
Fターム[4E068CA08]の内容
Fターム[4E068CA08]の下位に属するFターム
Fターム[4E068CA08]に分類される特許
241 - 260 / 294
レーザとマグアークによる複合溶接方法

【課題】 本発明は、高速で溶接しても耐ギャップ性に優れ、溶接品質の向上を図ることができるレーザとマグアークによる複合溶接方法の提供を目的とする。
【解決手段】 本発明は、レーザと消耗電極式アーク溶接とを併用するレーザとマグアークによる複合溶接方法において、アークを先行させ、レーザを後行させ、レーザとアークを同一溶接線上に配置させながら溶接することを特徴とする。
(もっと読む)
Si−O−Si結合を含む化合物を用いた光化学的溶接法及び分解法

【課題】 溶接する際に、熱による局所的な変質や変形等の欠陥を材料に生じさせず、接合後に分解でき部品の再利用が可能な、シリカガラス材料を中心とした光化学的溶接法を確立する。
【解決手段】 本発明では、真空紫外F2レーザー(波長157nm)により、Si−O−Si結合を含む化合物を光化学的にシリカガラスに改質する過程において、所望の被接合材料を接触させておくことにより、非熱的に材料を接合させる光化学的溶接を行う。その結果、熱による材料の変質・変形が皆無で、かつ希フッ酸の中に短時間浸漬することにより、接合後の分解もでき、部品の再利用が可能となる。
(もっと読む)
金属物体のレーザピーニング処理方法およびレーザピーニング処理方法で製造した金属物体
【課題】繰り返し荷重が作用する金属製部品等に対するレーザピーニング処理において、被加工材の表面における最大主応力の方向の残留圧縮応力を選択的に高め、疲労寿命が長い加工物を得る。
【解決手段】パルスレーザビームのスポットを、被加工材の表面における最大主応力の方向と直交する向きに走査する。この走査は、最大主応力の方向に位置をずらしながら複数回行なう。ここで、同一点におけるパルスレーザビームの照射回数の平均値を2回以上とすることで、被加工材表面における最大主応力の方向の残留圧縮応力を選択的に高めることができる。この結果、疲労強度の高い金属製部品を得ることができる。
(もっと読む)
加工方法、加工装置、回折光学素子の加工方法、回折光学素子、フォトニック結晶の加工方法、フォトニック結晶、及びインクジェットプリンタのヘッド
【課題】 高精度な形状加工を行う加工方法を提供する。
【解決手段】 光源から出射したコヒーレント光を、位相又は振幅あるいはその両方を変調することによって、被加工物へ照射する光強度分布の整形を行い所望の形状に加工を行う加工方法であって、所望の形状を複数の像に分割し、それぞれの像に対して計算機合成ホログラムを計算し、その結果に対応した複数の変調パターンを時系列に書き換えながら空間光変調素子に形成するようにした。
(もっと読む)
レーザ溶接装置、及びレーザ溶接方法
【課題】 パッケージに対する熱ストレスを抑え、レーザビームによって溶接することが可能なレーザ溶接装置、及びレーザ溶接方法を提供する。
【解決手段】 レーザ溶接装置は、例えば水晶デバイスなどが収納されたパッケージとリッドとを溶接する際に好適に用いられる。レーザ溶接装置は、レーザビームを照射し、ワークに対して溶接を行うレーザビーム出射手段を備える。照射位置変更手段は、レーザビームがワークに対して照射されている間に、その位置を変更していく。具体的には、照射位置変更手段は、レーザビームがワークに対して照射されている間に、レーザビームの照射位置を、パッケージの縁に沿って移動させる。ここで、レーザビームは、パルスレーザではなく、連続レーザである。連続レーザは、溶接のための照射時間の間、常に一定の出力を保つ。よって、連続レーザは、パッケージに大きな熱ストレスを与えるピークパワーを有さないので、パッケージにかかる熱ストレスを抑えることができる。
(もっと読む)
レーザ加工方法およびレーザ加工用治具
【課題】適切なレーザ照射条件を効率よく決定して、信頼性の高いレーザ加工を行うことが可能なレーザ加工方法およびそれに用いられるレーザ加工用治具を提供する。
【解決手段】加工対象にレーザ加工を行う際のレーザ加工条件を求めるための試験片1として、レーザ照射面1aと、該レーザ照射面1aと略直交する側面1bとを備えた透光性材料からなる試験片を用い、レーザ照射面1aにレーザ光を照射した後、レーザ照射面1aと略直交する側面1bから、レーザ照射による加工状態を確認し、加工状態とレーザ照射条件との関係から、実際の加工対象物にレーザ加工する際のレーザ照射条件を決定する。
試験片として、セットした姿勢のまま、所定の一方向および該一方向に直交する方向へのレーザ加工を行うことが可能なレーザ照射面と、レーザ照射による加工状態を確認することが可能な側面を有する直方体形状の試験片を用いる。
(もっと読む)
レーザ加工装置及びレーザ加工方法
【課題】 レーザ光源から出射されたレーザビームを互いに異なる複数の経路に振り分けて、各経路を通ったレーザビームで加工対象物を加工でき、各経路を通ったレーザビームのパワーを揃えるための光学系の調整が必要ないレーザ加工装置を提供する。
【解決手段】 レーザ加工装置は、レーザ光源1から出射されたパルスレーザビームを加工対象物8に第1の経路を通って入射させる第1の状態と、第2の経路を通って入射させる第2の状態とを切り替える振り分け器2と、振り分け器が第1の状態のときに入射させる第1のパルス数と、第2の状態のときに入射させる第2のパルス数とを別々に記憶する記憶手段20aを含み、加工対象物8に、振り分け器2が第1の状態のとき第1のパルス数だけパルスレーザビームが入射し、第2の状態のとき第2のパルス数だけパルスレーザビームが入射するように、レーザ光源1を制御する制御装置20とを有する。
(もっと読む)
複合溶接装置およびその方法
【課題】被溶接材間の隙間量が変化する場合であっても、ポロシティの発生および未溶着の発生を低減および防止する。
【解決手段】
複合溶接装置100は、重ね合わされた被溶接材201,202上にレーザ光を集光して照射するレーザ光照射部110と、供給された溶接ワイヤ121と被溶接材201,202との間にアークを発生させるトーチ部120と、溶接の実行中に、レーザ光の照射位置113と溶接ワイヤ121の端部位置124とを近接離間させる駆動部130と、を有する。検出部140がポロシティおよび未溶着の発生を検出し、制御装置150は、検出部140の検出結果によって、駆動部130を制御する。
(もっと読む)
電子機器用バスバー及び電子機器用バスバーへの接続端子の接合方法
【課題】バスバーに対して高さ方向における位置決めを正確に行いつつ接続端子を簡易にセットすることができ、また良好に溶接することのできる電子機器用バスバー及びその電子機器用バスバーへの接続端子の接合方法を提供する。
【解決手段】銅系材料よりなる本体部2と、挿入孔3Aをもつように本体部2から一体に隆起して筒状に突出するとともに突出先端側に先端側溶融部4Aをもつ筒状突起部5Aとを有し、接続端子7Aが挿入孔3Aに挿入された状態で、先端側溶融部4Aがレーザ光8により溶融されることによって筒状突起部5Aと接続端子7Aとが溶接される。筒状突起部5Aは、挿入孔3Aを塞ぐように筒状突起部5Aの突出先端に一体に設けられて先端側溶融部4Aの一部を構成する、接続端子7Aの先端面が当接可能な頂部10Aを有している。
(もっと読む)
レーザ割断方法および該方法により割断可能な被割断部材
【課題】 被割断部材10の表面に設けられた付加構造体1によって、レーザ光の内部集光により形成した内部加工領域12からの亀裂の進行が妨げられることなく、良好な被割断部材の割断・分離を行なう。
【解決手段】 被割断部材10に外力を加えることによって内部加工領域12と表面10Fとを亀裂103で連絡する際に、内部加工領域12の表面10Fに近い先端121から表面10Fまでの間隔をd、被割断部材の劈開面と面の垂線とのなす角度をθとした場合に、亀裂の先端121から表面10Fに下ろした垂線と付加構造体1との距離がd×tanθ以上となるように亀裂103aを形成する。
(もっと読む)
電子機器用バスバー及び電子機器用バスバーへの接続端子の接合方法
【課題】材質や線径の異なる複数の接続端子を溶接する場合でも、接続端子毎に溶接方法を変更することなく、各接続端子をバスバーに良好に溶接する。
【解決手段】銅系材料よりなる本体部1と、挿入孔3A〜3Cをもつように本体部1から一体に隆起して筒状にそれぞれ突出するとともに各突出先端側に先端側溶融部をそれぞれもつ複数の筒状突起部5A〜5Cとを有し、材質及び線径が互いに異なる複数の接続端子7A〜7Cが各挿入孔3A〜3Cにそれぞれ挿入された状態で、各先端側溶融部がレーザ光8によりそれぞれ溶融されることによって各筒状突起部5A〜5Cと各接続端子7A〜7Cとがそれぞれ溶接される。各筒状突起部5A〜5Cは、各接続端子7A〜7Cとの接合強度が所定値以上となるように、各接続端子7A〜7Cの材質及び線径に応じて突出高さがそれぞれ調整されることにより先端側溶融部の長さがそれぞれ調整されている。
(もっと読む)
ブランクピアス加工方法およびブランク加工用治具
【課題】ワークの材質、表面処理等の仕様が変わる毎のワーク加工基準位置の設定作業時間を少なくして生産性を向上させ、しかもワークの熱膨張による製品の外周輪郭位置のずれを極小にするブランクピアス加工方法およびブランク加工用治具を提供する。
【解決手段】ブランク加工は、ウエイティングステーションおよび加工ステーションを備えたレーザ切断加工機を使用し、前記ウエイティングステーションに前記レーザ切断加工治具5を固着する工程と、前記レーザ切断加工治具に立設した丸ピン54に、ワーク1に穿設したワーク基準穴11を嵌合するとともに、前記レーザ切断加工治具5に立設した他の丸ピン54に、ワーク1に穿設した長丸穴12を嵌合し、次いで、これ等が前記ウエイティングステーションから前記加工ステーションに移動された後、前記ワーク基準穴11から最も離れた前記ワーク部位からブランク加工を開始する工程とを、含むことを特徴とする。
(もっと読む)
レーザ割断方法および該方法により割断可能な被割断部材
【課題】 構造体を表面に設けた被割断部材をレーザ光の内部への集光により割断する際の、内部加工領域の形成のばらつきを抑える。
【解決手段】 被割断部材10の表面に入射するレーザ光LBの光束の中に、被割断部材の表面に設けられた構造体2Fが入らないようにレーザ光を被割断部材の表面に照射する。被割断部材の内部へ向かって照射されるレーザ光束側の構造体2Fの端部の高さをh、レーザ光が被割断部材の外部で表面12の垂線となす角度をθ1、レーザ光が被割断部材の内部で表面12の垂線となす角度をθ2、被割断部材の表面12のレーザ光照射面から内部のレーザ集光点Aまでの距離をLとした場合において、割断線Cと構造体2Fとの間の距離をaとすると、a>h×tanθ1+L×tanθ2とする。
(もっと読む)
溶接トーチに従ってレーザユニットを制御するレーザ・アーク複合溶接のための装置と方法
本発明は、レーザ・アーク複合溶接方法並びに、レーザビーム(3)を発生するレーザユニット(2)と、アーク(5)を発生する溶接トーチ(4)と、レーザユニット(2)用の給電ユニット(6)と、溶接トーチ(4)用の給電ユニット(7)とを備えるレーザ・アーク複合溶接装置(1)に関する。エネルギーバランスを最適化すると共に、レーザ・アーク複合溶接法を夫々の条件に適合させるために、溶接トーチ(4)に従ってレーザユニット(2)を制御する制御装置(14)が設けられる。レーザ出力(PLaser)は、アーク出力(PArc)に適合させられると共に、閉制御回路によって制御される。 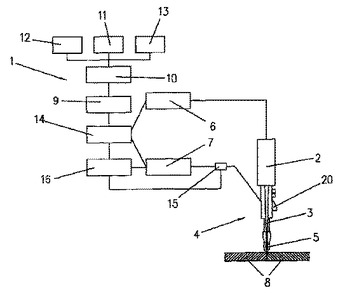 (もっと読む)
(もっと読む)
長尺体の加工方法およびその装置
【課題】車両用フレームなど、レーザ加工装置の加工対象とする長さより長尺の物品を、レーザ加工装置に設定された精度と同等な精度で加工するための方法および装置を提供する。
【解決手段】プログラム制御されるレーザ加工装置のヘッドの長手方向の可動範囲(Lx)を越える長さ(L>Lx)の長尺体を被加工物として加工する方法および装置であって、その被加工物を前記可動範囲(Lx)以下の長さ(L1 ,L2 ,L3 ・・・≦Lx)だけ移動させる毎にいったん前記被加工物を固定し、それぞれ固定する毎に前記可動範囲(Lx)毎に前記被加工物の仕様に対応して設定された制御プログラムを実行させ、これを繰り返し実行する。
(もっと読む)
レーザ溶接装置
【課題】レーザ溶接装置を改善し、溶接継ぎ目変動が阻止されるように構成することである。
【解決手段】レーザビーム(2)と、該レーザビーム(2)を加工品(3)の処理ゾーン(3a)にフォーカシングする光学系(4;4')とを有するレーザ溶接装置(1)であって、前記光学系の焦点距離(f)は少なくとも200mmである形式のレーザ溶接装置において、制限装置(6;6')が設けられており、該制限装置は、レーザ溶接の際に発生する、溶接ガスと加熱周囲空気からなる混合気(5)を、フォーカシングされたレーザビーム(2)内で加工品近傍領域(7)に制限する、ことを特徴とするレーザ溶接装置。
(もっと読む)
レーザ加工機及びレーザ加工方法
【課題】
加工対象が多数配列され、加工箇所の中心座標の加工公差内ばらつきや加工対象の載置位置ずれなどが生じたワークに対して効率的に、かつ高精度にレーザ加工ができるようにしたレーザ加工機及びレーザ加工方法を提供することにある。
【解決手段】
本発明は、複数の加工対象を配列したワーク200を載置し、NCデータに基づいてXY方向に移動させるXYステージ32と、画像取得ステーションに設けられ、斜方照明光学系17及び検出光学系を有する画像取得ヘッド10と、レーザ加工ステーションに設けられ、レーザ光源21、前記画像取得ヘッドで取得した各加工対象からの画像信号に基づいて得られる偏向制御データを基にレーザビームをXY方向に偏向させるXY光偏向器22及び該偏向されたレーザビームを垂直方向から各加工対象に入射させる照射レンズ23を有するレーザ加工ヘッド20とを備えたレーザ加工機である。
(もっと読む)
高反射率と高伝導率を有する金属の溶接方法と金属製部材
【課題】 ヤグレーザ溶接は、様々な金属の中でも厚さ1mm程度以下の金属の溶接に優れているが、高反射率と高伝導率を有し厚さが1.5mm以上の金属を溶接すると、溶接した個所が大きく歪み、様々な弊害を引き起こすため使用に耐えなかった。
本発明は、高反射率と高伝導率を有し1.5mm以上の厚い金属をヤグレーザ溶接により殆ど歪まずに溶接できる方法と高精度な金属製部材を低コストで提供する。
【解決手段】 高反射率と高熱伝導率を有する厚さ1.5mm以上の金銀銅等の複数の金属1,4を当接して溶接するヤグレーザ溶接方法において、前記複数の金属1,4を当接し、該当接した複数の金属1,4の当接部に段差を設け、該段差と段差に添えた溶接棒にヤグレーザYAGを照射し溶融して溶接することを特徴とする高反射率と高伝導率を有する金属の溶接方法。
(もっと読む)
パルスレーザ光による加工方法およびパルスレーザ光による加工装置
【課題】パルスレーザ光の照射に、未発光ショットが発生しても、その場で再発光操作させ、正確で欠陥のない加工が可能なパルスレーザ光によるレーザ加工方法およびその装置を得ること。
【解決手段】レーザ光源41からパルス発振されたレーザ光40を被加工体47に照射して加工するレーザ加工方法およびレーザ加工装置において、加工状態を光検出器49で監視し、ミスレーザ照射を検出したとき、その場で再度レーザ光源41を発振制御してレーザ加工する。正常加工を検出したとき、次の加工位置にレーザ照射する。
(もっと読む)
軸受用ボス
【課題】内周側に軸受けが取り付けられる円筒体と外形の異なるパイプ材とを滑らかなビード形状をもった溶接部によって接合して、応力集中を緩和できる軸受け用ボスを提供する。
【解決手段】外径寸法および内径寸法が異なる円筒体12とパイプ材13とを突合せた状態で、両者間に生じる外周側段差部14のうち大径な円筒体のエッジ部12Cにレーザビーム26を照射する。この場合、レーザビームは、円筒体とパイプ材との突合せ部を溶融させるだけでなく、円筒体のエッジ部をも溶融させるので、溶融金属全体の容積を増大させることができる。これにより、各円筒部とパイプ材との間に、アンダフィルがない滑らかな外周側ビード部と、凸状部がない滑らかな内周側ビード部とを備えた溶接部を形成することができ、この溶接部によって円筒体とパイプ材との間を強固に接合することができる。
(もっと読む)
241 - 260 / 294
[ Back to top ]