
Fターム[4E050JB09]の内容
金型の交換、取付け、製造 (1,478) | 金型の製造方法 (224) | 表面処理 (96)
Fターム[4E050JB09]に分類される特許
1 - 20 / 96
プレス加工金型用工具の補修方法
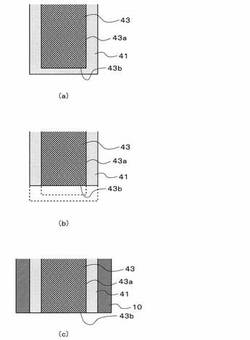
【課題】DLC膜の形成方法を検討することで、研磨実施後もプレス加工金型用工具の加工面にDLC膜が存在することが可能であり、且つ、プレス加工金型用工具の側面と加工面に同等の特性を有するDLC膜を形成することが可能なプレス加工金型用工具の補修方法を提供する。
【解決手段】被加工材をプレスにより成型加工又は打ち抜き加工を行うためのプレス加工金型用工具の補修方法であって、摩耗したプレス加工金型用工具43の加工面43bを研磨する工程と、プレス加工金型用工具43の側面43aをマスキング材10で保護する工程と、研磨した加工面43bにDLC膜41を形成する工程と、を有するものである。
(もっと読む)
鋼管のプレス加工方法

【課題】高い潤滑特性を得ることができ、加工油やポリエチレンシートを使用することなく、効率的なプレス作業を実現することができる鋼管のプレス加工方法を提供する。
【課題を解決するための手段】
旋削加工及びサンドブラスト処理が施された金型の表面に、ダイアモンドライクカーボンからなる膜厚3〜10μmのコーティングを施した摩擦係数0.1〜0.3の金型を用いて、溶融亜鉛メッキ鋼管の管端を冷間プレスして拡管または縮管し、好ましくは、前記旋削加工が施された金型の表面粗さは、最大高さRzがダイアモンドライクカーボンの膜厚の0.4〜1.0倍とすることを特徴とする鋼管のプレス加工方法。
(もっと読む)
炭素膜被覆部材及びその製造方法
【課題】 基材上に高い密着性をもって炭素膜が形成された炭素膜被覆部材及びその製造方法を提供すること。
【解決手段】 炭素膜被覆部材1が、超硬合金の基材2の表面に直径50μm以下の複数の微細穴3が並んで形成され、基材2の表面に微細穴3を埋めて炭素膜4が形成されている。また、この炭素膜被覆部材の製造方法は、超硬合金の基材2の表面に直径50μm以下の複数の微細穴3を並べて形成する穴形成工程と、該穴形成工程後に基材2の表面に微細穴3を埋めて炭素膜4を形成する炭素膜形成工程とを有している。
(もっと読む)
プレス成形用金型及びプレス成形金型用保護膜の製造方法
【課題】PVD法により形成された保護膜を有するプレス成形用金型において、高い耐焼き付き性を有するプレス成形用金型及びプレス成形金型用保護膜の製造方法を提供する。
【解決手段】プレス成形用金型は、少なくとも被成形体に接触する成形面上に、プレス成形時の焼き付きを防止するための保護膜が形成されている。この保護膜は、PVD法により形成されており、その表面から抜き出された任意の選択区間を複数の個別区間に分割し、その分割数をNとし、選択区間の端部からn番目の分割点における表面の傾斜を(dZn/dXn)としたときに、下記数式から算出される二乗平均平方根RΔqが0.032以下である。 (もっと読む)
(もっと読む)
高強度ダイヤモンド膜工具
【課題】耐欠損性を向上させることで破壊強度と耐摩耗性に優れ、かつ放電加工等の電気加工を主体とした研磨加工が可能な多結晶・単結晶の高強度ダイヤモンド膜工具やコーティング工具を提供することにある。
【解決手段】多結晶ダイヤモンド膜をコーティングした工具、もしくはおよび単結晶ダイヤモンド工具において、気相法による膜状ダイヤモンドにボロンをドーピングすることで破壊強度を向上させたことにある。
(もっと読む)
バナジウム含有被膜を被覆した鉄系合金製パンチ工具
【課題】成型加工を行っても相手材表面との摩耗を低減できる被膜を被覆した鉄系合金製パンチ工具を提供する。また、万一に被膜の摩耗が生じても鉄系合金製パンチ工具の損傷を未然に防止できる被膜を被覆した鉄系合金製パンチ工具を提供する。
【解決手段】V(1−X)CXから成り、かつXは原子%で70at%超95at%以下であるバナジウム含有被膜を鉄系合金製パンチ工具21に被覆する。また、鉄系合金製パンチ工具21とバナジウム含有被膜との間に複合被膜を被覆して、複合被膜は鉄系合金製パンチ工具21から近い順にV被膜、V(1−Y)CY被膜(ただし、Yは原子%で40at%以上60at%以下)から成る被膜とする。
(もっと読む)
硬質皮膜被覆金型及びその製造方法
【課題】物理蒸着法による酸化物の上層と窒酸化物の下層との密着性及び上層の耐焼き付き性及び耐かじり性に優れた硬質被膜被覆金型を提供することである。
【解決手段】金型基体直上に、金属元素としてAlとCrを必須構成元素とする窒酸化物の下層と、金属元素としてAlとCrを必須構成元素とする酸化物の上層とを、物理蒸着法により被覆した硬質被膜被覆金型において、該酸化物の上層はα型結晶構造を有し、X線回折強度比TC(110)が1.3以上であることを特徴とする硬質被膜被覆金型。
(もっと読む)
チタン部材の曲げ加工方法および曲げ加工具
【課題】チタン部材について、ドライ環境下での曲げ加工が行えるようにしたチタン部材の曲げ加工方法および曲げ加工具を提供する。
【解決手段】曲げ加工具はチタン部材と接する部分の少なくとも一部分に形成された最大表面粗さが3μm以上25μm以下の微細な凹凸を備えた微細凹凸部と、微細凹凸部に含まれる複数の頂上部の一部だけが露出するように微細凹凸部に形成されたフッ素樹脂膜とを有し、フッ素樹脂膜が微細凹凸部の表面に密着している。
(もっと読む)
耐付着性に優れる被覆金型およびその製造方法
【課題】耐付着性に優れる被覆金型およびその製造方法を提供する。
【解決手段】表面に硬質皮膜を被覆した金型であって硬質皮膜はその金型基材側に被覆したTiまたはTiの窒化物、炭化物、炭窒化物の何れかからなるa層と、金型表面側に被覆したAlxCrySizの窒化物(但し、x、y、zは原子比、x+y+z=100、x>y、3≦z<20)からなり硬度が35GPa以上であるb層と、a層とb層の間に配置され、a層側からb層側に向かってTi比率が減少するTiと、前記a層側から前記b層側に向かって前記b層のSi比率に近づくように増加するSiとを含むAlvCrwの窒化物(但し、v、wは原子比、v>w)からなる中間層とを有し、
表面粗さがRa0.1μm以下、Rz0.8μm以下、ロックウエルを用いて押圧した場合に、圧痕の外周から径方向に生ずる剥離における最大サイズが50μm以下である耐付着性に優れる被覆金型。
(もっと読む)
硬質皮膜被覆金型及びその製造方法
【課題】物理蒸着法による酸化物の上層と窒酸化物の下層との密着性及び上層の耐焼き付き性及び耐かじり性に優れた硬質被膜被覆金型を提供することである。
【解決手段】金型基体直上に、金属元素としてAlとCrを必須構成元素とする窒酸化物の下層と、金属元素としてAlとCrを必須構成元素とする酸化物の上層とを、物理蒸着法により被覆した硬質被膜被覆金型において、該酸化物の上層はα型結晶構造を有し、X線回折強度比TC(006)が1.3以上であることを特徴とする硬質被膜被覆金型。
(もっと読む)
潤滑離型性表層形成用コーティング組成物および潤滑離型性表層の形成方法並びに金型
【課題】金型を構成する金属基体の作用面に、密着性が高く、耐熱性、耐圧性および耐久性に優れた潤滑離型性表層を形成することのできるコーティング組成物を提供する。
【解決手段】潤滑離型性表層形成用コーティング組成物は、(A)炭化水素系オイル70〜90質量%およびシリコーンオイル5〜15質量%よりなるベースと、(B)ビニル基含有ポリシロキサン2.0〜8.0質量%およびアルキルトリアルコキシシラン2.0〜8.0質量%よりなる表層形成成分と、(C)揺変性付与剤とを含有してなる。
(もっと読む)
塑性加工用金型およびその製造方法、ならびにアルミニウム材の鍛造方法
【課題】表面性状の制御により、耐焼付き性に優れた塑性加工用金型およびその製造方法を提供する。
【解決手段】塑性加工用金型は、基材の表面をショットブラスト法を用いて粗面化して算術平均粗さRa:1μmを超え2μm以下に調整する基材粗面化工程と、この表面を研磨してRa:0.3μm以上を保持しつつスキューネスRskを0以下に調整する基材研磨工程と、この基材の表面に硬質皮膜を形成する成膜工程と、を行って製造され、硬質皮膜の表面が算術平均粗さRa:0.3μm以上2μm以下、スキューネスRsk:0以下であることを特徴とする。凹部に偏らない凹凸形状に調整することで、潤滑剤が溜まる凹部の容積を抑えて凸部の表面にも潤滑剤が十分に付着される。
(もっと読む)
アルミニウム板加工金型
【課題】潤滑油に換えて水系潤滑剤を用いてアルミニウム板またはアルミニウム合金板をバーリング加工やアイアニング加工等することを可能としつつ、製品精度、特に表面性状の平滑さを維持向上できるDLC被膜金型を提供すること。
【解決手段】金型の表面に、実質的に水素を含まないDLC膜を形成し、当該DLC膜を、密度は3.0g/cm3以上3.4g/cm3以下、ナノインデンテーション硬さが40GPa以上100GPa以下、算術平均粗さが0.03μm以下、最大高さが0.20μm以下、表面の欠陥密度が10個/mm2以下、としたパンチやダイ等の金型。
(もっと読む)
鉄合金材料の表面処理方法
【課題】拡散剤である拡散元素の拡散量が十分でなく、かつ処理剤の寿命も短く、処理浴が経時変化して硬化層形成にバラツキを生じる等の従来の鉄合金材料の表面処理方法における問題点を解決すること。
【解決手段】鉄合金材料(被処理材)の表面に、予備窒化処理を実施後、拡散処理を実施して表面硬化層を形成する表面処理方法。鉄合金材料の表面に、窒化処理を実施した後、本窒化した被処理材を、400〜700℃の溶融塩中に加熱保持し、周期表第4〜6周期の4〜7族元素などの一種または二種以上の元素の窒化物あるいは炭窒化物からなる表面硬化層を被処理材に形成する。
(もっと読む)
せん断用金型及びその製造方法
【課題】長寿命化させたせん断用金型及びその製造方法を提供することにある。
【解決手段】本発明に係るせん断用金型1は、一対の基材の間に配置される板材2を当該基材によりせん断するせん断用金型1であって、前記基材の表面のうち、少なくとも、曲面の領域と、前記板材2の表面に対向するとともに前記曲面から前記基材の面に沿って300μmまでの領域とに、アークイオンプレーティング法により形成された硬質皮膜を備え、前記硬質皮膜は、Alと、TiおよびCrのうちの1種以上と、を含有するとともに、膜厚が1μm以上、5μm以下であり、さらに、前記曲面の領域と、前記曲面から前記基材の面に沿って300μmまでの領域と、に形成された前記硬質皮膜の表面において、長さ10mmの線分上に存在する直径20μm以上の金属粒子の個数が2個以下であることを特徴とする。
(もっと読む)
成形用工具、成膜装置および成膜方法
【課題】成形用部材の圧造の繰り返しに対する耐久性を有する成形用工具、この成形用工具を製造する成膜装置および成膜方法を提供すること。
【解決手段】成形対象部材を圧造し、成形対象部材を所定形状に成形する成形用工具1であって、所定形状に対応する凸形状をなして表面が硬質膜で覆われ、基端面からの突出角度が異なる複数の斜面からなる側面部(第1斜面11bおよび第2斜面11c)と、側面部の先端に位置する頭頂部11aとを有する成形部11と、成形部11の土台をなす基部12と、を備え、側面部における硬質膜の最小膜厚の最大膜厚に対する膜厚比を0.7以上とすることによって、圧造の繰り返しに対する耐久性を向上する。
(もっと読む)
クロム系硬質被膜、クロム系硬質被膜が表面に形成された金型、及びクロム系硬質被膜の製造方法
【課題】離型性の低下が抑制されたクロム系硬質被膜をPVD法で製造する。
【解決手段】真空チャンバ10a内の被成膜物21,22にバイアス電圧を印加しつつクロム蒸発源13a,14aと陽極13b,14bとの間にアーク放電を発生させることにより被成膜物21,22の表面にクロム層を形成する。真空チャンバ10a内に窒素を供給しつつクロム蒸発源13a,14aと陽極13b,14bとの間にアーク放電を発生させることによりクロム層の上に窒化クロム層を形成する。真空チャンバ10a内に窒素及び炭素を供給しつつクロム蒸発源13a,14aと陽極13b,14bとの間にアーク放電を発生させることにより窒化クロム層の上に炭窒化クロム層を形成する。真空チャンバ10a内に炭素を供給しつつクロム蒸発源13a,14aと陽極13b,14bとの間にアーク放電を発生させることにより炭窒化クロム層の上に非晶質の炭化クロム層を形成する。
(もっと読む)
シャー切断工具
【課題】シャー切断工具において、コーティング層の剥離を抑制して長寿命化を可能とする。
【解決手段】歯車型カッタ11,12の外周部に設けられる複数の刃部23,24の表面にクロムコーティング層31を設け、このクロムコーティング層31の表面に窒化クロムコーティング層32を設ける。
(もっと読む)
金属部材のプレス加工方法およびプレス加工用金型
【課題】チタン部材やマグネシウム合金部材といった加工の難しい金属部材をプレス加工するのに好適な金属部材のプレス加工方法およびそのプレス加工用金型を提供する。
【解決手段】プレス加工用金型は金属部材と接する部分の少なくとも一部分に形成された最大表面粗さが3μm以上25μm以下の微細な凹凸を備えた微細凹凸部と、微細凹凸部に含まれる複数の頂上部の一部だけが露出するように微細凹凸部に形成されたフッ素樹脂膜とを有し、フッ素樹脂膜が微細凹凸部の表面に密着している。
(もっと読む)
硬質皮膜、硬質皮膜被覆材および冷間塑性加工用金型
【課題】従来の表面被覆層よりも耐摩耗性に優れると共に摩擦係数が低くて摺動性に優れる硬質皮膜、硬質皮膜被覆材および冷間塑性加工用金型を提供する。
【解決手段】(VxM1−x)(BaCbN1−a−b)からなる硬質皮膜であって下記式(1A)〜(4A)を満たすことを特徴とする硬質皮膜等。〔但し、上記Mは4a、5a、6a族の元素、Si、Alの1種以上であり、下記式において、xはVの原子比、1−xはMの原子比、aはBの原子比、bはCの原子比、1−a−bはNの原子比を示すものである。〕
0.4≦x≦0.95−−−−式(1A)、0≦a≦0.2−−−−式(2A)、
0≦1−a−b≦0.35−−−−式(3A)、0.6≦b≦1−−−− 式(4A)
(もっと読む)
1 - 20 / 96
[ Back to top ]