
Fターム[4E002AA07]の内容
Fターム[4E002AA07]の下位に属するFターム
非鉄 (308)
Fターム[4E002AA07]に分類される特許
61 - 80 / 492
金属集成体の製造方法
軸受鋼の製造方法

【課題】最終製品素材の炭化物の状態を、製造工程の途中の段階で定量的に把握し、最終製品素材に残存した炭化物の大きさを、軸受としての寿命に及ぼす影響が問題のない程度に管理する軸受鋼の製造方法を提供する。
【解決手段】C:0.9〜1.2mass%およびCr:1.2〜1.6mass%を含有する軸受鋼の製造において、厚さ300〜400mmの鋳片の、分塊圧延前の加熱温度を1220〜1270℃、加熱時間を3〜5時間とし、前記鋳片の断面積をS1、前記鋳片を分塊圧延して得られた鋼片の断面積をS2とし、前記鋼片の縦断面における中心偏析の幅の最大値L(mm)とした場合において、L<18×(S2/S1)0.5を満足することを特徴とする軸受鋼の製造方法。前記鋼片を圧延して得られる最終製品素材において残存した炭化物の最大幅は、10μm以下であることが好ましい。
(もっと読む)
Si含有鋼板の製造方法
【課題】鋼板表面温度のバラツキや冷却ムラを低減し、表面性状に優れたSi含有鋼板を製造することのできる有用な方法を提供する。
【解決手段】C:0.02〜0.6%、Si:0.2〜3.0%、Mn:0.2〜3.5%、P:0.02%以下(0%を含まない)、S:0.02%以下(0%を含まない)、Al:0.15%以下(0%を含まない)を夫々含有する鋼材を、加熱炉内の水蒸気濃度を15〜40体積%、酸素濃度を1.0体積%以下とした雰囲気中において、1173〜1300℃で15〜40分加熱し、デスケーリングした後粗圧延を行い、その後仕上げ圧延直前までの雰囲気を、酸素濃度が10体積%以下の窒素雰囲気として酸化する。
(もっと読む)
方向性電磁鋼板の製造方法

【課題】鉄損特性に優れる方向性電磁鋼板の有利な製造方法を提案する。
【解決手段】方向性電磁鋼板用熱延鋼板を、1回あるいは中間焼鈍を挟む2回以上の冷間圧延で最終板厚の冷延鋼板とし、その後、一次再結晶焼鈍し、二次再結晶焼鈍する一連の工程からなる方向性電磁鋼板の製造方法において、最終冷間圧延における1パス以上を、ロール周方向に対して2°以上90°未満傾斜した研磨目と、上記研磨目とは逆向きに0°以上90°未満傾斜した研磨目とからなるクロス研磨目を有するワークロールを用いて圧延することを特徴とする方向性電磁鋼板の製造方法。
(もっと読む)
厚肉低降伏比高張力鋼板の製造方法
【課題】40mmを超える引張強さが550MPa以上の厚肉高張力鋼板において、Q’プロセスを必要とせずに、板厚方向の特性差が小さく1/4t位置と1/2t位置の双方において低降伏比かつ高強度を達成することができる低降伏比高張力鋼板の製造方法を提供すること。
【解決手段】スラブを1000〜1300℃に加熱し、熱間圧延した後、500℃以下の温度まで水冷により加速冷却し、その後Ac1変態点以下の温度で焼戻しを行って、質量%で、C:0.01〜0.18%、Si:0.01〜0.5%、Mn:0.3〜2.5%を含有し、残部がFeおよび不可避不純物からなる板厚40mm以上の厚肉高張力鋼板を製造するにあたり、加速冷却時の板厚方向1/4t位置と板厚方向1/2t位置の少なくとも700〜500℃の温度帯の冷却速度の差が15%以内となるように鋼板の表面からの冷却を制御する。
(もっと読む)
高強度熱延鋼板およびその製造方法
【課題】TSが690〜980MPa、Elが27%以上、λが50%以上で、かつ鋼板内におけるTSのばらつきΔTSが安定して15MPa以下となる高強度熱延鋼板及びその製法を提供する。
【解決手段】高強度熱延鋼板が、質量%で、C:0.060〜0.150、Si:0.1以下、Mn:0.8〜1.8、P:0.030以下、S:0.005以下、Al:0.005〜0.1、N:0.005以下、Ti:0.032〜0.120を含み、残部Fe及び不可避的不純物からなり、C、Ti、Nを数式で規定し、フェライト(F)相とマルテンサイト(M)相を含む第二相とからなり、F相の面積率が65〜80%で、F相とM相の合計の面積率が95%以上であり、F相の面積率のばらつきΔSFが2%以下で、F相と第二相のビッカース硬度差ΔHvが250以下であるミクロ組織を有する。
(もっと読む)
薄板の溶接部及び薄板のレーザー溶接方法
【課題】特殊鋼からなる薄板の連続冷間圧延において、冷間圧延による破断が発生しない溶接部、並びにそれを実現するためのレーザー溶接方法を提供する。
【解決手段】溶接部11の冷間圧延によって母材10の上面側に延び出た溶接金属からなる上側延出部12の下側に存在する母材10の最小厚みをL1とし、溶接部11の冷間圧延によって母材10の下面側に延び出た溶接金属からなる下側延出部13と上側延出部12に挟まれた母材10の最小厚みをL2とすると、L1及びL2の少なくともいずれかがゼロより大きくなるような溶接部11とする。
(もっと読む)
高強度熱延鋼板およびその製造方法
【課題】TSが590〜880MPa、Elが32%以上、λが70%以上で、かつ鋼板内おけるΔTSが安定して15MPa以下となる高強度熱延鋼板及びその製造方法を提供する。
【解決手段】高強度熱延鋼板が、質量%で、C:0.060〜0.150、Si:0.1以下、Mn:0.8〜1.8、P:0.030以下、S:0.005以下、Al:0.005〜0.1、N:0.005以下、Ti:0.032〜0.120、残部がFe及び不可避的不純物からなり、C、Ti、Nを数式で規定し、フェライト(F)相と、ベイナイト(B)相を含む第二相とからなり、組織全体に占めるF相の面積率が65〜80%で、組織全体に占めるF相とB相の合計の面積率が95%以上であり、F相の面積率のばらつきΔSFが2%以下で、F相と第二相のビッカース硬度差の絶対値|ΔHv|が150以下であるミクロ組織を有する。
(もっと読む)
高炭素マルテンサイト系ステンレス鋼およびその製造方法
本発明は、カミソリ刃、刀などに使用される、重量%で、0.40〜0.80%の炭素、11〜16%のクロムを主成分として含む高炭素マルテンサイト系ステンレス鋼の製造方法に関するもので、ストリップキャスティング装置において、重量%で、C:0.40〜0.80%、Cr:11〜16%を含むステンレス溶鋼を、タンディッシュからノズルを介して溶鋼プールに供給してステンレス薄板を鋳造し、前記鋳造されたステンレス薄板を、鋳造直後にインラインローラを用いて5〜40%の圧下率で熱延焼鈍ストリップを製造し、熱延焼鈍ストリップの微細組織内に一次カーバイドが10μm以下となるようにする、高炭素マルテンサイト系ステンレス鋼の製造方法およびその製造方法によって製造されたマルテンサイト系ステンレス鋼を提供する。本発明は、鋳造組織および熱延板内に形成される一次カーバイドの大きさを10μm以下に低減させることにより、刃物の用途として刃先の品質に優れた高炭素マルテンサイト系ステンレス鋼を製造することを特徴とする。 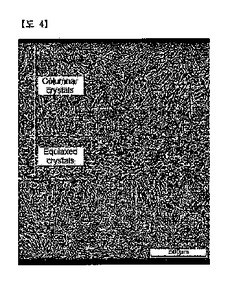 (もっと読む)
(もっと読む)
表面光沢に優れたフェライト系ステンレス冷延鋼帯の製造方法
【課題】表面光沢に優れたフェライト系ステンレス鋼帯を安定して製造する方法を提供する。
【解決手段】冷間圧延、焼鈍、あるいはさらに酸洗をこの順に施した鋼帯を、調質圧延により表面仕上げするステンレス冷延鋼帯の製造方法において、鋼ロールの表面にCrめっきを施した後、ロール幅方向の平均粗さRaが0.003μm以上0.010μm以下に研磨したロールを用い、無潤滑にて、伸び率が0.8%以上2.0%以下となるように前記調質圧延を行う。
(もっと読む)
方向性電磁鋼帯を製造する方法およびそれにより製造された方向性電磁鋼
本発明は、溶融ケイ素合金鋼材が50〜100mmの範囲で厚さを有するストランドで連続的に鋳造され、0.7〜4.0mmの範囲で厚さを有する最終熱間圧延鋼帯コイルを製造するために複数の一方向圧延スタンドで熱間圧延、次いで熱間圧延鋼帯の連続焼なまし、冷間圧延、一次再結晶と、場合により、脱炭および/または窒化を誘導するために冷間圧延鋼帯の連続焼なまし、焼なまし鋼帯の被覆、二次再結晶を誘導するために巻取り鋼帯の焼なまし、焼なまし鋼帯の連続熱平坦化焼なまし、および電気絶縁のために焼なまし鋼帯の被覆に付されることで提供される、方向性電磁鋼(GOES)帯を製造する方法と、それにより製造された製品に関する。 (もっと読む)
低温靭性の優れた低降伏比高張力鋼板の製造方法
【課題】多目的タンク用鋼材に適する低温靭性の優れた低降伏比高張力鋼板を提供する。
【解決手段】C,Si,Mn,Cu,Ni,Ti,Al,Nを、所定範囲の量で含み、Ceqが0.38以下である鋳片を、1200℃超に加熱した後、再結晶温度域及び未再結晶温度域でそれぞれ累積圧下量30%以上の熱間圧延を行い、(810−板厚)℃以上の温度で熱間圧延を終了し、700℃以上の温度から冷却を開始し、前記板厚tに応じて、(a)10<t≦20:700〜600℃を10〜20[℃/sec]で冷却し、600〜200℃を70〜80[℃/sec]で冷却する、(b)20<t≦35:700〜600℃を平均冷速15〜25[℃/sec]で冷却し、600〜200℃を30〜40[℃/sec]で冷却する、(c)35<t≦40:700〜200℃を20〜30[℃/sec]で冷却する、ようにし、200〜300℃の温度で冷却を停止する。
(もっと読む)
金属の鋳造及び圧延をするための装置及び方法
本発明は、本質的に、金属の鋳造及び圧延をするための装置及び方法に関する。少なくとも、スラブを鋳造するための第1の鋳造ライン及び第2の鋳造ラインと、鋳造したスラブを圧延するための圧延ラインとが設けられ、第1の鋳造ラインが、水平型の薄スラブ鋳造装置(1)として形成されており、この水平型の薄スラブ鋳造装置が、溶湯用の少なくとも1つの供給容器(5)と、この少なくとも1つの供給容器(5)の鋳造方向後方に水平に延在する移送ベルト(6)とを有し、第2の鋳造ラインが、同様に水平型の薄スラブ鋳造装置(1)として形成されている、及び/又は、垂直型の薄スラブ鋳造装置(2)として形成されており、この垂直型の薄スラブ鋳造装置が、スラブを垂直鋳造するための少なくとも1つの鋳型(4)と、垂直鋳造したスラブを水平な姿勢に曲げて矯正するための曲げ矯正装置(7)とを有し、少なくとも2つの鋳造ラインの後に、鋳造したスラブを圧延するための圧延ライン(11)が配設されており、少なくとも2つの鋳造ラインが、少なくとも2つの鋳造ラインのそれぞれ一方によって鋳造したスラブを圧延ライン(11)に供給できるように形成されている。 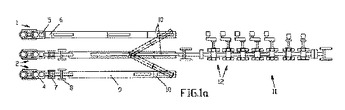 (もっと読む)
(もっと読む)
引張強さが1500MPa以上の高強度鋼板およびその製造方法
【課題】圧延方向および圧延直角方向の曲げ性および耐遅れ破壊特性に優れた引張強さが1500MPa以上の高強度鋼板およびその製造方法を提供する。
【解決手段】フェライトと炭化物が層をなしており、炭化物のアスペクト比が10以上で、かつ、前記層の間隔が50nm以下である層状組織が組織全体に対する体積率で65%以上である。さらに、炭化物のうちアスペクト比が10以上かつ圧延方向に対して45°以内の角度を有している炭化物の分率が面積率で30%以上60%以下である。上記鋼板は、パーライト組織を主相とし、残部組織におけるフェライト相が組織全体に対する体積率で20%以下であり、パーライト組織のラメラ間隔が500nm以下である組織を有し、ビッカース硬さがHV200以上の鋼板に対して、圧延方向を90°回転させて圧延を繰り返し行うクロス圧延にて圧延率:70%以上で冷間圧延を施すことで得られる。
(もっと読む)
異形断面条材の製造方法
【課題】溝付きロールおよびパンチを用いることなく、異形断面条材を生産性よく製造することが可能な異形断面条材の製造方法を提供する。
【解決手段】この異形断面条材1の製造方法は、金属製の基材2と基材2の表面上に配置される圧延前埋め込み部材4とを圧延ローラ部5により冷間圧延して基材2に圧延前埋め込み部材4を埋め込むことにより基材2の断面形状を凹凸形状にする工程と、基材2に埋め込まれた圧延前埋め込み部材4(圧延後埋め込み部材6)を基材2(異形断面条材1)から剥離する工程とを備える。
(もっと読む)
電磁鋼板用冷間圧延設備及び圧延方法
【課題】加熱装置の前設備である矯正機に於いて板破断する問題がある。
【解決手段】電磁鋼板9を冷間圧延する圧延機2と、圧延機2へコイル8を払い出しするペイオフリール1と、圧延機2とペイオフリール1との間に配置された矯正機5を備えた圧延設備において、ペイオフリール1に予備加熱装置6を設けると共に圧延機2の前に加熱装置7を設け、ペイオフリール位置で予備加熱装置6により電磁鋼板9を予備加熱し、更に圧延機前で加熱装置によりコイル8を加熱するので、加熱装置7より前に設置された矯正機5を通過する電磁鋼板9は、予備加熱装置6で予め加熱されており、加熱装置7の前設備である矯正機5に於いて板破断する問題がなくなる。
(もっと読む)
ばね用鋼の製造方法
【解決課題】
鋼材のフェライト脱炭を抑制して疲労特性を確保しつつ、しかも過冷を防止して伸線時の加工性を改善するばね用鋼の製造方法を提供することを主たる解決課題とする。
【解決手段】
C:0.35〜0.65%(質量%、以下同様)、Si:1.4〜3.0%、Mn:0.1〜1.0%、Cr:0.1〜2.0%、P:0.025%以下(0を含まない)、S:0.025%以下(0を含まない)、残部がFeおよび不可避的不純物からなる鋼材を、加熱炉抽出後、仕上前温度を1000℃未満として熱間圧延し、仕上圧延後、1000〜1150℃の範囲に5sec以下保持して巻き取った後に冷却速度2〜8℃/sで750℃以下に冷却し、その後、巻取りから150sec以上かけて600℃まで徐冷することを特徴とするばね用鋼の製造方法。
(もっと読む)
燃料電池セパレータの製造方法
【課題】高い強度、靱性に加えて、優れた導電性と耐食性を有する燃料電池セパレータの製造方法を提供する。
【解決手段】金属基材(チタン基材)1の表面の少なくとも一部に黒鉛粉2を塗布する黒鉛粉塗布工程と、黒鉛粉2を塗布した金属基材1に冷間圧延を施す冷間圧延工程と、を含み、前記冷間圧延工程において、トータル圧下率を、35%以上とし、かつ、累計圧下率が35%未満の加工段階において、中間焼鈍を実施しないことを特徴とする。また、前記冷間圧延工程において、黒鉛粉2と、圧延ロールとの間に、シート材3を設置することを特徴とする。さらに、前記冷間圧延工程の後に、300〜800℃の温度で熱処理を施す熱処理工程を含むことを特徴とする。
(もっと読む)
拡散接合しにくいステンレス箔およびその製造方法
【課題】高温での耐酸化性に優れ、かつ拡散接合しにくいステンレス箔およびその製造方法を提供する。
【解決手段】質量%で、C:0.05%以下、Si:2.0%以下、Mn:1.0%以下、Cr:13.0〜30.0%、Al:3.0〜10.0%、N:0.10%以下、Ti:0.02%以下、Zr:0.005〜0.20%、REM:0.03〜0.20%を含み、残部がFeおよび不可避的不純物からなる組成を有し、表面には皮膜厚みが30〜200nmであり、そのうちAl2O3の皮膜厚みが全皮膜厚みの50%以上を占める酸化皮膜を有し、かつ表面粗度Raが0.5〜1.5μmであることを特徴とする拡散接合しにくいステンレス箔。
(もっと読む)
18−8系ステンレスにおける加熱炉設定温度変更によるオーバーヒートの防止方法
【課題】 18−8系ステンレスのブルームを熱間圧延するために加熱炉に装入から抽出までの在炉時間が4.0時間を超えて長くなった場合でも、ブルームコーナー部にδフェライトの生成量の増加を無くして熱間圧延時にブルームコーナー部に割れの発生を無くし、良好に圧延するための加熱炉の設定温度を最適にし加熱する方法を提供する。
【解決手段】 18−8系ステンレスのブルームを熱間圧延するために加熱する加熱炉の在炉時間が4.0時間以上で6時間未満の長時間となる場合、図1に示すように、加熱炉の設定温度を加熱帯で1290〜1300℃、均熱帯で1270〜1280℃とし、必要とされる通常の加熱帯の温度および均熱帯の温度よりも低く設定することからなる18−8系ステンレスのブルームの均熱炉でのオーバーヒートを無くした加熱方法である。
(もっと読む)
61 - 80 / 492
[ Back to top ]