層が形成されない条件の領域とを炭化物生成能パラメータの差の絶対値と時効パラメータとで表したグラフにおいて、算出されたΔgと、算出されたLとの交点が、脱炭層が形成される条件の領域にある場合に、溶接材料としてインコネル系溶接材料を選定する。交点が、脱炭層が形成されない条件の領域にある場合に、溶接材料としてフェライト系溶接材料を選定する。
(もっと読む)
141 - 160 / 300
[ Back to top ]