
Fターム[4E068CA08]の内容
Fターム[4E068CA08]の下位に属するFターム
Fターム[4E068CA08]に分類される特許
221 - 240 / 294
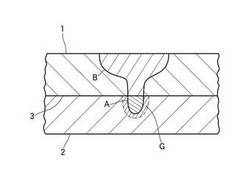
鉄系合金部材とアルミニウム系合金部材との異種金属溶接接合体
【課題】 従来の鋼と5000系アルミニウム合金など鉄系合金部材とアルミニウム系合金部材の接合技術の背景に鑑み、これらの不利や問題点を全面的に解消し、同質部材同士の溶接と実質的に変わらない優れた接合強度と高い生産性などの利点を享受し得る異種金属接合体を提供する。
【解決手段】 本発明に係る異種金属溶接接合体は、鉄系合金部材1とアルミニウム系合金部材2とが鉄系合金部材1側からの入熱により溶接された接合体であって、鉄系合金部材1において溶解凝固した鉄系合金溶解凝固部Bと、アルミ合金部材2に溶け込んで凝固した鉄系合金溶け込み凝固部Aと、アルミニウム系合金部材2において溶解凝固したアルミニウム系合金溶解凝固部Gとが連続的に一体に構成されてなる溶接凝固部を有するとともに、アルミニウム系合金溶解凝固部Gが粒径3μm以下の結晶粒で構成されてなることを特徴とする。
(もっと読む)
薄膜パネル加工装置

【課題】レーザ加工中における加工クズや加工部周辺のバリ等の発生を防止して、レーザ加工の安定性を飛躍的に向上させることができる、薄膜パネル加工装置を提供する。
【解決手段】移動テーブル15により薄膜パネル30がレーザ加工位置Pに対して相対的に移動している状態で、レーザ加工装置10により薄膜パネル30の上面側(基板31側)からレーザ光Lが照射されると、レーザ光Lは、薄膜パネル30の基板31を透過して薄膜32に到達し、薄膜パネル30の薄膜32が加工される。薄膜パネル30の裏面側(薄膜32側)では、薄膜32のレーザ加工によって加工クズや加工部周辺でのバリ等が発生するが、これらの加工クズやバリ等は、レーザ加工装置10により薄膜パネル30の薄膜32が加工されているレーザ加工中に洗浄装置20により洗浄される。
(もっと読む)
透明材料のレーザー微細加工方法及び装置
【課題】 流動性物質の入ったセルで覆われた透明材料の裏面に対し、更により再現性よくレーザー光を集光することができるようにした透明材料の微細加工方法及び装置を得る。
【解決手段】 スプリング25によって透明基板14をセル部材13の支持面19に押圧して固定する。スプリング25による押圧力の調節は、ねじ30によって基板押圧部材28の位置を調節することによって行う。セル部材13には開口を備え、その開口には蓋部材17を着脱自在に設け、或いは透明板を固定する。最初にこの蓋部材17を解放し、或いは透明板を透して透明基板14の裏面の位置を変位センサ31で計測する。その後溶液セル12の密封状態で、内部に光吸収性の大きな溶液を充填し、この溶液を透明基板14の裏面15に接触させ、透明基板の表面側から透明基板の裏面15に対し、前記位置計測によるデータを用いて制御しながら透明基板の裏面15にレーザーを集光させる。
(もっと読む)
耐遅れ破壊特性に優れた高強度ボルトおよびその製造方法
【課題】 耐遅れ破壊特性に優れた引張強さ1400MPa以上の高強度ボルトおよびその製造方法を提供する。
【解決手段】 本発明ボルトは、質量%で、C:0.15〜0.6%、Si:0.05〜2%、Mn:0.1〜2%、Al:0.002〜0.1%を含有し、更にCr:0.05〜2%、Mo:0.05〜3%、V:0.05〜1%、Ti:0.01〜0.1%、Nb:0.01〜0.1%の1種または2種以上を含有し、残部Feおよび不可避不純物からなり、引張強さが1400MPa以上で、圧縮残留応力が引張強さの20〜95%であり、表面の十点平均粗さが10μm以下であることを特徴とする。また、その製造方法は、所定強度に調整されたボルトを液体中に浸漬し、または該ボルト表面に液体の膜を形成し、該ボルト表面にパルスレーザービームを集光、照射して、該ボルト表面に引張強さの20〜95%の圧縮残留応力を発生させることを特徴とする。
(もっと読む)
レーザ照射装置、及びレーザ照射方法
【課題】 アニールの加工品質の低下を防止することができ、アニールの加工効率の低下を防止することができるレーザアニール装置を提供する。
【解決手段】 レーザ出射装置1から出射されたパルスレーザ光Lが、パターン化マスク2に入射する。パターン化マスク2は、自己に入射したパルスレーザ光Lを、そのビーム断面内の位置に関して、ともに複数の四角形を隣り合う四角形同士が両者の角部のみで接するように組み合わせた形状のビーム断面をもつ第1及び第2のパルスレーザ光L1及びL2に2分岐する。第1のパルスレーザ光L1は、第1のマスク3及び第1の集束光学系4を通して基板Wに入射する。第2のパルスレーザ光L2は、平面鏡6、第2のマスク7及び第2の集束光学系8を通して基板Wに入射する。
(もっと読む)
レーザーマーキング装置およびレーザーマーキング方法
【課題】半導体ウェーハにレーザーマークを施す場合に、特に、レーザーマークの最初のドットおよび小数点をレーザーマーキングした後の最初のドットをマーキングする際において、シリコンが溶融して飛び散る度合いを抑制するレーザーマーキング装置およびレーザーマーキング方法を提供する。
【解決手段】半導体ウェーハにレーザーマークを施すレーザーマーキング装置であって、少なくとも、レーザー光を射出するレーザー光源と、前記レーザー光を半導体ウェーハ上に走査する走査手段と、該走査手段と前記半導体ウェーハの間に配設された遮蔽手段を具備し、該遮蔽手段は、前記走査手段によって進行方向が変えられた前記レーザー光を、前記半導体ウェーハに達する前に遮蔽することができるものであるレーザーマーキング装置およびこれを用いたレーザーマーキング方法。
(もっと読む)
ガラス板の切断面の処理装置及び処理方法
【課題】ひび割れや欠損等の破損の発生を効果的に防いでガラス板の安全性や強度等の品質を保持しつつ、大規模な周辺設備を必要とせずにガラス板の切断面の処理工程にかかる時間を短縮することのできるガラス板の切断面の処理装置及び処理方法を提供する。
【解決手段】ガラス板の切断面に照射される第1レーザ光を発振する第1光源と、ガラス板の板面のうち、第1レーザ光の照射範囲の周辺領域に照射される第2レーザ光を発振する第2光源と、第1レーザ光及び第2レーザ光を誘導する誘導手段と、第2レーザ光によって昇温される周辺領域に対応する第1レーザ光の照射範囲において、第1レーザ光の照射範囲のガラスが溶融されるように、第1レーザ光のエネルギ密度を調整する第1調整手段と、第2レーザ光によってガラス板の周辺領域が破損されることなく昇温されるように、ガラス板に照射される第2レーザ光のエネルギ密度を調整する第2調整手段とを備える。
(もっと読む)
半導体装置の製造方法
【課題】 SOI基板に対してレーザダイシングを行う場合に、SOI層の膜厚にバラツキがあったとしてもレーザ光が的確に所望の箇所に届くようにする。
【解決手段】 BOX3の膜厚dBOXを、レーザダイシングにおけるレーザ光がSOI層1側から、当該SOI層1に対して実質的に平行光線として入射されるとした場合に、レーザ光の波長がλ、nBOXがBOX3の屈折率、mが自然数であるとして、dBOX=m・λ/2nBOXを中心に±λ/8nBOXの範囲を満たす厚さに設定する。例えば1000〜1200nmの厚さとする。
(もっと読む)
軽合金鋳物のピンホール修正装置
【課題】
軽合金鋳物の加工に際して生じるピンホールを局所的に加熱し肉盛りするため、レーザーを用いようとする場合、細いレーザー光をピンホールへ正確かつ安全に誘導できる手段がなかった。
【解決手段】
開閉蓋によって開閉可能な開口部を設けた筐体の上部に、その筐体の内部を指向する顕微鏡を設け、その顕微鏡に光軸方向へレーザー光を放射するレーザー加熱手段を付設するとともに、前記筐体の内部に前記顕微鏡の光軸方向前方に軽合金鋳物を支持する支持手段を設けたものである。
(もっと読む)
レーザ加工方法、並びにレーザ加工装置
【課題】 簡単なテスト加工を行うことで、正確なレーザ加工を行うことが可能なレーザ加工方法、並びにレーザ加工装置を提供することを目的とする。
【解決手段】 テスト用の加工対象物に対し加工領域の少なくとも4隅にレーザ光を集光させてテスト加工を行って、実際に加工がされた4隅の座標を計測する。その後、加工目標とされた4隅の座標値と、計測された4隅の座標値とに基づいて回帰分析を行って、台形歪に起因する両座標値のズレ量に関する台形歪補正係数を決定する。その後、所定の加工データに基づいて加工対象物を本加工する時に、加工データを前記台形歪係数に基づいて補正処理する。
(もっと読む)
ハイブリッドレーザ加工装置
【解決手段】 ハイブリッドレーザ加工装置1は、レーザ光Lを発振するレーザ発振器4と、液体を供給する高圧ポンプ5とを備えており、高圧ポンプ5より供給された液体は、加工ヘッド6の先端に設けられた噴射ノズル13より噴射され、液柱Wとなって被加工物2へと到達する。
上記噴射ノズル13には被加工物2に向けて縮径する第1傾斜面13bが形成されており、レーザ光Lを集光する集光レンズ12は、レーザ光Lの焦点を上記噴射ノズル13を越えた被加工物2側に位置させ、また最小径部13dよりも外側のレーザ光Lが上記第1傾斜面13bに反射してから上記液柱Wに導光されるようにしている。
【効果】 集光レンズと噴射ノズルとの位置合せが容易で、導光されたレーザ光が液柱より外部に飛び出すことがなく、しかも製造コスト及びランニングコストを低廉にすることができる。
(もっと読む)
金属板の接合方法
【課題】レーザ溶接と接着剤による接合とを併用することを前提として、ポロシティの発生をなくして接合強度の向上を図った金属板の接合方法を提供する。
【解決手段】車体パネル1,2のフランジ部3,4同士を接合するにあたり、フランジ部3の根元部に棚状の補助パネル5を予め添設し、フランジ部3と補助パネル5とのなすコーナー部に発泡性熱硬化型接着剤8を塗布する。フランジ部3,4同士を重ね合わせた上でレーザ溶接部位6にレーザ溶接を施して接合する。同時にレーザ溶接に伴って発生する熱により接着剤8を発泡・硬化させて接合する。
(もっと読む)
レーザ加工方法
【課題】 加工対象物の表面に溶融や切断予定ラインから外れた割れが生じることなく、かつ精密に加工対象物を切断することができるレーザ加工方法を提供する。
【解決手段】 ウェハ状の加工対象物1の内部に集光点Pを合わせてレーザ光Lを照射することにより、加工対象物1の切断予定ライン5に沿って延在し、且つ一端及び他端が加工対象物1の外縁に到達しない改質領域を加工対象物1の内部に形成し、改質領域を切断の起点として加工対象物1を切断予定ラインに沿って切断する。
(もっと読む)
レーザ照射装置及びレーザ照射方法
【課題】 加工条件をより安定化させ、加工品質を高めることが可能なレーザ照射装置を提供する。
【解決手段】 動的遮光手段30が、レーザ光源11から出射されたレーザビームを遮光する遮光状態と透過させる透過状態とを切り替える。分岐器14が、動的遮光手段30を透過したレーザビームを、測定用経路31に沿って伝搬するレーザビームと、加工用経路32に沿って伝搬するレーザビームとに分岐させる。光強度検出器17が、測定用経路31に沿って伝搬するレーザビームの強度を検出する。制御装置18が、動的遮光手段30の遮光状態と透過状態との切り替え制御を行うとともに、光強度検出器17で検出された光強度を第1の周期で取り込み、動的遮光手段30を透過状態にした後に光強度検出器17に入射したレーザビームのエネルギを算出し、エネルギの算出値が第1の閾値に到達したら、動的遮光手段30を遮光状態にする。
(もっと読む)
レーザ穴加工装置および穴加工方法
【課題】 複数の穴を加工する場合でも、先に加工した穴の影響を防止でき、確実に大きなバリ発生を防止できる。
【解決手段】 レーザ穴加工装置(10)は、少なくとも、被加工物(6)の一方の面にレーザを照射するレーザ照射部(2)と、レーザが照射される被加工物面に実質的に平行に第1の流体を吹付ける第1のノズル部(3)と、レーザ照射部(2)に対して反対側から被加工物(6)を挟んで、第2の流体を吹付ける第2のノズル部(4)とを具備する。該レーザ穴加工装置(10)においては、前記第2のノズル部(4)の外周が被加工物(6)に接近して配置される。更に、前記レーザ照射部(2)のレーザ照射位置と前記第2のノズル部(4)の第2の流体吹付け位置が、被加工物(6)を挟んで対向している。
(もっと読む)
基板の製造方法およびその装置
【課題】インゴットから切り屑なしに薄い基板を得ること。
【解決手段】柱状インゴット1の側面に側方からレーザ光10を照射することにより胴巻き状に切り欠き9を形成し、この切り欠き9に沿ってインゴット1の長手方向からレーザ光4の集光点を合わせることによりインゴット1の切り欠き9から内部に向かって多光子吸収による加工面領域を形成し、この加工面領域を剥離面としてインゴット1の一部を剥離し基板を得ることよりなる基板の製造方法。
(もっと読む)
セラミックグリーンシートの加工方法
【課題】セラミックグリーンシートの加工時間を短縮し、加工精度を向上できるセラミックグリーンシートの加工方法を提供する。
【解決手段】移動可能に設けられたセラミックグリーンシートSに複数個の貫通孔を形成するためのセラミックグリーンシートSの加工方法であって、レーザ光源12から発振されたレーザビームL1をレーザ縮径手段14に通過させて縮径させるレーザビーム縮径工程と、レーザ縮径手段14により縮径されたレーザビームL1を略90度の入射角度でレーザ分光手段18に入射させて複数個のレーザビーム群L2に分光させるレーザビーム分光工程と、レーザ分光手段18により分光されたレーザビーム群L2における0次光を略90度の入射角度でレーザ集光手段20に入射させて集光させ、集光させたレーザビームL2をセラミックグリーンシートS上に照射させるレーザビーム照射工程と、を有する構成とした。
(もっと読む)
超短パルスレーザによるレーザ改質方法
【課題】被加工物の表面の特性改質、改質性能の制御、及び任意の改質領域のマスクレス形成を可能とし、超微細構造と周期構造である微細パターンとを兼ね備えた微細表面構造を形成して表面改質を行えるようにすること。
【解決手段】レーザ改質を施す材料表面に超短パルスレーザを照射することで、該照射を行うスポット内に超微細構造を形成し、上記スポットをスキャンするスポットスキャンを行うことで、上記材料表面に微細パターンを形成して、上記材料表面の表面改質を行う。
(もっと読む)
レーザ加工方法
【課題】 種々の積層構造を有する加工対象物を高精度に切断し得るレーザ加工方法を提供する。
【解決手段】 本レーザ加工方法は、間隙が設けられるように貼り合わされた複数の基板15,17を有する加工対象物1において、基板15の内部に集光点を合わせてレーザ光を照射することで基板15の内部に改質領域7を形成すると共に、基板17の内部に集光点を合わせてレーザ光を照射することで基板17の内部に改質領域7を形成し、これらの改質領域7によって、加工対象物1の切断予定ラインに沿って加工対象物1のレーザ光入射面3から所定距離内側に切断起点領域を形成する工程と、加工対象物1に対して応力を印加することで切断起点領域を切断の起点として切断予定ラインに沿って加工対象物1を切断し、間隙が設けられるように貼り合わされた複数の基板を有する機能素子を複数得る工程と、を備える。
(もっと読む)
レーザ加工方法および装置
【課題】ワーク表面形状が平坦でなくても、加工点へのレーザ光照射を充分に実施できるレーザ加工方法およびレーザ加工装置を提供する。
【解決手段】レーザ加工装置は、複数(ここでは2つ)のレーザ光12a,12bをワークWの同一加工点pで集光するための複数の集光光学系11a,11bと、各集光光学系11a,11bが搭載され、加工点pを回転支点として各集光光学系11a,11bの光軸を回転させるための回転装置20で構成される。
(もっと読む)
221 - 240 / 294
[ Back to top ]